В.А. ЧЕЧЕНЕВ
БЕЗОБЖИГОВЫЕ ОГНЕУПОРЫ НА ВЫСОКОУГЛЕРОДИСТОМ
КОМПОЗИЦИОННОМ ВЯЖУЩЕМ
Г. ДНЕПРОПЕТРОВСК 2015г.
УДК 669.162.212
Ч-58 В,А, ЧЕЧЕНЕВ, д.т.н. Безобжиговые огнеупоры на высокоуглеродистом композиционном вяжущем.
Днепропетровск 2015г. На русском языке.
Изложена технология изготовления безобжиговых периклазовых шиберных плит для разливки стали, состав композиционного вяжущего, физико-механические свойства, акты промышленных испытаний. Описаны технологии изготовления желобной набивной массы для выпуска чугуна и шлака в доменном производстве; холоднонабивной углеродистой массы для для забивки термических зазоров в огнеупорной футеровке доменных печей; технология производства безобжиговых стопорных трубок для продувки стали в ковше инертными газами. Приведены результаты тепло-физических и физико- механических свойств разработанных безобжиговых огнеупоров.
Книга предназначена для инженеров и научных работников металлургических предприятий огнеупорной промышленности. Преподавателей вузов, студентам и аспирантам , специализирующихся на производстве огнеупоров.
Печатается по авторской редакции на правах рукописи.
Рецензенты: В.П. Иващенко, доктор технических наук, профессор
В.С. Терещенко, кандидат технических наук, доцент
ISBN 978-966-981-201-B
СОДЕРЖАНИЕ
От автора
РАЗДЕЛ 1
Производство бикерамических периклазоуглеродистых безобжиговых шиберных плит для разливки стали, на композиционном высокоуглеродистом вяжущем.
1.Литературный обзор.
2.Обоснование выбора сырьевых материалов и исследование физико-
механических свойств опытных образцов.
3.Изготовление опытной партии шиберных плит.
4.Технологическая инструкция на производство безобжиговых периклазоуглеродистых шиберных плит.
4.1Материалы.
4.2 Состав шихты и подготовка огнеупорной массы для рабочего
слоя плиты.
4.3 Состав шихты и подготовка огнеупорной массы для нерабочего слоя плиты.
4.4 Прессование изделий.
4.5 Термообработка.
4.6 Пропитка.
4.7 Вторая термообработка.
4.8 Шлифовка.
4.9 Упаковка, приемка, испытание и хранение.
5. Испытание опытно-промышленной партии шиберных плит на
металлургических предприятиях .
6. Акт петрографического исследования шиберной плиты после разливки.
7. Выводы и рекомендации по производству и применению шиберных плит.
8. Основные физико-химические показатели шиберных плит.
9. Акты промышленных испытаний.
РАЗДЕЛ 2.
Разработка технологии и исследование свойств холоднонабивной массы для желобов.
2.1 Введение. Литературный обзор.
2.2 Разработка состава желобной массы.
2.3 Теплофизические свойства.
2.4 Инструкция по набивке и акты промышленных испытаний.
РАЗДЕЛ 3.
Разработка состава холоднонабивной углеродистой массы для забивки тармических зазоров в футеровке доменных печей.
3.1 Анализ существующих технологий.
3.2 Разработка состава холоднонабивной углеродистой массы.
3.3 Выводы.
РАЗДЕЛ 4.
Изготовление безобжиговых муллитокорундовых стопорных трубок для продувки стали в ковше инертным газом.
4.1 Постановка задачи, разработка состава и технологии изготовления.
4.2 Режим термообработки.
4.3 Режим пропитки.
4.4 Вторая термообработка.
4.5 Выводы.
4.6 Акт промышленного испытания.
РАЗДЕЛ 5.
Список использованной литературы.
От автора.
В этой работе дается краткое описание процесса разработки состава и технологии изготовления периклазоуглеродистых безобжиговых шиберных плит, на высокоуглеродистом композиционном вяжущем, для разливки стали.
Целевым назначением работы являлось разработка нового высокоуглеродистого вяжущего, позволяющего изготавливать шиберные плиты без последующего обжига и соответствующие требованиям ТУ У 322-7-00190503-088-96 на производство обжиговых шиберных плит со вставкой из плавленого магнезита.(см. рис. 1)

Рис. 1 Обжиговая шиберная плита со вставкой из плавленого периклаза
Исследовательская работа по изготовлению опытно-промышленной партии, осуществлялась в 2000-2002годах концерном «Магнезит» (г .Днепропетровск), на производственных площадях ОАО "Никитовский доломитный завод" (Донецкая область, г. Горловка, пос. Никитовка), являвшегося собственностью концерна.
В процессе исследовательской работы было разработано высокоуглеродистое вяжущее на фенольной смоле новолачного типа, подобран наиболее оптимальный фракционный состав смеси, режим двухслойного прессования, пропитки и термообработки шиберных плит.
Технологический процесс и производство безобжиговых плит полностью осуществлялся в условиях ОАО «Никитовский доломитный завод» (г .Горловка, Донецкая область).
Проведение испытаний опытно-промышленных партий на предприятиях подтвердило высокую эффективность нового высокоуглеродистого вяжущего и всего технологического цикла изготовления шиберных плит.
Совместно с УкрНИИО им. А.С. Бережного (г. Харьков), в ходе работы были определены и официально подтверждены физико-механические показатели безобжиговых шиберных плит, которые превзошли требования ТУ У 322-7-00190503-088-96 для обжиговых.
Безобжиговые шиберные плиты, впервые на Украине, разработаны концерном «Магнезит» (Украина). Полученная продукция оказалась менее энергоемкой, более простой в изготовлении. Полностью отпала необходимость плавить магнезит для рабочей поверхности шибера, производить последующий обжиг всей плиты.
В период с 01.07.2002г. по 31.12.2002г. произведено около 140 тонн шиберных плит. Шиберные плиты, маркированные как ПУБП-90-1, изготавливались различных типоразмеров и использовались на металлургических предприятиях: ДМК им.Дзержинского (г. Днепродзержинск), ОАО "Нижнеднепровский трубный завод им. Карла Либкнехта», ДМЗ им. Петровского (г. Днепропетровск, Украина), ОАО «Криворожсталь» (Украина), ОАО "Тагмет" (г. Таганрог, Россия). По опытно-промышленным партиям были составлены акты испытаний и заключены договора на поставку.
На основе разработанного высокоуглеродистого композиционного вяжущего -Патент Украины № 58962А МПК7 С04В35/035 (1), был разработан ряд безобжиговых огнеупорных изделий на основе муллитокорундового заполнителя, холодно набивной углеродистой массы для желобов и ряд шамотноуглеродистых изделий.
В.А. Чеченев
E-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
РАЗДЕЛ 1
Производство бикерамических безобжиговых периклазоуглеродистых шиберных плит для разливки стали, на синтетическом высокоуглеродистом вяжущем.
1.Литературный обзор.
Для успешной службы плит в шиберных затворах необходимо, чтобы они обладали высокой механической прочностью при обычных и повышенных температурах, легко шлифоваться, устойчивостью к истиранию, термической стойкостью, низкой пористостью, высокой температурой начала размягчения (деформации) плиты под нагрузкой.
Из перечисленных условий, ранее производимые, обжиговые шиберные плиты на основе плавленного и спеченного периклаза, обладали лишь высокой термодинамической стойкостью к стали. Большая истираемость и пористость, небольшая термостойкость, ограничивали применение периклазового сырья для производства плит. В следствие этого, основным используемым сырьем, как в СНГ, так и за рубежом, стали: корунд, муллито-корунд и двуокись циркония. Разработанная новая технология опровергла эти убеждения. Безобжиговая шиберная плита марки ПУБП-90-1, разработанная и произведенная концерном «Магнезит» (Украина), обладает низкой пористостью и высокой прочностью, высокой кажущейся плотностью, термостойкостью, температурой начала деформации под нагрузкой. В сравнительная таблица 1.1. приведены основные показатели свойств некоторых производителей шиберных плит.
Таблица 1.1
Показатели свойств шиберных плит некоторых производителей
|
Показатели свойств |
Наименование производителя |
||||
|
Концерн «Магнезит» |
Комбинат "Магнезит" |
ООО «Харбисон-Волкер Рефректориз" |
"Санак" |
"Интерстоп" |
|
|
Содержание MgO, % |
94,0 |
95,0 |
93,0 |
98,1 |
94,0 |
|
Предел прочности при сжатии,МПа |
160,0 |
180,0 |
102,0 |
90,0 |
70,0 |
|
Пористость открытая, % |
5,5 |
8,4 |
13,7 |
16,0 |
18,0 |
|
Кажущаяся плотность, г/см3 |
3.05 |
2.97 |
3,12 |
- |
- |
|
Температура начала деформации, °С |
˃1750* |
- |
1705 |
- |
- |
*деформации после 1750 град. не наступило.
Ряд проведенных исследований по подбору наиболее стойких огнеупоров для шиберных затворов[8,15,36,39,43] удостоверяют то, что направление изготовления шиберных плит с использованием периклаза, как основного сырья, не является ошибочным. В работах [2,5.] испытывались шиберные затворы из бескислородных и окисных материалов (всего 11 наименований). При сопоставительных испытаниях было установлено, что наиболее износостойкими в условиях службы на металлургических предприятиях оказались периклазовые плиты. В работах [10,11.] по подбору огнеупоров для различных типов сталей было установлено, что для разливки спокойных сталей наиболее подходящим материалом для шиберных плит является двуокись циркония и шпинель, а для кипящих сталей – электроплавленный периклаз. В работах УкрНИИО, выполненых лабораторией для разливки стали, шиберными плитами при сопоставительных испытаниях на MHJI3 муллитовых, муллито-корундовых, корундовых, шпинельных и периклазовых огнеупоров, также была показана лучшая устойчивость периклазовых плит к воздействию жидкой стали [44]. В работах [21,22.] были проведены сопоставительные исследования шиберных плит из электроплавленных шпинели и периклаза. Результаты также подтвердили высокую износоустойчивость периклазовых плит, превосходящую шпинельные.
К факторам, определяющим высокую стойкость основных огнеупоров, относятся: чистота и стабильность по минеральному и зерновому составам сырья, регулирования зернового состава массы с применением тонких фракций и эффективных пластификаторов для обеспечения большей плотности сырца при прессовании, что предопределяет малую пористость готовых изделий и их прочность и металлоустойчивость, регулирование минерального состава огнеупора для увеличения термостойкости и высокотемпературной прочности [13,30].
Для получения плотного сырца и готовых изделий в Германии запатентован способ производства периклазовых изделий с добавкой 2,5-4% алкидной смолы, модифицированной жирными кислотами [21,22].
В США для улучшения формовочных свойств массы рекомендуется в сульфидно-спиртовую барду, применяемую в качестве пластификатора, добавлять соли цинка, что способствует сохранению высоких формовочных свойств массы длительное время [39].
