25 ЛЕТ ЭКСПЛУАТАЦИИ ДОМЕННЫХ ПЕЧЕЙ
С ШАХТОЙ НОВОЙ КОНСТРУКЦИИ
С.Т. Плискановский, В.А. Чеченев
(НМетАУ, г. Днепропетровск)
С.Н. Доля, Н.В. Косолап
(ПАО «ММК им. Ильича», г. Мариуполь)
Капитальные ремонты доменных печей характеризуются большим уровнем материальных и трудовых затрат, потерями производства чугуна, что негативно сказывается на работе последующих переделов - выплавке стали и производстве проката. Поэтому поиску путей повышения межремонтного периода работы доменных печей, в т.ч. стойкости шахт, всегда уделялось должное внимание.
В числе наиболее используемых направлений по 'увеличению стойкости шахт традиционной конструкции (кожух - холодильник - футеровка), являлось совершенствование конструкции охлаждающих элементов и огнеупорной футеровки, предохраняющих кожух от воздействия высоких температур. Именно в этом направлении велись и продолжаются разработки, эволюцию которых можно проследить от создания простых коробчатых до чугунных и медных плитовых холодильников, различной модификации.
Однако, как свидетельствует опыт, использование чугунных холодильных устройств любого типа в традиционной конструкции стенки шахты доменной печи (кожух - чугунный холодильник - футеровка) не гарантирует надежной и длительной защиты кожуха шахты от перегрева [1].
Основной причиной является применение для футеровки шахты огнеупоров, теплопроводность которых не обеспечивает достаточно интенсивного охлаждающего воздействия холодильников на рабочую поверхность кладки. Огнеупоры при температурах выше 1200 градусов теряют прочность до 0,2 МПа и ниже. В результате, футеровка шахты быстро изнашивается' после задувки печи (часто через ~ 1,5-3 месяца) и в дальнейшем защита кожуха обеспечивается за счет охлаждающего воздействия холодильников и образующегося на их поверхности гарнисажа. Это сопровождается повышением тепловых нагрузок на чугунные холодильники с 63-84 (при наличии футеровки) до 250-340 тыс. кДж/(ч*м2) - после разрушения кладки. Следствием является повышение температуры рабочей поверхности чугунных холодильников до 900°С и более, в то время, как вблизи труб охлаждения, залитых в теле холодильника, она существенно ниже (не· более 100-200°С). Это сопровождается изменением линейных размеров чугунной плиты при практически неизменной длине стальных труб охлаждения внутри нее. Тело чугунной плиты лопается, что является причиной разрыва труб охлаждения, залитых в теле холодильника, и, следовательно, попадания воды в печь с последующим изменением теплового состояния процесса.
Кроме того, с повышением температуры, снижается теплопроводность чугуна [1], что, с одной стороны, ухудшает охлаждение чугунных плит, а с другой - вызывает образование микро- и макротрещин в толще, чугунного холодильника в результате напряжений, возникающих при таком градиенте температур.
Содержащиеся в газовой печной среде СО, СО2, Н2, пары цинка, сернистых соединений, щелочей отрицательно влияют на износостойкость, жаростойкость и ростоустойчивость чугуна. Усиливает процесс разрушения чугунных плит холодильника и сажистый углерод от распада СО, который, откладываясь в трещинах, оказывает распирающее воздействие.
К недостаткам плитовых чугунных холодильников, даже с наилучшими эксплуатационными показателями, следует отнести также:
- их высокую металлоемкость, трудоемкость в изготовлении и монтаже;
- сложность обеспечения необходимой плотности сварных швов в местах выхода через кожух креплений холодильников и труб охлаждения;
- ослабление кожуха шахты из-за большого количества отверстий, изготавливаемых в нем для крепления холодильников и вывода охлаждающих труб.
Медные плитовые холодильники являются дорогостоящими и требуют увеличения расхода воды в 1,5 – 2 раза в зависимости от площади теплосъема, что не всегда возможно в действующем цехе.
Отмеченные недостатки выдвигают в число актуальных проблем поиск других, более эффективных путей повышения стойкости шахт и, следовательно, межремонтного периода в работе доменных печей.
Для востока Украины проблема стойкости шахт доменных печей решалась путем создания принципиально новой ее конструкции, лишенной недостатков, характерных для традиционной конструкции (кожух - чугунный холодильник футеровка). Речь идет об изготовлении шахт из крупногабаритных охлаждаемых модулей, опыт применения которых на ведущих металлургических комбинатах Украины исчисляется более чем 25-летним периодом, в частности на ММК им. Ильича и ДМК им. Дзержинского 1 [2] [3] [4] [5].