Для повышения высокотемпературной прочности магнезиальных огнеупоров фирма "Кайзер Алюминиум энд Кемикел Корпорейшн" описала способ получения с введением в массу заданного количества добавок таким образом, что отношене CaO:Si02 было больше или равно 2, с целью получения в изделиях дикальциевой связки. При этом после обжига при 1650°С в течение 6 часов предел прочности при сжатии повышается с 43,6 МПа до 121 МПа. Предел прочности при сжатии аналогичных изделий фирмы "Дженерал Рефректориз" повышается с 13,6 МПа до 23,2 МПа.
В Англии для производства шиберных затворов запатентован состав из плавленного или спеченного периклаза, содержащего примеси оксидов кальция и кремния в соотношении 2:1 [11]. В магнезитовые огнеупоры рекомендуется добавлять кальцит, мел, доломит, гидроокись кальция или смесь этих веществ до получения соотношения СаО к Si02 равным или более 2.
Для повышения металло- и шлакоустойчивости по [22] дополнительно вводится до 10% Сг203.
В Украине и странах ближнего зарубежья для повышения устойчивости периклазовых огнеупоров также запатентован способ введения в огнеупор 5- 15% Сг203 [4], нитевидных кристаллов муллита [13], нитрида бора и
металлического магния. , нитевидных кристалов двуокиси циркония , фтористого магния и окиси скандия [44].
В Японии запатентованы способы получение магнезиальных огнеупоров с введением в массу для их прессования хроматов кальция [3,26.].
С целью снижения пористости в шиберных плитах и повышения их металлоустойчивости, рекомендуется пропитывать рабочую часть каменно- угольной смолой с последующим ее коксованием [9]. По [17] для образования углерода из пека или дегтя в него перед пропитыванием огнеупоров вводится окислитель в виде (NH4)2S208. Для этой же цели огнеупоры пропитываются раствором черного сахара с последующей термообработкой при 250°С [3]. В бывшем СССР запатентован способ пропитки магнезиальных огнеупоров бихроматом натрия [4,17].
Работами, проведенными на комбинате "Магнезит"(Россия) [2,7], с целью установления оптимального типа углеродсодержащего пропитывающего материала, установлено, что из трех исследованных материалов - бакелита, препарированной каменноугольной смолы и каменноугольного пека - наилучший результат дает последний материал при термообработке по специальному режиму при температуре 1200°С. При этом износ плит в 1,5-2 раза меньше, чем в случае пропитки бакелитовым лаком.
В США разработан способ пропитки основных огнеупоров углеродом методом осаждения пиролитического углерода из газовой фазы при пропускании смеси пропилена и гелия в соотношении 1:1 над огнеупорами, нагретыми до температуры 750°С. При этом пористость изделий снижается с 14,5 до 1,6% за 20часов при скорости пропускания газа 22,6 л/час [17,39.].
В мировой практике для производства шиберных плит [36,40,6,4.] в основном используется периклаз, спеченный или плавленый, а в качестве вяжущего используются фенольные смолы, крахмалы с обязательной добавкой углеродсодержащего компонента и антиоксиданта
В производстве периклазовых изделий также хорошо используются связки на основе лигносульфонатов [18]. Лигносульфонаты обладают высокими поверхностно- активными характеристиками, хорошей вяжущей способностью, однако имеют низкий коксовый остаток и содержат аммиак, который вытесняется при взаимодействии с оксидом магния, что нежелательно в отношении экологии [19]. Однако в США, продолжают разработку этих связок с улучшенными свойствами на их основе (пат. США 3923532).
В последние годы за рубежом, в основном, нашли применение синтетические смолы, фурановые и фенольные, которые представляют собой лишь часть значительной группы термореактивных синтетических смол[20]/
Фурановые смолы производятся на базе растительного сырья, в то время как основу фенольных составляют продукты переработки нефти и каменного угля. Поэтому фурановые смолы широкого распространения в массовом производстве огнеупоров не получили [21].
Зарубежные производители разрабатывают связки на основе смол содержащих минимальное количество фенола или вообще не содержащие фенол.
Немецкая фирма « Zimmer @ Schwartz GmbH» разработало вяжущее на базе натуральной смолы с добавками углеводородов парафинового и полиэтиленового ряда, жирных кислот и неорганического вяжущего[пат .ФРГ 374217 ].
В Японии разработано органическое вяжущее, представляющее собой аморфный пластичный полимер нового типа с кремнийуглеродной связью, обладающий улучшенной термостойкостью. Полимер имеет сетчатую структуру, температуру размягчения выше 300 0С, растворим в ксилоле, гексане и ряде других органических растворителей, Вяжущее хорошо себя зарекомендовало при производстве периклазовых огнеупоров[23 ].
Известны новые экологически безопасные вяжущие с высоким коксовым остатком, к числу которых можно отнести термореактивную смолу с растворителем – циклогексаном или ацетофеноном, фенольную смолу, модифицированную циклическим соединением алкилового эфира или алкилбензолом с растворителем на основе кетонового эфира, смесь фенольной смолы резольного типа с диэтилфталатом или фурфуролом [заявки Японии 62-110, 63-59304, 62-22943,3-7259 ].
Английские разработчики предлагают способ изготовления углеродсодержащих огнеупоров , для которых в качестве вяжущего используется смесь полимеров, образованных гомополяризацией , резорцинола с изомерами дигидроксидифинелила и тригидроксидифинелила. Вяжущее представляет собой термопластичную смесь с температурой размягчения около 800С и затвердевающую при 3000С. Этот полимер экологически безопасен и используется для производства огнеупоров на основе доломита, корунда, периклаза и карбида кремния. Испытания огнеупоров показало их хорошие эксплуатационные свойства [заявка Великобритании 2096985А ].
Новые технологии применения полимерных смол определяют современный уровень технического прогресса в производстве огнеупоров. Создание новых безобжиговых огнеупоров на огнеупорных полимерных композиционных вяжущих
позволит повысить их качество, улучшить экологическую обстановку при производстве огнеупоров.
2. Обоснование выбора сырьевых материалов и исследование физико-механических свойств опытных образцов в условиях ЦЗЛ ОАО "НДЗ".
Для получения периклазовых плит высокого качества, необходимо применять порошки спеченного и плавленого периклаза с высоким содержанием MgO и стабильным фракционным составом, производить регулирование минерального состава с целью получения заданного состава вяжущего, фазового состава, плотности. Важно, чтобы состав материала плит способствовал повышению теплопроводности и термостойкости, чтобы плиты не образовывали трещин от термоударов при разливке стали.
Данная работа с самого начала предполагала тщательное рассмотрение всех аспектов в подготовке к производству безобжиговых шиберных плит.
Один из основных аспектов — это правильный выбор сырьевых компонентов для получения положительного результата.
Для изготовления опытных образцов, а затем и опытно-промышленной партии шиберных плит, брался спеченный магнезит турецкого месторождения класса В2 со следующим химическим содержанием элементов и физико-механическими показателями, которые приведены в сравнительной таблице 2.1
Таблица 2.1.
|
Фирма |
Марка |
Массовая доля, % |
Кажущаяся плотность, г/см3 |
||||
|
MgO |
CaO |
SiО2 |
Fe2О3 |
А12 О3 |
|||
|
Kumas Konya Kron (турецкий) |
KM-sp |
96,0 |
2,0 |
1,25 |
0,40 |
0,10 |
3,40 |
|
Magnesit |
MAS 95 |
95,5 |
3,0 |
2,00 |
0,40 |
0,10 |
3,36 |
|
Magnochrom |
MK1 |
95,5 |
2,0 |
1,70 |
0,60 |
0,20 |
3,35 |
|
Grecian magnesite |
A |
95,5 |
1,60 |
2,50 |
0,08 |
0,12 |
3,33 |
|
National Magnesia |
KF-95 |
96,2 |
0,90 |
2,20 |
0,35 |
0,15 |
3,26 |
Одним из недостатков оксидных огнеупоров являются их низкая теплопроводность и высокий термический коэффициент линейного расширения (т.к.л.р.), что обуславливает невысокие стойкость к термическим ударам и коррозионную стойкость. Ранее, основным направлением совершенствования технологии получения оксидных огнеупоров, было повышение степени чистоты сырья, увеличение давления прессования и температуры обжига. Это позволяло повысить коррозионную стойкость, но при этом снижается термостойкость, так как возрастает модуль упругости и термический коэффициент линейного расширения, Поэтому для повышения свойств в оксидные огнеупоры начали вводить углерод, что снижает т.к.л.р. и повышает теплопроводность, а следовательно и стойкость к термическим ударам. Однако огнеупор, содержащий углерод, имеет один существенный недостаток, связанный с выгоранием углерода [28,35,43 ] .
Углерод предотвращает проникновение шлака в огнеупоры, что связывают с низкой его смачиваемостью шлаком и способностью восстанавливать оксиды железа в шлаке, повышая при этом вязкость и температуру плавления шлака. Оксиды железа в шлаке восстанавливаются углеродом до металла, что приводит к росту эвтектической температуры шлака на поверхности огнеупора с 1333 до 1600°С и, тем самым, защищается горячая поверхность огнеупора от преждевременного разрушения вследствие формирования вязкого шлакового покрытия. Углерод повышает теплопроводность материала плит ,а следовательно и термостойкость. Установлено, что угол смачивания шлаком оксида магния увеличивается при частичном восстановлении углеродом Fe2O3 до FeO [43 ].
Газообразные продукты окисления углерода (СО и СО2) заполняют поры и создают противодавление, препятствуя проникновению шлака. В периклазоуглеродистых огнеупорах восстановление оксида магния дополнительно увеличивает давление газа в порах изделия.
С ростом содержания графита повышается шлакоустойчивость огнеупоров . вместе с тем установлено образование на границе между слоем шлака и неизменными участками периклазоуглеродистого огнеупора плотного слоя вторичного периклаза, который является продуктом окисления восстановленного металлического магния за счет реакции взаимодействия углерода с оксидом магния. Указанный слой предотвращает прямой контакт шлака с огнеупорами в частности с углеродом, являясь эффективным средством повышения шлакоустойчивости периклазоуглеродистых огнеупоров. [28,43 ] .
В качестве углеродсодержащих компонентов, для исследования брались: графит марки ГЭО-94, применяемый в производстве периклазоуглеродистых огнеупоров, кокс пековый и пек каменноугольный. Основные характеристики использованных компонентов приведены в таблицах 2.2., 2.3., 2.4. [12,14]
Характеристики графита ГЭО-94 ,графит элементный очищенный
Таблица2.2
|
Зольность, % не более |
Содержание углерода, % не менее |
Массовая доля влаги, %, не более |
Выход летучих веществ, в т.ч. от флотореагентов, %, не более |
Остаток на сите с сеткой |
|
|
№016, %, не более |
№0,063, %, не более |
||||
|
5,0 |
94,0 |
1,0 |
1,0 |
40,0 |
25,0 |
Характеристики кокса пекового ГОСТ 2669-81
Таблица 2.3.
|
Зольность
% не более |
Содержание
углерода
% не менее |
Массовая доля
влаги
% не более |
Выход летучих
веществ
% не более |
Содержание элементов
|
||
|
H |
O |
S |
||||
|
|
|
|
||||
|
0,5 |
96,5 |
1,0 |
0,8 |
0,5 |
1,2 |
0,7 |
Характеристики пека каменноугольного ГОСТ 10200-83
Таблица 2.4.
|
Зольность
% не более |
Содержание
углерода
% не менее |
Массовая доля
влаги
% не более |
Выход летучих
веществ
% не более |
Содержание элементов
|
||
|
H |
O |
S |
||||
|
|
|
|
||||
|
0,3 |
92 |
1,0 |
53-63 |
4,7 |
1,0 |
0,85 |
Используя, приведенные выше, углеродсодержащие компоненты были изготовлены и испытаны образцы опытного состава. Полученные физико-механические показатели приведены в таблице 2.5
Таблица 2.5.
Физико-механические показатели образцов изготовленных с различными углеродсодержащими компонентами.
|
Наименование показателей |
Графит |
Кокс пековый |
Пек каменоугольный |
|
Предел прочности при сжатии, МПа |
58,4 |
97,3 |
51,8 |
|
Открытая пористость, % |
8,2 |
5,6 |
12,6 |
|
Кажущаяся плотность сырца, г/см |
2,80 |
2,86 |
2,63 |
В таблице 2,5 приведены среднестатистические показатели испытаний. Было изготовлено по двадцать пять образцов с каждым видом углеродсодержащего компонента (графит, кокс пековый, пек каменноугольный). Лучшие результаты полученные с применением кокса пекового можно объяснить физико-химической инертностью молекул графита и высоким энергетическим потенциалом молекул кокса пекового, который способствует образованию прочных связей. Большое количество летучих веществ у пека каменноугольного, снижает показатели прочности и повышает пористость изделия.
Поэтому нами, в дальнейшем, для производства периклазоуглеродистых плит использовался, в качестве углеродсодержащего компонента, кокс пековый донецких производителей с характеристиками указанными в таблице 2.3. .
Как мы отмечали ранее, основные преимущества периклазоуглеродистых огнеупоров перед традиционными- это сочетание высоких термостойкости, огнеупорности и устойчивости к коррозии металлургическим шлакам, стойкости к эрозии жидким металлом, что обеспечивается за счет содержания в них бескислородного компонента- углерода. Углерод обладает высокой теплопроводностью, низким термическим коэффициентом линейного расширения и не смачивается металлическим расплавом. [12,16]
Однако при высоком окислительном потенциале среды, при температуре выше 6000С, происходит интенсивное окисление углерода, что оказывает решающее влияние на износ периклазоуглеродистых огнеупоров в службе и является основным их недостатком[28,35,43].
. Для защиты углерода от окисления в состав огнеупора вводят антиоксидант в виде дисперсного порошка металлических и других добавок, окисляющихся легче, чем углерод. Экспериментально установлено, что количество антиоксиданта не превышает 5% [43,37,25 ].
Несмотря на ограниченную долю в шихте, антиоксидантные добавки оказывают существенное положительное влияние на различные свойства: окислительные, термомеханические, коррозионные и т.д. В качестве антиоксидантов используют металлы, карбиды, бориды, силициды. В опытах использовались металлический порошок алюминия ПА-4, ГОСТ 6058-73, карбид бора В4С, диоксид циркония Zr02. На практике лучше всего зарекомендовал себя алюминиевый порошок. Исследования с опытным составом показали следующие результаты, таблица 2.6.
В таблице приведены среднестатистические результаты ,полученные при испытании по двадцать образцов с каждым видом антиоксиданта.
Таблица 2.6.
|
Наименование показателей |
А1 |
В4С |
Zr02 |
|
Предел прочности при сжатии, МПа |
86,5 |
49,18 |
70,3 |
|
Открытая пористость, % |
6,0 |
6,89 |
14,4 |
|
Кажущаяся плотность сырца, t/cmj |
2,88 |
2,78 |
2,65 |
В работах [24,25,26,27,28,29. ], по результатам большого количества исследований установлено что в интервале температур 700-1600)0С, кроме Al2O3 отмечается образование новых фаз, таких как карбид алюминия AL4C3 и шпинель MgO.AL2O3 . Прочность периклазоуглеродистых огнеупоров с появлением в их структуре карбида алюминия может увеличиться, так как модуль упругости AL4C3 по аналогии с другими металлическими карбидами составляет 230-250 Г Па [ 25 ]
Отмечено более чем двукратное повышение высокотемпературного предела прочности при изгибе периклазоуглеродистых огнеупоров, что достигается за счет образования при высоких температурах AL2O3 и AL4О3 ( в качестве промежуточной фазы) и AL4O4C, AL2OC, согласно известным реакциям взаимодействия металлического AL с CO,а также связано с уменьшением открытой пористости обезуглероженного слоя в результате размещения упомянутых продуктов реакций в порах с дальнейшим образованием в изделиях алюмомагнезиальной шпинели [ 3,26,27,29 ].
Исследованиями [35 ] установлено, что в температурном интервале эксплуатации(1200-16000С) периклазоуглеродистых огнеупоров , стабильными соединениями являются составные фазы огнеупора MgO, C и образующиеся: MgAL2O4, AL4O4 C, AL2 OC, AL3 O4 , AL2 O3, которые существенно снижают газификацию углерода , то есть защищают углеродистую составляющую от окисления.
С целью оценки технической эффективности применения антиокислительной добавки в производстве периклазоуглеродистых огнеупоров, для футеровки конвертеров на комбинате “Магнезит”-Россия, для ОАО”ММК” была выпущена партия периклазоуглеродистых изделий с добавлением в шихту легкоокисляющегося металла- предварительно пассивированного алюминия. В качестве заполнителя использовался плавленый периклаз фракции 3-1,1-0мм, в качестве углеродсодержащего компонента-чешуйчатый графит, в качестве вяжущего фенольная смола [ 33 ].
В результате проведенных испытаний зафиксировано существенное влияние алюминия, как антиоксиданта, на свойства периклазоуглеродистых огнеупоров. Потеря массы при окислительном обжиге снизилась на 2,47%, а в шлаковом поясе на 6,58%. Добавка металлического алюминия обеспечила также более чем двукратное повышение высокотемпературного предела прочности при изгибе (4,63 против 2,28Мпа- до введения алюминия). Авторы, достигнутый эффект, связывают со снижением газопроницаемости вследствие образования при высоких температурах AL2O3 и AL4O3 (в качестве промежуточной фазы) и образованием затем AL4O4C и AL2O2C согласно известным реакциям взаимодействия металлического алюминия AL с CO, а также с уменьшением открытой пористости обезуглероженного слоя в результате размещения вышеупомянутых продуктов реакций в порах с дальнейшим образованием в изделиях алюмо-магнезиальной шпинели [ 2,3,4,5,6 ].
В дополнение к изложенному следует обратить внимание на исследования, проведенные при создании композитных керамико-металлических материалов для изготовления шиберных плит с улучшенными механическими свойствами .
Установлено, что при плавлении алюминия происходит его реакция с углеродом связки и кислородом с образованием прочных связей, обеспечивающих повышенную стойкость к окислению. Образуемая этими тремя компонентами трехмерная керметная матрица, обеспечивает повышение прочности , стойкости к истиранию и окислению [38 ].
На основании изложенных исследований, а также проведенных пробных экспериментов, результаты которых изложены в табл.3.6 нами был принят в качестве металла антиоксиданта алюминий (AL) Запорожского алюминиевого завода г. Запорожье. Алюминий порошкообразный, марка ПА4 в соответствии с ГОСТ 6058-73, содержание AL-98% , остаток на сите 016 не более 15%.[14,16]
В мировой практике производства огнеупоров большое внимание уделяется поиску и разработке новых высокотехнологичных и экологически безопасных вяжущих.[45,34] Наибольшее предпочтение отдается вяжущим на основе углерода. Углерод обладает высокой огнеупорностью, а его соединения-карбиды, образуемые c материалом огнеупора и компонентами вяжущего, при температурах выше 10000С , прочны и также высокоогнеупорны.[2,3,32,35]
Природа высокоуглеродистого вяжущего является важным фактором, влияющим на качество огнеупорных изделий. Вяжущее в процессе отвердевания и обжига подвергается глубоким физико-химическим изменениям и остается в составе огнеупора в преобразованном (закоксованном ) виде. При обжиге( нагреве) удаляется примерно половина вяжущего и огнеупор содержит примерно 15-20% вяжущего в закоксованном виде.[46] Наиболее ценными считаются органические вяжущие с высоким коксовым остатком [46,8], так как углерод ,как отмечалось ранее [43],способствует проникновению шлака и повышению термостойкости изделий [9,2,43]. Как видно из таблицы ( табл.2.7),не все вяжущие имеют высокий коксовый остаток и эффективны в технологическом отношении.
Коксовые остатки некоторых вяжущих
Таблица 2.7
|
Вяжущее |
Коксовый Остаток, % |
Литературный источник |
|
Полисилоксановая смола |
54,5 |
[10] |
|
Фенолформальдегидные смолы |
40-60 |
[11] |
|
Каменноугольный пек |
45-50 |
[11] |
|
Фурфуроловая смола |
45-50 |
[11] |
|
Полиакрилонитрил |
44,3 |
[12] |
|
Фенолбензальдегидная смола |
37,3 |
[12] |
|
Битум |
15-50 |
[11] |
|
Кумароновая смола |
10-30 |
[11] |
|
Карбоксиметилцеллюлоза |
15 |
[13] |
|
Ацетилцеллюлоза (LL-1) |
11,7 |
[12] |
|
Раствор лигносульфоната (50%-ный) |
10 |
[11] |
|
Меламиновая смола |
10 |
[11] |
|
Мочевиноформальдегидная смола (Сиакор 151) |
8,2 |
[12] |
|
Полиакриламид |
5,6 |
[12] |
|
Поливинилацетат |
4,7 |
[12] |
|
Этилцеллюлоза (N-300) |
4,5 |
[12] |
|
Полистирен |
3 |
[11] |
|
Эпоксидная смола (Эпон 1009) |
2,6 |
[12] |
|
Поливинилбутираль ( Бакелит XYAL) |
1,6 |
[12] |
Основными требованиями, предъявляемые к вяжущим для производства углеродсодержащих огнеупоров, являются :
-экологическая безопасность;
-высокое содержание углерода в вяжущем и большой коксовый
остаток (не менее 40%):
-стабильность при хранении;
-хорошие реологические характеристики и адгезия к частицам минерала наполнителей, обеспечивающие высокую степень однородности при
смешивании масс и хорошее формование;
-доступность и невысокая цена.
Важным показателем углеродсодержащих изделий служит их прочность при температурах 1000-15000 С
Специалисты компании ‘’Refratechnik’’приводят данные ( см. рисунок 2.1) о преимуществе материалов на полимерных связках.[8]
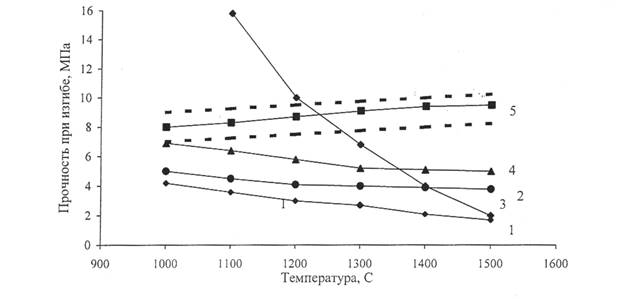
Рис.2.1. Изменение прочности при изгибе магнезиально-углеродистых материалов в зависимости от температуры
1-вяжущее из каменноугольной смолы: 2-вяжущее из полимерной термореактивной смолы; 3- пропитка каменноугольной смолой; 4- вяжущее и пропитка из каменноугольной смолы; 5- модифицированная полимерная связка .