Конструкция крупногабаритного охлаждаемого модуля
Конструктивно модуль (рис.1) представляет собой часть кожуха охлаждаемой зоны шахты со стальными трубами, расположенными на нем в виде экрана, пространство между. которыми заполнено жаропрочным бетоном. То есть, взамен традиционной (кожух, холодильник, огнеупорный кирпич) в конструкции стенки шахты предлагается монтировать шахту из крупногабаритных модулей, включающих как одно целое кожух, элементы охлаждения (стальные трубы) и футеровку из бетона, т.е. без наличия зазора (холодильник – кладка, холодильник-кожух).
Высота модуля равна высоте охлаждаемой зоны шахты печи, а его ширина определяется внутренним диаметром опорного кольца колошника, через которое модуль будет вводиться во внутрь печи для последующего монтажа шахты. Монтаж модуля осуществляется грузоподъемными механизмами доменной печи. (краном или монтажной тележкой колошника). Поэтому шахта может монтироваться из нескольких (7-9) модулей в зависимости от полезного объема доменной печи. Для изготовления элементов охлаждения (скоб) в крупногабаритных модулях с испарительной системой охлаждения применяются трубы (Сталь 20) диаметром 95 мм и толщиной стенки 14 или 16 мм. При водяном охлаждении целесообразно применение труб диаметром 70 или 76 мм с толщиной стенки 16-17 мм.
Расчетами, а затем и практикой эксплуатации печей с новыми конструкциями шахт подтверждено, что применение толстостенных стальных труб длиной до 1,0 - 1,5м в качестве элементов охлаждения в конструкции крупногабаритных модулей шахт доменных печей оправдано с точки зрения их сопротивления циклическому действию термических напряжений. Более того, дополнительный изгиб труб в средней их части (угол до 170°) позволяет значительно уменьшить напряженное состояние труб в местах их жесткого крепления (сваркой) к кожуху шахты. Это позволяет увеличить длину труб охлаждения до 2,0 м и более и следовательно, уменьшить количество отверстий в кожухе, являющихся местами концентраций напряжений.
Однако даже при применении труб длиной до 1,5 м, количество отверстий в шахте для выводов труб будет значительно меньшим, чем в шахте с чугунными холодильниками.
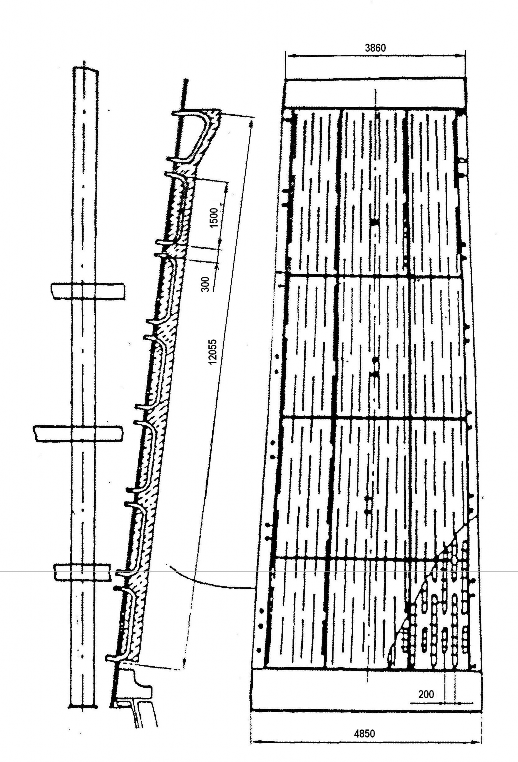
Рис.1. Общий вид модуля шахтыпечи № 4 (2000м3) ММК им.Ильича.
Маса модуля шахты 40…60 тн.
При изготовлении труб (скоб) охлаждения используется технология горячего гиба толстостенных труб с их последующей термообработкой до 800°- 900°. После изготовления все трубы охлаждения должны проходить ультразвуковой контроль для обнаружения возможных трещин. [6] [4].
Конструкция скоб охлаждения показана на рис.2.
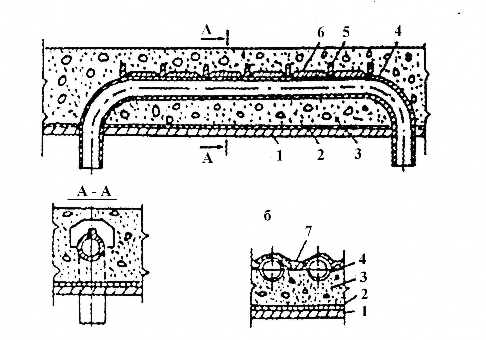
Рис.2. Элемент охладительного контура до начал эксплуатации (а) и после эксплуатации в течение 64,5 месяцев (б):
1 – кожух; 2 – слой асбеста; 3 – жаростойкий бетон; 4 – труба;
5 и 6 – поперечные и продольные «гребешки»; 7 – гарнисаж.