В мировой практике преимущественно применяются синтетические смолы-фурановые и фенольные, которые представляют лишь часть группы термореактивных смол [20].
Общим для фенолформальдегидных и фурановых смол является высокая степень полимеризации, трехмерная структура углеродистого каркаса, обеспечивающая термостойкость, большой коксовый остаток, возможность их использования как в твёрдом, так и в жидком состоянии, хорошая смачиваемость с компонентами огнеупора и, отсюда, хорошая формуемость смеси.[40,34]
В зависимости от условий реакции фенола с формальдегидом получают разновидности фенолформальдегидных смол – новолачные и резольные.
Новолачные смолы-вещества плавкие и растворимые в органических растворителях. Поставляются кусками или гранулами. Наиболее применяемые растворители для фенольных смол новолачного типа – одно-и многовалентные спирты, сложные эфиры. При использовании в качестве вяжущего фенольного раствора в конце процесса смешивания добавляют химический отвердитель, например уротропин или параформальдегид. Добавление этих веществ приводит к образованию поперечных связей и отвердеванию начиная с температуры 110-1200С. Смеси фенольных новолачных смол и уротропина, который присутствует в количестве 5-15%, поставляются в готовом виде. Скорость отвердевания смолы зависит от содержания в ней уротропина[16,20].
Широкое использование фенолформальдегидных смол (ФФС) как вяжущих, в производстве огнеупоров обусловлено следующим:
- адгезия как к оксидным, так и безкислородным наполнителям и хорошая реология смеси на основе ФФС;
-затвердевание сырца при сравнительно низких температурах в течение короткого времени;
-термореактивность ФФС –смола в огнеупорной шихте отвердевает при наличии химического отвердителя при температуре 110-1200С;
-достаточная прочность изделий на фенолформальдегидной смоле;
-термостойкость огнеупорных изделий, изготовленных на ФФС, которой способствует пространственная структура полимера, образующегося после отвердевания смолы путем поликонденсации;
-прочный углеродистый каркас ФФС после термообработки с высоким остаточным содержанием углерода(см. табл.3.7), что определяет важнейшие эксплуатационные свойства огнеупора- металло- и шлакоустойчивость;
-изделия на фенолформальдегидном вяжущем не проходят через ярко выраженную пластичную фазу, поэтому они хорошо сохраняют форму.
Преимуществом фенольных и фурановых смол является также повышение прочности огнеупорных изделий в процессе коксования смолы благодаря их сетчатой структуре [20,5]. В этом отличие ФФС от других углеродистых вяжущих, например пека [17]. Они имеют относительно высокий коксовый остаток, что подтверждено исследованиями [10,12] см. таблицу 3.7
Наиболее опасным компонентом фенолформальдегидного вяжущего является фенол. Поэтому из целей экологической безопасности в огнеупорном производстве используют смолы новолачного типа, как менее токсичные.
При использовании в качестве вяжущего новолачных смол их предварительно растворяют, причем концентрация смолы в растворе должна составлять от 40 до 80 %. В качестве растворителя применяют этиленгликоль, фурфуроловый спирт или глицерин.
Нами в исследованиях был апробирован в качестве растворителя, рекомендуемый и показавший себя положительно, растворитель- этилцеллозольв, поставляемый в промышленность в соответствии с ГОСТ 8313-88 в котором массовая доля этилцеллозольва составляет не менее 99%,массовая доля воды не более 0,1%.
Этилцеллозольв был выбран нами и в качестве затворителя смеси, с целью исключения тем-самым применение воды. Этилцеллозольв является незамерзающей жидкостью, что важно для приготовления смеси и её формования при отрицательных зимних температурах. Этим мы добивались введение в состав шихты единого однородного компонента, который бы являлсяся растворителем для фенолформальдегидной смолы и затворителем шихты, сцелью придания ей хорошей формуемости при прессовании. Количество вводимого этилцеллозольва определялось експериментальным путем .
.
С целью выбора фенолформальдегидной смолы, в наших исследованиях использовались:
- новолачные смолы марок СФП-011Л и СФП-012А, поставляемые согласно технических условий ТУ-605-751768-35-94(Россия), в состав которых входит отвердитель – уротропин в количестве 6-9%,
- смола резольного типа СФ-342А. поставляемая согласно ГОСТ-18694-80. (Россия),с уротропином 6-9%.
С применением указанных трех марок смол, были изготовлены по пятьдесят образцов с каждой маркой смолы и проведены испытания на равных условиях, с целью определения лучших физико-механических показателей в зависимости от применяемой фенолформальдегидной смолы. Среднестатистические показатели испытаний приведены в таблице 2.8:
Таблица 2.8.
Физико-механические показатели опытных образцов полученных с
использованием различных связующих материалов
|
Наименование показателей |
СФП-011Л |
СФП-012А |
СФ-342А |
|
Предел прочности при сжатии, МПа |
65,9 |
97,3 |
54,4 |
|
Открытая пористость, % |
6,6 |
5,6 |
11,3 |
|
Кажущаяся плотность сырца, г/см |
2,83 |
2,85 |
2,76 |
По результатам испытаний, была окончательно выбрана смола СФП-012А производства (Россия) поставляемой в промышленность согласно ТУ-605-751768-35-94. Фракция-остаток на сите с сеткой 01К не более 2%.Содержание уротропина в смоле 8-9%.Смола применяется в производстве абразивного материала, обеспечивает изделиям стойкость к тепловым ударам, а также высокую прочность.
Подбор компонентов и испытания их на практике, проводилась в условиях ЦЗЛ ОАО "Никитовский доломитный завод". Для испытаний,отбирались сырьевые материалы с наилучшими показателями.
Порошки спеченного периклаза содержанием MgO- 96% измельчались и рассеивались на фракции 2,0-0,5; 1,0-0; 0,5-0мм и менее 0,063мм. Пековый кокс, измельченный в производственных условиях, имел размер зерна менее 0,5мм. В качестве антиоксиданта применялся алюминиевый порошок ПА4 ,который закупался с фракцией 0,6-0. В качестве связки использовалась фенольная смола СФП- 012А (производство Россия) с уротропином. В качестве растворителя и затворителя смеси применялся этилцеллозольв. Как выяснилось в дальнейшем, для углеродсодержащего компонента важно, чтобы в его составе не было смол, а его частицы имели высокий коэффициент трения между собой. Частицы должны быть с максимально плотным зерном, и максимально развитой поверхностью. Эти факторы, как выяснилось при отработке состава, существенно влияют на показатели прочности изделия. Наряду с пековым коксом, хорошие результаты получались при использовании графита электродного марки ГЭ Мариупольского графитового завода.
При подготовке компонентов шихты было введено, в обязательном порядке , приготовление смеси совместного помола. В смесь совместного помола входили следующие компоненты: магнезитовый порошок, пековый кокс, алюминиевый порошок .Совместный помол производился в вибромельнице. Совместный помол позволяет дополнительно произвести доизмельчение зерен до размера менее 0,063 и обеспечивает качественное смешивание компонентов. Совместный помол разрушает кристаллические решетки компонентов, что позволяет активировать частицы (молекулы) смеси, повысить их энергетический потенциал как вяжущего.
Смолу, имеющую в своем составе уротропин, вводить в смесь совместного помола нельзя, так-как нагреваясь при помоле, она полимеризуется, что ведет соответственно к затвердеванию всей смеси , находящейся в вибромельнице.
Смесь совместного помола со смолой СФП-012А составляют композиционное вяжущее.
Состав и процентное соотношение компонентов шихты приведены в таблице 2.9
Таблица 2.9.
Состав и процентное содержание компонентов шихты.
|
Наименование компонентов |
Содержание в шихте, % |
|
Магнезитовые порошки фракций: |
|
|
2-0,5мм. |
32 |
|
1-0мм. |
12 |
|
0,5-0мм. |
30 |
|
Смесь совместного помола (26%); |
|
|
MgO (>96%) фр.<0,063мм |
20 |
|
Антиоксидант фр.0,6мм- алюминий |
2 |
|
Пековый кокс фр. 0,5мм. |
4 |
|
Сверх 100% в шихту вводится : |
|
|
Смола СФП-012А |
5 |
|
Растворитель-этилцеллозольв |
1,5-2,5 |
Смешивание сырьевых материалов производится в следующей последовательности:
• Магнезитовые порошки, мм 2-1-0,5-0
• Композиционное вяжущее - 2/3-смолы СФП-012А
Смесь совместного помола:
-Периклаз, мм <0,063
-Углерод, мм <0,063
-Алюминий металлический ПА4, мм <0,063
* -Смола СФП-012А-1/3-остальное
Смешивание производится в течении 5-7 минут, до получения однородной смеси. После смешивания в шихту добавляется затворитель и одновременно растворитель - этилцеллозольв , в количестве необходимом для получения массы требуемой консистенции, пригодной для прессования. Прессование осуществлялось на лабораторном гидравлическом прессе (давление прессования Р = 265 кН/см2).
Спрессованные образцы, в виде кубиков 50x50x50 мм и весом 380г, подвергались термообработке при Т=175°С в течении 7 часов (2 часа-подъем температуры , 3 часа – выдержка, два часа остывание).
Определения предела прочности на сжатие термообработанных образцов осуществляли на гидравлическом прессе, согласно методики в соответствие с ГОСТ 4071-80,.через сутки после термообработки.
Для определения кажущейся плотности, пористости, термообработанные образцы взвешивались на аналитических весах, после вакууммирования, насыщались водой и снова взвешивались, согласно методике установленной ГОСТ 2409-80. Кажущаяся плотность, пористость определялись по формуле:

3. Изготовление опытной партии шиберных плит.
Изготовление опытно-промышленной партии , велось в условиях цеха производства шиберных плит ОАО "Никитовский доломитовый завод". Для изготовления шиберных плит использовался обожженный магнезит с содержанием MgO-96% турецкого месторождения, содержанием SiO2 не более 1.5%. Подготовка порошков обожженного магнезита включала предварительную сушку, дробление и рассев необходимых фракций производилось в дробильно-помольном отделении участка. Подробно весь технологический процесс изготовления расписан в технологической инструкции. В некоторых случаях, технология производства корректировалась или изменялась. Изменения в технологии были вызваны стремлением улучшить свойства плит применительно к условиям их службы. Важным изменением в технологии производства было разработка и внедрение двухслойного прессования плит, где нижний-каркасный слой выполнялся из менее стойкого материала, например из хромомагнезитовых материалов, а рабочий слой, из высоко огнеупорного материала, который переходил в сливное отверстие (Рис.3.1:3.2:7.1). Технология прессования исключала последующее сверление отверстия в плите.
Шиберные плиты марки ПУБП-90-1 изготавливались различных типоразмеров по временным технологическим инструкциям: ТУ-У14-304-9-2001 и ТИ М-304-55-2002, согласованными с заводами потребителями.
Согласно первоначальной технологии, для пропитки плит применялся резольный бакелитовый лак, однако, впоследствии он был заменен нами на жидкий раствор новолачной смолы СФП-012А в растворителе-этилцеллозольве. Вязкость смеси составляла в пределах 150-180 мПа/с, как и с бакелитовым лаком. Эта замена позволила улучшить свойства изделия, благодаря получению однородного состава вяжущего и пропитывающего раствора, снизить пористость изделия до 3-5% , снизить выделение фенола.
Пропитка изделий раствором фенолформальдегидной смолы СФП-012А в этилцеллозольве , благодаря глубокому вакууммированию, достигала 100% по сечению изделия, вместо 5-7 мм по технологии, раннее применявшейся для обжиговых плит, при пропитке их бакелитовым лаком.
.
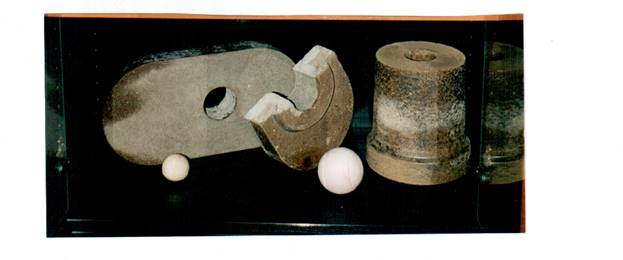
Рис.3.1 Шиберная плита ПУБ-90-1. Внешний вид и вид по разрезу через отверстие для выпуска стали. Светлая зона- рабочий слой из периклаза.

Рис.3.2 Плиты ПУБП-90-1 готовые к упаковке и отправке заказчику.
Стопроцентная пропитка плит позволила значительно улучшить их физико-механические свойства, особенно прочность при высоких температурах. Контрольная проверка температуры начала деформации образцов под нагрузкой , проведенная в институте огнеупоров УкрНИИо г.Харьков показала, что начало деформации при температуре 17500С не наступило (руководитель Федорук Р.М.).
4. Технологическая инструкция на производство безобжиговых периклазоуглеродистых шиберных плит.
Настоящая технологическая инструкция распространяется на производство плит марки ПУБП 90-1 –«Плиты периклазовые, углеродсодержащие, бикерамические, безобжиговые».
4.1. Материалы:
1.1. Обожженный периклазовый порошок с массовой долей MgO не менее 96%;
1.2. Периклазохромитовый лом с содержанием MgO не менее 60%;
1.3. Углерод;-каменноугольный пековый кокс
1.4. Антиоксидант;- алюминий металлический порошкообразный ПА4
1.5. Вяжущее порошкообразное -смола фенольная СФП-012А;
1.6. Растворитель.-этилцеллозольв (он же и затворитель смеси)
1,7 Отвердитель для смолы-уротропин (находится в составе смолы).
4.2. Состав шихты и подготовка огнеупорной массы для рабочего слоя плиты.
2.1 Для шихты рабочего слоя используются периклазовые спеченные порошки содержащие МgO не менее 96%
2.2. Состав шихты для производства изделий (на 300 кг):см.табл.4,1
Таблица 4.1
|
№ п/п |
Наименование материалов |
Содержание в шихте |
|
|
% |
кг |
||
|
1 |
Магнезитовые порошки фракции: |
|
|
|
2-0,5 мм |
32 |
96 |
|
|
1-0 мм |
12 |
36 |
|
|
0,5-0 мм |
30 |
90 |
|
|
2 |
Смесь совместного помола |
26 |
78 |
|
|
ИТОГО: |
100 |
300 |
|
3 |
Вяжущее- смола СФП-012А (сверх 100%) |
5 |
15 |
|
4 |
Растворитель- этилцеллозольв (сверх 100%) |
1,0-2,0 |
До 5,00 |
Количество растворителя - подбирается опытным путем по формовочным свойствам прессуемой массы и температуры окружающей среды.
2.3 Состав смеси совместного помола (на 100 кг):
Подготовка смеси совместного помола осуществляется в вибромельнице. Время помола в вибромельнице - 1 час.
Перед каждой последующей загрузкой материала вибромельницу необходимо тщательно вычищать. Загрузку материалов в мельницу производить строго согласно данных, указанным в таблице 4.2
Таблица4.2
|
№ |
Компоненты |
Количество компонентов, % |
|
1 |
Магнезитовый порошок фр. 0,063 |
76 |
|
2 |
Углерод фр. 0,063 |
16 |
|
3 |
Алюминиевый порошок фр. 0,066 |
8 |
|
|
Итого |
100 |
Порядок приготовления огнеупорной массы следующий:
В начале в смеситель загружаются зернистые порошки и перемешиваются 5мин. Затем загружают 2/3 части порошкообразной смолы- перемешивают 10 мин. После вводится 2/3 части затворителя (растворителя)- этилцеллозольва тонкой струёй, равномерно распределяя его по всему объему смесителя. Масса перемешивается 10 мин., после чего засыпается смесь совместного помола и оставшиеся 1/3 смолы. Масса перемешивается ещё 15 мин. Оставшаяся часть затворителя добавляется при перемешивании, для достижения смесью оптимальных формовочных свойств.
4.3. Шихта и подготовка огнеупорной массы для нерабочего слоя плиты.
3.1. Шихта огнеупорной массы для нерабочей части (на 400 кг):
(каркасный слой) см. таблицу 4.3
Таблица 4.3
|
Наименование материалов |
Содержание в шихте |
|
|
% |
кг |
|
|
1.Периклазохромитовый лом фракции 3-0,5 мм 2.Периклазохромитовый лом фракции 1-0 мм 3.Тонкомолотый порошок периклазохромитового лома фр. 0.5-0 |
30 45 25 |
120 180 100 |
|
ИТОГО: |
100 |
400 |
|
СВЕРХ 100% в шихту вводится |
|
|
|
4. Вяжущее- смола СФП-012А |
5 |
20 |
|
5. Растворитель-этилцеллозольв |
1,0-2,5 |
4-8 |
Растворитель (затворитель) - подбирается опытным путем по формовочным свойствам прессуемой массы.
3.2. Порядок приготовления массы следующий: в начале в смеситель загружаются зернистые порошки, перемешиваются 5 мин., затем вводится смола порошкообразная, перемешиваются 10мин. После вводится 2/3 части затворителя-этилцеллозольва тонкой струёй, равномерно распределяя его по всему объему смесителя, Смесь перемешивается в течение 10мин., после засыпается тонкомолотый порошок. Масса перемешивается еще в течение 15 мин. Остальная часть растворителя добавляется для достижения оптимальных формовочных свойств
4.4. Прессование изделий.
. Прессование плит производится на дугостаторном прессе НБФ 1738. Первоначально на подпрессовке делается не менее 7 ударов. Ещё не менее 7 ударов делается при прессовании, с целью достижения кажущейся плотности сырца плит - 3,00 г/см3. Количество ударов отрабатывается на опытном образце. Производится взвешивания образца на лабораторных весах с последующим определением его плотности. Объём плиты заранее известен согласно её типоразмера и табличных данных.
Порядок засыпки смеси (шихты) для получения двухслойной-бикерамической плиты указан на рисунке рис. 4.1

Рис.4.1 Схема засыпки шихты для бикерамической плиты.
-Рабочий слой – периклазоуглеродистый:
-Каркас плиты- периклазохромитовый:
4.5. Термообработка.
Термообработка изделий осуществляется для получения требуемой прочности в результате полимеризации смолы вяжущего. Отстой сырца плит возле пресса перед термообработкой должен составлять не менее 8 часов.
Термообработка плит производится в сушиле, по следующему режиму:
-подъем температуры 0 - 70 °С - 10 часов.
- подъем температуры 70-100 0С- 4 час.
-подъем температуры 100-1700С- 7час
-выдержка при температуре 1700 -4час
-остывание в сушиле -12часов.
После выхода из сушил, производится предварительная визуальная сортировка плит. Отбраковываются плиты имеющие трещины, вздутия на поверхности, коробление или сколы на гранях.
4.6 Пропитка.
Пропитка изделий осуществляется в пропиточных камерах в пропиточном растворе смолы СФП-012А в этилцеллозольве с вязкостью в пределах 150-180 мПа/с по следующему режиму:
- вакууммирование - 1 час при разряжении 0.12-0.15Ати.
- насыщение огнеупорных изделий пропиточным материалом - 1 час; -
- выстаивание плит в пропиточном растворе - 24 часа;
- извлечение и сушка плит на воздухе - 5 час.
4.7 Вторая термообработка.
Вторая термообработка, после пропитки, производится для полимеризации смолы пропиточного раствора с целью дополнительного повышения прочности изделия и снижения пористости.
Таблица 4.4
. Термообработка плит ведется в термокамере по следующему режиму:
|
Температура, °С |
Выдержка, час. |
|
|
|
|
0 -70 |
10 |
|
70-100 |
4 |
|
100-170 |
4 |
|
170 |
4 |
|
170-20 |
12 |
Охлаждение изделий до 40°С осуществляют в отключенном сушиле. Далее сушильные вагонетки с изделиями охлаждаются до температуры окружающей среды.
4. 8. Шлифовка
Шлифовка плит осуществляется алмазными кругами на плоскошлифовальных станках. Шлифованная поверхность плиты лучше противостоит эрозии жидким металлом. Обеспечивает плотное прилегание с верхней плитой, во избежание прорыва металла при перекрытии через контактируемые плоскости плит.
Каждая плита после шлифовки проверяется на неплоскостность рабочей поверхности. При превышении нормируемой техническими условиями ТУ У 322-7-00190503-088-96 неплоскостности 0,02 мм, плиты отправляются на повторное шлифование для достижения нормируемой величины неплоскостности.
4. 9. Упаковка, приемка, испытание и хранение.
9.1. Упаковка, приемка, испытание, транспортирование и хранение в соответствии с ТИ М 304-09-89.
9.2. Предельные отклонения плит по размерам должны соответствовать требованиям ТУ У 322-7-00190503-088-96 см. Таблицу.4.5
Рис.4.2 Основные контролируемые параметры шиберных плит.

Таблица основных контролируемых параметров шиберных плит
Таблица 4.5
|
Размеры изделий |
Предельные отклонения, мм для изделий - плиты |
|
По диаметру: до 50 мм включ. |
±1 |
|
свыше 50 мм до 200 мм включ. |
±2 |
|
По высоте буртика (Ь) |
±1 |
|
По толщине (S) |
+2,-3 |
|
По длине (L и L,) |
+ 1,-5 |
|
По ширине (В) |
-5 |
|
Неплоскостность контактной поверхности, мм, не более |
0,03 |
|
Не параллельность контактной и противоположной поверхности, мм, 0-3 |
|
5. Испытание опытно-промышленных партий шиберных плит на металлургических предприятиях.
Условия службы огнеупоров в шиберных затворах сталеразливочных ковшей на различных металлургических заводах в значительной мере определяют возможность их успешного применения.