Жаростойкий бетон для изготовления модулей должен хорошо противостоять агрессивному воздействию печной среды в период задувки. С целью получения плотного малоусадочного бетона (0,5%), твердеющего без дополнительной термообработки при 20°С, применяли высокоглиноземистые заполнители на глиноземистом цементе. В бетон для улучшения его свойств (теплопроводности, стойкости к агрессивным средам) вводится добавка карбида кремния.
Технология изготовления модулей
Изготовление кожуха модуля, монтаж на нем элементов охлаждения в виде скоб из толстостенных труб, а также бетонирование модуля осуществляются на специальной площадке вне доменной печи, до ее остановки на капремонт. Важно, что все операции по изготовлению модуля выполняются при горизонтальном расположении кожуха, что существенно повышает точность разметок отверстий для выводов труб охлаждения, качество сварных швов при обваривании выводов труб охлаждения с обеих сторон кожуха, что повышает герметичность шахты и качество бетонирования межтрубного пространства модулей (рис.1). Установка труб охлаждения на внутренней поверхности кожуха осуществляется с использованием шаблонов, чем обеспечивается одинаковая удаленность труб от внутренней поверхности кожуха. Выводы труб тщательно обвариваются с внутренней стороны кожуха. С целью повышения теплосъема, на трубы со стороны рабочего пространства привариваются продольные и поперечные ребра.
После монтажа труб охлаждения с внутренней стороны кожуха, его переворачивают на 180° и выполняется сварка выводов труб с внешней стороны кожуха. Затем производится повязка выводов труб согласно схемы охлаждения.
Кожух модуля вновь переворачивается на 180°, устанавливаются компенсаторы термического расширения бетона (стальной лист δ 3÷5 мм) и опалубка по внешнему периметру кожуха. На внутреннюю поверхность кожуха, термошвы и опалубку укладывается термоизоляция-компенсатор из листового асбеста, после чего производится бетонирование модуля. Пространство между кожухом и трубами охлаждения заполняется жаростойким бетоном. Над трубами толщина слоя бетона составляет 150-200 мм который выполняет роль огнеупорной футеровки шахты печи.
После затвердевания бетона, водоохлаждаемый модуль грузится на железнодорожную платформу, где оборудуется монтажными приспособлениями для подъема и последующего опускания в печь.
На всех этапах изготовления модулей осуществляется тщательный контроль качества элементов, составляющих конструкцию модулей. Все 100% труб охлаждения подвергаются ультразвуковому контролю, испытываются водой под давлением 1,5 от рабочего (но не ниже 0,9 МПа) в течение 10 минут на предмет утечки воды или «запотевания» труб.
Монтаж крупноблочных охлаждаемых модулей на доменной печи.
При капитальном ремонте доменной печи модули монтируют, поэтапно удаляя части старого кожуха шахты с оставшимися чугунными холодильниками, устанавливая на их место ранее изготовленные модули. При этом, модули вводятся в печь через опорное кольцо колошника с использованием существующей на печи монтажной балки и специального крана. Масса монтируемых модулей составляет 40 ÷ 60 тонн.
После установки модулей по периметру шахты, выполняется сварка их вертикальных стыков. На стыках модулей устанавливают недостающие трубы охлаждения, после чего стыки модулей заполняются бетоном с помощью подвижной опалубки. Твердение бетона в зонах стыков модулей осуществляется естественным путем при атмосферных условиях.
В доменном цехе ММК им. Ильича в 1986 г. на ДП №4 были установлены крупногабаритные охлаждаемые модули. В течение последующих 7 лет, на капитальных ремонтах, охлаждаемые модули были установлены на всех доменных печах комбината. За 25 лет эксплуатации в доменных печах выплавлено более 100 млн. тонн чугуна.
Межремонтный период эксплуатации шахт Д.П. с охлаждаемыми модулями по сравнению с типовой конструкцией увеличился в 1,3 – 1,5 раза. Резервом повышения межремонтного периода эксплуатации шахт на комбинате является непременная подготовка воды для охлаждения и надежная бесперебойная подача воды в систему охлаждения доменных печей.
На ДМК им.Дзержинского (г.Днепродзержинск) шахта доменной печи №11, выполненная из охлаждаемых модулей (охлаждение водой из реки Днепр) находилась в эксплуатации 18 лет с 1988 года.
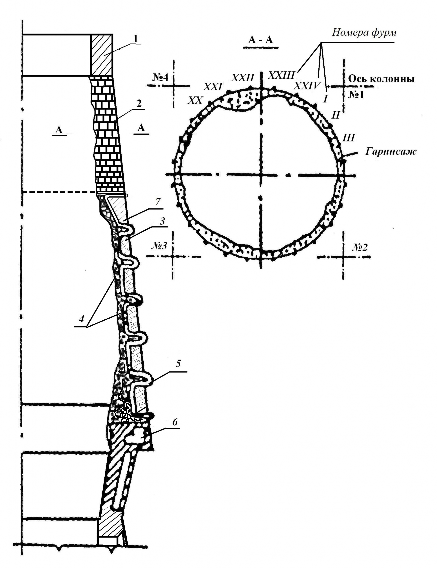
Рис. 3. Гарнисажное покрытие в охлаждаемой части шахты печи № 4 ММК им. Ильича после выдувки на капитальный ремонт II разряда:
1 - защитные плиты колошника; 2 - футеровка неохлаждаемой зоны; 3 - жаростойкий бетон;
4 - гарнисаж; 5 - трубы охлаждения; 6 - мараторный холодильник; 7 - опорные кронштейны.
I – XXIV – фурмы.
При изготовлении охлаждаемых модулей для доменных печей металлоемкость снижается на 85-90%, исключается расход огнеупорного кирпича на 250 - 400м3, который замещается 50...70 м3 огнеупорного бетона. На 25-40% уменьшается площадь отверстий в кожухе шахты, затраты на изготовление модулей составляют 15-20% по сравнению с типовой конструкцией. Уменьшается продолжительность капремонта 2-го разряда.
Во время эксплуатации на трубах охлаждения модулей образуется устойчивый слой гарнисажа толщиной до 150мм. который автоматически намораживается на поверхности труб охлаждения и величина его за весь период эксплуатации остается практически неизменной. Устойчивый слой гарнисажа надежно защищает как трубы охлаждения так и кожух печи и полностью заменяет огнеупорную футеровку [7][8].
Кожух шахты доменной печи изготавливается из стали 3Сп-5 вместо рекомендуемых низколегированных типа 09Г2С или 16Г2АФ, которые склонны к охрупчиванию под длительным воздействием повышенных температур. Кроме этого, в кожухе из низколегированных сталей в результате их склонности к науглероживанию образуется сетка поверхностных трещин, что увеличивает вероятность его разрушения.
В отличие от систем охлаждения традиционной конструкции, в т.ч. холодильников из меди, с применением водоохлаждаемых модулей, все операции по изготовлению элементов и сборке модулей осуществляются на площадке вне доменной печи до начала ремонта. Это гарантирует более высокое качество работ по разметке на кожухе отверстий под выводы труб охлаждения, изготовлению этих отверстий и сварке металлоконструкций, что обеспечивает высокую газоплотность кожуха.
Накопленный опыт эксплуатации доменных печей свидетельствует о высокой надежности и экономической эффективности использования шахт новой конструкции. Применение охлаждаемых модулей позволяет увеличить производительность доменной печи на 1,5-2,0%, снизить удельный расход кокса на 1,5-3,0%, сократить затраты на ремонт шахты доменной печи в 5-8 раз. Во время эксплуатации охлаждаемых модулей необходимо осуществлять контроль прогара труб охлаждения и оценки теплосъема по каждому модулю.
-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
1 Разработка, исследование и освоение новой конструкции шахты доменных печей осуществлялись при участии ВНИИМехчермета, ГПИ "Днепропроектстальконструкция", НМетАУ, трестов "Днепродомнаремонт" и "Донбассдомнаремонт", меткомбинатов им. Ильича, "Азовсталь", ДМК им.Дзержинского и др.
Литература :
1. Андоньев С.М. Охлаждение доменных печей. М.: Металлургия, 1972г. 368с
2. Плискановский С.Т., Царицын Е.А., Пефтиев И.М. Повышение технического уровня производства на комбинате им. Ильича / / Сталь. 1987г. № 2.
3. Пат. UA №214336 Украины от 25.04.97, МКИ4 F27D 1/08. Способ изготовления шахты доменной печи / Ю.П. Горлов, С.Т. ПлискановскиЙ, В.А. Чеченев и др. Опубл. 25.04.97, Бюл. № 22.
4. Плискановский С.Т., Чеченев В.А., Пефтиев И.М. Увеличение межремонтного периода эксплуатации шахт доменных печей / / Новые огнеупоры. 2003г. №22.
5. АС СССР № 1370413 от 01.10.1987г.
6. Чеченев В.А. Исследование термонапряженного состояния кожуха шахт доменных печей, изготовленных из крупногабаритных охлаждаемых модулей / / Металлургическая и горнорудная промышленность. 1998г. № 22.
7. Чеченев В.А., Рядно А.А. Математическое моделирование динамики образования гарнисажного слоя на крупногабаритных охлаждаемых модулях доменной печи // Теория и практика металлургии. 1998г. №23.
8. Ильченко К.Д., Розенгарт Ю.И. Исследование динамики плавления и образования гарнисажа // Металлургия и коксохимия. 1982г. № 276 с.92-97.