Работами выполненными в УкрНИИо было установлено, что устойчивость огнеупоров шиберных затворов зависит от температуры и марки стали, способа разливки (в изложницу сверху, через сифон или на машине непрерывного литья заготовок), типа раскислителя, емкости ковша, особенности технологии производства различных марок сталей, числа перекрытий шибера и др.[44]
В данном разделе приведены результаты заводских испытаний при разливке стали с помощью шиберных затворов на периклазоуглеродистых безобжиговых шиберных плитах производства концерна “Магнезит”.
Испытания проводились, как на предприятиях Украины, так и России. Специфика условий разливки стали через шиберные затворы освещена в актах и заключениях, которые приведены ниже. Основные физико-химические свойства плит различных типоразмеров для металлургических предприятий приведены в таблице табл.8.1
УкрНИИО представлен петрографический анализ безобжиговой шиберной плиты ПУБП-90-1 после разливки.
6. Акт петрографического исследования периклазоуглеродистой плиты ПУБП-90-1 концерна «МАГНЕЗИТ» после разливки.
В периклазуглеродиотом слое кирпича выделяются наименее изменённая и рабочая зоны.
Наименее изменённая зона мощностью 22-24 мм, тёмно-серого цвета. Различаются более светлые участки наполнителя размером 1-3 мм. Видны включения металла размером <1 мм.
Рабочая зона, мощностью до 1 мм, отличается более тёмной окраской. Наблюдается в краевой части образца.
ПОД МИКРОСКОПОМ.
Также выделяются несколько зон: наименее изменённая, переходная и рабочая.
Наименее изменённая зона. Структура неравномернозернистая. Выделяются угловатые и со сглаженными углами участки наполнителя (спеченный периклаз) изометричной и неправильной формы размером 0,2-3мм, макс.3.5 мм и более тонкозернистая связка.
Участки наполнителя состоят из периклаза округлой, изометричной, полигональной и неправильной формы размером от 7-40 до 20-80 мкм, макс.120 мкм в различных участках. Периклаз бесцветный, реже - желтовато-зеленоватый, N нормальный. Кристаллы периклаза плотно прилегают друг к другу и цементируются плёнками силикатов от 1-2 до 10-15 % в различных участки. Среди силикатов различаются: монтичеллит, β-2 CaO.SIO2 и форстерит. Встречаются единичные участки плавленого периклаза.
В связующей массе наблюдается тонкая фракция (< 0,2 мм) спеченного периклаза, а также отдельные зёрна периклазаугловатые, изометричной и неправильной формы размером 4-70 мкм, макс. 150 мкм и силикаты, как в наполнителе (примерно 2-4%).
Также наблюдается слабографитизированное углеродистое вещество (повидимому, кокс) в виде угловатых изометричной и неправильной формы зёрен размером 7-100мкм, макс.120x40 мкм. Кроме того, в связке наблюдаются металловидные включения ( Al-й) изометричной, вытянутой, неправильной формы размером до 450x60 мкм, преобладает размер 70-300x40 мкм.
На контакте наполнитель-связка и в связке наблюдаются короткие прерывистые трещинки шириной 10-100 мкм. Поры изометричной и неправильной формы размером 10-100 мкм наблюдаются главным образом в связке.
Переходная зона.
По составу и структуре похожа на наименее изменённую зону, отличается от неё следующим:
а) несколько меньшим количеством углеродистого материала,б) меньшим количеством включений алюминия, вокруг зёрен Аl-я образуются каёмки, состоящие из изометричных кристаллов магнезиальной шпинели размером 4-8 мкм, и игольчатых кристаллов карбида алюминия до 12 мкм длиной. На контакте с рабочей зоной алюминий сохраняется лишь кое-где в центральной части зёрен;
б) несколько большим количеством силикатов в связке и по краям отдельных участков наполнителя,
РАБОЧАЯ ЗОНА.
Наблюдается проникновение металла (Fe и его оксиды) заполняет поры размером 4-20 мкм и трещинки шириной до 40 мкм как в связующей массе, так и в участках наполнителя. Плёнка металла (Ре) шириной 4-70 мкм наблюдается кое-где на поверхности рабочей зоны образца. Количество металла варьирует от 5 до 50%.
Углеродистое вещество (кокс) не сохраняется (выгорает).
Периклаз приобретает окраску ( от зеленовато-буроватого (N 1,745- 1,780) до тёмно-бурого (непрозрачного, магнитного), что обусловлено, повидимому, вхождением в него в виде твёрдого раствора оксидов железа,
В связующей массе наблюдается периклаз изометричной, неправильной формы размером 20-80 мкм. В небольшом количестве наблюдается шпинель в виде изометричных идиоморфных кристаллов размером 4-8 мкм бесцветных и зеленовато-бурых (N до 1,96). Окраска шпинели и повышенные N также обусловлены вхождением за её решетку в виде твёрдого раствора оксидов железа (Mg.Fe)О. (AI,Fe)2O3. Также в связующей массе присутствуют силикаты, их количество увеличивается по сравнению с наименее изменённой и переходной зонами (в отдельных участках связки иногда до 50%.
Среди силикатов преобладает монтичеллит (CaO. MgО.SIO2), причём часть кристаллов имеет несколько повышенные показатели преломления (Ng≤1,678), повидимому, за счёт вхождения в твёрдый раствор оксидов железа.
Несколько уменьшается количество мелких пор и трещин, несколько более плотная, хотя количество трещин, особенно крупных, увеличивается, особенно на контакте с переходной зоной.
В результате проведенного исследования установлено:
• В периклазоуглеродистой части плиты в процессе службы образовалась зональность. Выделяются наименее изменённая, переходная и рабочая зоны.
• Наименее изменённая зона, повидимому, почти не отличается от образца до службы и состоит из спеченного периклаза, силикатов и углеродистого
(слабографитизированного) вещества (кокса). Сохраняется алюминий. Периклаз бесцветный, реже - желтовато-зеленоватый, т.е. содержит мало примесей, в т.ч. оксидов железа. Силикатов немного, среди них преобладают монтичеллит, β двукальциевый силикат и форстерит. Последние два имеют высокую температуру плавления.В переходной зоне несколько уменьшается количество углеродистого вещества, несколько увеличивается количество силикатов в связке и по краям участков наполнителя. Al-й почти не сохраняется, за счёт него образуется магнезиальная шпинель и карбид алюминия Al4C3. Последний на воздухе может легко гидратироваться с образованием Al(OH)3, при этом происходит увеличение объёма в 1000 раз, что может быть причиной разрушения огнеупора.
• В рабочей зоне наблюдается проникновение металла по порам и трещинам как связки, так и участков наполнителя. Плёнка металла (Fe) наблюдается даже кое-где на поверхности образца мощностью 40-70 мкм.
В результате взаимодействия расплава металла и шлака с компонентами огнеупора, в первую очередь в связке в рабочей зоне происходят следующие изменения:
а) уменьшается количество периклаза. Он приобретает окраску от желтовато-зеленоватой до тёмно-бурой (до непрозрачного, магнитного), а его N возрастает за счёт вхождения в твёрдый раствор оксидов железа,
б) в связующей массе увеличивается количество силикатов (монтичеллита), которые также содержат в твёрдом растворе оксиды железа,
в) в связующей массе образуется шпинель от бесцветной до бурой (последняя имеет повышенные N также за счёт оксидов железа);
г) проникновению расплава металла также способствует выгорание углеродистого вещества, увеличивается количество пор и трещин, особенно на контакте с рабочей зоной,
• Таким образом износ огнеупора осуществляется путём постепенного замещения исходных компонентов огнеупора (периклаз, углеродистое вещество силикаты) на более легкоплавкие силикаты (монтичеллит содержащий в твёрдом растворе оксиды железа), железистые шпинелиды и последующего скалывания интенсивно изменённого слоя. За счёт уменьшения содержания периклаза насыщения металлом (Fe и его оксидов) снижается также огнеупорность рабочей зоны, хотя мощность её незначительна, до 1мм.
Примерное количественное соотношение компонетов, %
|
Зона |
Мощность, мм |
Содержание, % |
||||||
|
Пери клаз |
Углерод истое вещ-во |
Металл фаза Al-й |
Металл фаза Fe |
Сили каты |
Шпин елиды |
Карбиды |
||
|
Наименее измененная |
|
82-86 |
10-12 |
2-4 |
- |
2-4 |
1 |
- |
|
Переходная |
0,3-0,8 макс.2 |
75-80 |
5-7 |
сл до 1 |
до 1 |
5-10 |
3-5 |
3-5 |
|
Рабочая |
0,1-0,4 макс.0,6 |
50-60 |
- |
- |
20-30 |
10-15 |
5-10 |
- |
Руководитель лаборатории; УкрНИИО :  Н. Привалова
Н. Привалова
7.Выводы и рекомендации по производству и применению шиберных плит.
На ОАО "НДЗ", концерном Магнезит (г. Днепропетровск, Украина), проведены работы по разработке и внедрению в производство высокоуглеродистого композиционного вяжущего[1]. Отработан технологический процесс изготовления безобжиговых периклазоуглеродистых бикерамических(двухслойных) шиберных плит применительно к технологическому оборудованию, установленному на заводе.
Доказано, что с использованием спеченных магнезитовых порошков, содержащих оксид магния не менее 96 % (турецкого спеченного магнезитового порошка), можно получать изделия с высокими показателями свойств, полностью удовлетворяющим техническим требованиям необходимых для безаварийной разливки стали.
Введение в шихту смеси совместного помола, дало положительный результат. Фракция смеси совместного помола -063мм, которая является составной частью композиционного вяжущего совместно с фенольной смолой СФП- 012А, позволяет равномерно распределяться по всему объему шихты. Дополнительное измельчение компонентов массы в вибромельнице их активирует, что ведет к повышению вяжущих свойств смеси в целом. Физико-механические показатели плит, после введения смеси совместного помола, улучшились на 15-20%.
Применение углерода и антиоксиданта повысили стойкость изделий, в результате безаварийно разливались стали как на МНЛЗ, так и на ковшах емкостью 60-350-500т., как углеродистых, так и низколегированных сталей.
Установлено, что стабильность физико-технических показателей изделий строго зависит от соблюдения параметров прессования и зернового состава шихты.
Прессование необходимо осуществлять при удельных давлениях не менее 250 МПа.
Пропитка шиберных плит раствором смолы СФП-012А в этилцеллозольве, вместо бакелитового лака, позволило пропитывать плиту на 100%, сделать структуру более однородной , что позволило снизить пористость до 3-5% .
Высокие свойства разработанного вяжущего, позволили использовать в рабочем слое плит спеченный магнезит вместо плавленого, что позволило снизить огромные энергозатраты, упростить технологию производства и значительно удешевить продукцию.
Компоненты вяжующего , являются универсальными и входят как в состав шихты для изготовления шиберных плит, так и в состав пропиточного раствора, увеличивая тем самым, коксовый остаток в материале шиберной плиты. В результате заполнения пор, повышается плотность и снижается пористость изделия.
Доказано, что плиту можно изготавливать двухслойной, без ущерба для её эксплуатационного качества.
Специальная технология прессования позволила прессовать плиту с рабочим отверстием, где плотный рабочий слой плиты переходит в отверстие, надежно его защищая. Исключена операция сверления отверстия, применявшаяся ранее, при которой разрыхлялась структура сталевыпускного канала, в результате чего при выпуске он легче размывался. ( рис.7.1;7.2)

Рис.7.1 Шиберная плита ПУБП- 90-1 10Ах70. Внешний вид до разливки и вид в разрезе, после разливки 1*Рабочий слой – периклазовый. 2* Каркасный слой – хромо-магнезитовый материал.
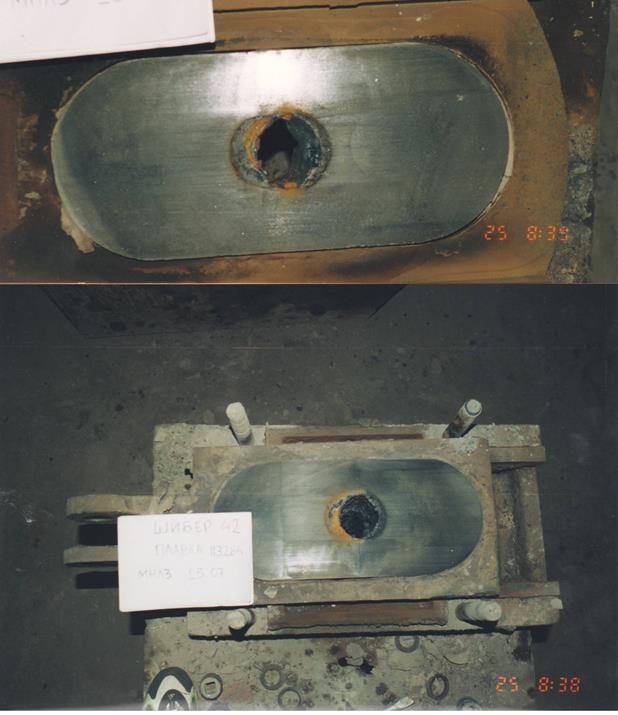
Рис.7.2 Шиберная плита ПУБП-90-1 10Ах70 после разливки.

Рис.7.3 Обжиговая шиберная плита 10Ах70 со вставкой из плавленого магнезита после разливки.
Разработана технология прессования бикерамических плит, в которой рабочий слой плиты переходит в сливное отверстие(см.рис.3.1:рис7.1), в результате повышается его надежность при разливке. Конструкция позволяет использовать в нерабочем слое плит менее дорогостоящие материалы.
На основании проведенных исследований разработана технологическая инструкция, позволяющая, при точном ее следовании, получать качественные огнеупорные изделия.
Проведенные промышленные испытания показали, что шиберные плиты марки ПУБП-90-1 могут использоваться как промышленная продукция для разливки сталей различных марок из ковшей емкостью до 500 тн.
8. Основные физико-химические показатели шиберных плит ПУБП-90-1
Таблица 8.1
|
№ партии |
Размер |
Предприятие |
Показатели после прессования |
Показатели после пропитки и термообработки |
Химический анализ |
|||||
|
Плотн г/см3 |
Прочн. МПа |
Пор. % |
Плотн г/см3 |
Прочн МПа |
Пор. % |
MgO |
Fe2O3 |
|||
|
154 |
5х60 |
ДМЗ им.Петровского |
2.92 |
138 |
5.4 |
3.00 |
189 |
3.0 |
91.64 |
1.32 |
|
156 |
5х60 |
ДМЗ им.Петровского |
3.03 |
146 |
4.9 |
3.04 |
191 |
4.0 |
91.17 |
1.27 |
|
140п |
10Ах70 |
ДМК им.Дзержинского |
3.03 |
138 |
5.3 |
3.08 |
154 |
4.0 |
93.2 |
0.61 |
|
161 |
10Ах70 |
ДМК им.Дзержинского |
3.01 |
130 |
4.7 |
3.02 |
170 |
3.9 |
92.85 |
0.79 |
|
163 |
5х60 |
ОАО Тагмет (Россия) |
3.03 |
142 |
3.8 |
3.05 |
177 |
3.7 |
92.21 |
0.79 |
|
165 |
5х60 |
ОАО Тагмет |
3.03 |
120 |
5.5 |
3.05 |
157 |
4.9 |
91.21 |
0.74 |
|
167 |
5х60 |
ОАО Тагмет |
3.06 |
144 |
4.3 |
3.07 |
192 |
3.0 |
93.21 |
0.71 |
|
179 |
5х60 |
ОАО НТЗ (Днепропетровск) |
3.01 |
143 |
5.2 |
3.03 |
189 |
4.2 |
91.14 |
1.02 |
|
188 |
10Ах70 |
ОАО Криворожсталь |
3.01 |
162 |
4.6 |
3.02 |
183 |
3.5 |
92.43 |
1.2 |
|
193 |
10Ах70 |
ДМК им. Дзержинского |
3.01 |
144 |
5.2 |
3.04 |
147 |
3.9 |
92.59 |
1.02 |
|
195 |
7х70 |
ММК им. Ильича |
3.01 |
150 |
5.7 |
3.03 |
155 |
4.8 |
92.45 |
0.96 |
|
196 |
7х70 |
ММК им. Ильича |
3.08 |
135 |
4.3 |
3.10 |
144 |
4.0 |
92.34 |
0.96 |
|
198 |
10Ах70 |
ДМК им. Дзержинского |
2.99 |
133 |
4.4 |
3.00 |
171 |
3.0 |
92.79 |
0.76 |
|
200 |
10Ах70 |
ДМК им. Дзержинского |
3.04 |
135 |
4.0 |
3.05 |
148 |
3.7 |
92.69 |
0.96 |
|
203 |
10Ах70 |
ДМК им. Дзержинского |
3.03 |
150 |
5.9 |
3.06 |
162 |
3.6 |
92.99 |
0.61 |
|
204 |
5х60 |
ОАО Тагмет |
2.96 |
146 |
5.7 |
3.02 |
158 |
3.8 |
92.43 |
0.71 |
|
206 |
5х60 |
ОАО Тагмет |
3.03 |
154 |
5.4 |
3.04 |
170 |
3.4 |
92.69 |
0.92 |
|
208 |
2х43 |
НПО им. Фрунзе (г.Сумы) |
2.95 |
109 |
4.7 |
2.98 |
136 |
3.8 |
92.05 |
0.75 |
|
212 |
5х60 |
ОАО Тагмет |
2.99 |
163 |
5.3 |
3.03 |
185 |
4.2 |
92.25 |
1.37 |
|
214 |
5х60 |
ОАО Тагмет |
2.99 |
144 |
4.9 |
3.01 |
160 |
4.0 |
93.58 |
0.61 |
|
218 |
2х50 |
ОАО БМЗ (Белорусь) |
2.98 |
142 |
4.5 |
3.0 |
159 |
3.0 |
92.75 |
1.02 |
|
221 |
5х60 |
ОАО Тагмет |
3.02 |
131 |
4.6 |
3.04 |
145 |
4.1 |
94.12 |
0.76 |
|
222 |
5х60 |
ОАО Тагмет |
3.04 |
161 |
4.7 |
3.05 |
170 |
3.9 |
93.48 |
0.71 |
|
223 |
5х60 |
ОАО Тагмет |
3.00 |
152 |
3.5 |
3.01 |
187 |
2.2 |
93.16 |
0.75 |
|
224 |
5х60 |
ОАО Тагмет |
3.04 |
146 |
4.4 |
3.05 |
165 |
4.1 |
93.82 |
0.76 |
|
225 |
5х60 |
ОАО Тагмет |
3.02 |
171 |
4.4 |
3.03 |
176 |
4.2 |
93.72 |
0.66 |
|
226 |
5х60 |
ОАО Тагмет |
3.00 |
132 |
4.7 |
3.07 |
145 |
4.1 |
94.26 |
0.51 |
|
227 |
5х60 |
ОАО Тагмет |
3.01 |
173 |
4.1 |
3.02 |
176 |
4.0 |
94.04 |
0.56 |
|
230 |
5х60 |
ОАО Тагмет |
3.00 |
180 |
4.1 |
3.02 |
183 |
3.4 |
93.42 |
0.63 |
|
233 |
5х60 |
ОАО Тагмет |
3.04 |
153 |
4.2 |
3.05 |
158 |
4.0 |
94.01 |
0.63 |
|
237 |
10Ах70 |
ДМК им. Дзержинского |
3.00 |
144 |
4.3 |
3.01 |
150 |
3.5 |
93.91 |
0.67 |
|
238 |
10Ах70 |
ДМК им. Дзержинского |
3.01 |
145 |
4.5 |
3.03 |
175 |
4.3 |
94.00 |
0.71 |
|
239а |
10Ах70 |
ДМК им. Дзержинского |
3.03 |
168 |
4.2 |
3.04 |
170 |
4.1 |
94.17 |
0.76 |
|
239 |
10Ах70 |
ДМК им. Дзержинского |
3.02 |
146 |
5.5 |
3.03 |
152 |
5.1 |
93.98 |
0.61 |
|
242 |
10Ах70 |
ДМК им. Дзержинского |
3.00 |
137 |
4.6 |
3.01 |
139 |
4.4 |
94.03 |
0.59 |
|
243 |
10Ах70 |
ДМК им. Дзержинского |
3.00 |
144 |
4.3 |
3.02 |
148 |
4.1 |
94.18 |
0.64 |
|
246 |
10Ах70 |
ДМК им. Дзержинского |
3.02 |
129 |
5.7 |
3.03 |
153 |
4.6 |
94.12 |
0.67 |
|
247 |
5х60 |
ОАО Тагмет |
3.08 |
163 |
4.8 |
3.09 |
172 |
4.2 |
94.03 |
0.64 |
|
248 |
10Ах70 |
ДМК им. Дзержинского |
3.02 |
142 |
4.2 |
3.05 |
193 |
4.0 |
93.98 |
0.64 |
|
249 |
10Ах70 |
ДМК им. Дзержинского |
2.99 |
124 |
4.6 |
3.01 |
134 |
4.2 |
93.42 |
0.63 |
|
252 |
5х60 |
ОАО Тагмет |
3.02 |
159 |
4.3 |
3.04 |
161 |
3.9 |
94.76 |
0.52 |
|
255 |
10Ах70 |
ДМК им. Дзержинского |
3.05 |
150 |
4.4 |
3.06 |
153 |
4.0 |
94.62 |
0.55 |
Из рисунка Рис .7,1 видно , что шиберные плиты на высокоуглеродистом синтетическом вяжущем , содержащие в своем составе металлический алюминий и углерод в виде пекового кокса , после разливки не имеют на поверхности и в теле трещин , по сравнению с обжиговыми шиберными плитами со вставкой из плавленого магнезита - смотрите Рис.7.3 , Рис.1.Это свидетельствует о повышенной термостойкости и теплопроводности разработанных новых безобжиговых шиберных плит ПУБП-90-1. Испытания показали, что термостойкость новых плит составила 6 теплосмен ( 13000С + вода.) В то время, как обжиговые шиберные плиты выдерживают 1-2 теплосмены.
Первоначальные испытания шиберных плит размером 5х60 проводились на ДМЗ им. Петровского (г. Днепропетровск ) в которых использовался в рабочем слое спеченный магнезит с содержанием MgO-93% . Разливка проводилась на ковше емкостью 60 тн. После отработки окончательного состава , испытания продолжились на ОАО « Тагмет» (Россия) и Нижнеднепровском трубном заводе им. К.Либкнехта (г.Днепропетровск ).
Было установлено, что шиберные плиты с содержанием MgO-93% в рабочем слое , успешно разливают сталь только в ковшах емкостью до 100 тн. При разливке в ковшах емкостью 250 – 350 тн. необходимо использовать только магнезит с содержанием MgO-96% .
Разбег физико- химических показателей ( таблица 8.1) происходит из-за влияния конкретных условий приготовления смеси и режима прессования . Это подтверждает необходимость строгого соблюдения всего технологического цикла изготовления плит.
В таблицах таб.8.2; таб.8.3; таб.8.4 проанализирована кажущаяся плотность шиберных плит партии № 238 (10 штук) на всех этапах изготовления:
Таблица 8.2
|
№ п/п |
Размер плиты
|
Кажущаяся плотность, г/см3 |
|||||
|
После прессования
|
После сушки |
После Пропитки и термообработки |
|||||
|
|
|
|
|
|
|
||
|
1 |
10Ах70 |
3.00 |
0.00 |
2.97 |
-0.03 |
3.03 |
0.06 |
|
2 |
10Ах70 |
3.00 |
0.00 |
2.97 |
-0.03 |
З.02 |
0.05 |
|
3 |
10Ах70 |
3.02 |
0.02 |
2.98 |
-0.04 |
3.05 |
0.07 |
|
4 |
10Ах70 |
3.02 |
0.02 |
2.98 |
-0.04 |
На хим. |
анализ |
|
5 |
10Ах70 |
3.02 |
0.02 |
2.98 |
-0.04 |
3.04 |
0.06 |
|
6 |
10Ах70 |
3.02 |
0.02 |
2.99 |
-0.03 |
3.03 |
0.04 |
|
7 |
10Ах70 |
3.03 |
0.03 |
2.99 |
-0.04 |
3.01 |
0.02 |
|
8 |
10Ах70 |
3.03 |
0.03 |
2.98 |
-0.05 |
3.02 |
0.04 |
|
9 |
10А70 |
2.97 |
-0.03 |
2.92 |
-0.05 |
2.97 |
0.05 |
|
10 |
10А70 |
2.99 |
-0.01 |
2.96 |
-0.03 |
3.00 |
0.04 |
![]() І i/ пр.- отклонение плотности от требуемой- 3.00г/см3
І i/ пр.- отклонение плотности от требуемой- 3.00г/см3
![]() пр/то –отклонение плотности изделия после сушки от прессованого
пр/то –отклонение плотности изделия после сушки от прессованого
![]() то/п - отклонение плотности пропитанного изделия от плотности изделия после сушки
то/п - отклонение плотности пропитанного изделия от плотности изделия после сушки
Таблица 8.3
|
Режим термообработки
|
|
|
Температура, 0С |
Выдержка, час |
|
0-70 |
10 |
|
70-100 |
4 |
|
100-170 |
4 |
|
170 |
4 |
|
Охлаждение |
12 |
Таблица 8.4
|
Режим пропитки |
|
|
Операция |
Выдержка, час |
|
Вакууммирование
|
1 |
|
Насыщение изделия пропиточным материалом в вакууме
|
1 |
|
Выдержка изделия в пропиточном материале
|
12 |
|
Извлечение и сушка |
5 |
9. Акты промышленных испытаний.

Раздел 2. Разработка технологии и исследование свойств периклазоуглеродистой массы для желобов.
2.1 Введение. Литературный обзор.
Концерном «Магнезит» разработана безводная желобная масса нового поколения. Основа массы составляет спеченный магнезитовый порошок, в состав которой дополнительно вводится углерод и безводная углеродсодержащая связка. Промышленные испытания такой массы в службе шлакового желоба доменной печи №5 Металлургического завода им. Петровского (г. Днепропетровск) показали, что она пластична, легко трамбуется, мало размывается и смачивается агрессивными доменными шлаками, по сравнению с ранее применявшейся массой на основе молотого кокса, кварцита, огнеупорной глины и каменноугольной смолы.
За рубежом для футеровки желобов в настоящее время применяются различные огнеупорные массы, бетоны и углеродистые блоки.
В Японии состав массы выбирают в зависимости от условий службы желобов [2;5]. Главные желоба, которые выполняют с накопителями, их уклон при службе составляет 0,5-1,5 %, желоба без накопителей устанавливают с уклоном 4-6% и промежуточные - с уклоном 3%. В первом случае огнеупор подвергается небольшим динамическим воздействиям выпускаемого металла, но стенки желоба подвергаются длительному воздействию шлака, Поэтому износ стенок заметно превышает износ донной части. В желобах без накопителей, огнеупор интенсивно размывается в донной части, а в промежуточных желобах наблюдается равномерный износ стенок и дна. Составы футеровочных масс для желобов и их характеристика приведены в таблице 2.1.
Основу смесей составляют корунд или кварцит в которых для повышения огнеупорности и шлакоустойчивости вводится карбид кремния, углеродсодержащая добавка и нитрид кремния. Нитрид кремния значительно повышает термостойкость огнеупоров на основе карбида кремния и периклаза.
В качестве вяжущего для масс составов 1,2,4-9,12,13 применяется огнеупорная глина.
Для масс 10и 11 применяется каменноугольная смола , а для масс 3,4, 15 и 16- химическая связка.
В зависимости от места службы желобов применяется тот или иной состав.
Массы составов 1-5 используются для футеровки главных желобов с накопителем; массы 4,5- для футеровки шлаковых желобов; массы 6,7- главные промежуточные желоба; массы 8-11- главные желоба без накопителя; массы 12-14-
для футеровки чугунных и шлаковых желобов; массы 15-16-используются для ремонта футеровки всех видов желобов.
.Огнеупорные массы для желобов японских фирм:
Таблица 2.1
|
№ п/п |
Содержание, % |
Предел прочности при температуре 1450 °С, кгс/см2 |
|||||
|
А120з |
Si02 |
С |
SiC |
Si3N4 |
при сжатии |
При изгибе |
|
|
1 |
64,0 |
4,9 |
7,9 |
13,0 |
5,4 |
150 |
о |
|
2 |
61,4 |
8,2 |
— |
15,0 |
5,7 |
290 |
12 |
|
3 |
59,4 |
3,8 |
6,3 |
27,1 |
— |
330 |
15 |
|
4 |
55,4 |
5,7 |
7,8 |
27,3 |
— |
230 |
8 |
|
5 |
83,2 |
4,2 |
8,5 |
— |
— |
130 |
4 |
|
6 |
62,8 |
6,7 |
— |
16,2 |
5,7 |
280 |
12 |
|
7 |
62,7 |
9,2 |
8,2 |
13,9 |
— |
230 |
7 |
|
8 |
48,8 |
16,0 |
11,5 |
17,6 |
— |
350 |
10 |
|
9 |
60,5 |
7,8 |
7,7 |
15,1 |
— |
280 |
14 |
|
10 |
28,2 |
6,3 |
10,7 |
23,1 |
15,3 |
410 |
17 |
|
11 |
30,2 |
5,1 |
13,2 |
34,1 |
7,3 |
300 |
12 |
|
12 |
35,7 |
21,7 |
23,1 |
15,7 |
— |
270 |
— |
|
13 |
9,5 |
56,0 |
9,0 |
14,5 |
— |
320 |
--- |
|
14 |
5,0 |
69,4 |
14,7 |
— |
— |
— |
— |
|
15 |
65,8 |
2,1 |
8,3 |
20,3 |
— |
140 |
8 |
|
16 |
93,7 |
18,2 |
9,7 |
23,5 |
— |
135 |
6 |
В ФРГ для набивки желобов доменных печей применяют массы следующего состава:
-пирофилит: AL2O3х4SiO2хH2O -20-60%
-карбид кремния: - 5-30%
-пластичной глины: - 6-20%
-кварцит: - 5-25%
-пек каменноугольный: - 5-15%
-вода - 7%
В смеси используют плохо перерожденный кварцит и высокотемпературный пек с температурой размягчения 1500С. Зерновой состав смеси применяют следующий:
пирофилит-0-8мм.; карбид кремния-0-1мм.; кварцит-3-8мм.; пек каменноугольный не более 0,5мм.
Стойкость футеровки, заявляемой массы, составляет более одного месяца[15]. Это объясняют правильным составом шихты и ростом кристаллов кварцита и пирофилита при нагреве, за счет чего происходит уплотнение массы и это является одним из важных факторов для повышения стойкости футеровки.
Булонским обществом (Франция) разработаны различные огнеупорные массы для конкретного участка тракта выпуска доменной плавки: -главного, шлакового и чугунных желобов. Состав масс подбирают в зависимости от условий службы желобов. Так, массы, предназначенные для набивки главного желоба выпуска чугуна, содержат:
- карбид кремния: - 30%
- кварцит: - 34%
- огнеупорная глина: - 14%
- каменноугольная смола: - 5%
- молотый кокс: - 17%
Количество чугуна, пропущенному по такому желобу, согласно данных рекламного агенства, до первого ремонта составляет 100 тыс. тонн.
Производители высокоглиноземистых изделий фирма «Пуянг» (Puyang Refractories Compani) Китай, предлагает плавленнолитые массы для футеровки основных желобов больших и средних доменных печей. По данным рекламного проспекта такие массы обладают высокой прочностью, коррозионной стойкостью, термостойкостью, коротким временем сушки, удобством установки и т.п. Скорость их нанесения достигает 20-30 тонн в час. В сравнении с наливными огнеупорами на глиноземистом цементе, эти массы демонстрируют более высокую стойкость и свойства при высоких температурах. Данные по китайским желобным массам приведены в табл. 2.2.
Таблица 2.2.
|
Марка |
Хим. состав, % |
Ріасьіпная плотность, г/см-5, при тем-ре°С |
Прочность холодного разрушения, МПа |
Модуль разрушения , Мпа |
Линейное изменение размеров, % |
Добавка воды |
|||||
|
А1203 |
SiC+C |
110 |
1450 |
110 |
1450 |
110 |
1450 |
110 |
1450 |
||
|
PN- TCF1 |
>72 |
>15 |
>3,10 |
>3,05 |
>40 |
>80 |
>6 |
>10 |
±0,1 |
±0,5 |
3,5-4,3 |
|
PN- TCF1 |
>70 |
>12 |
>2,8 |
>2,75 |
>30 |
>40 |
>5 |
>6 |
±0,1 |
±0,5 |
|
|
PN- TCF1 |
>60 |
>12 |
>2,55 |
>2,45 |
>20 |
>30 |
>4 |
>6 |
±0,2 |
±0,5 |
|
Производство желобных масс по лицензии австрийской фирмы «Plibriko» освоено на Первоуральской динасовом заводе. Состав и свойства масс приведены в табл. 2.3, изготовляемые из боксита, карбида кремния, графита и премиксов. Премиксы поставляются фирмой «Plibriko» и представляют собой смесь сухих мелкозернистых, огнеупорных порошков.[15]
Стойкость футеровки выпускных желобов определяется не только свойствами огнеупоров, но и режимом работы печи, методом выполнения футеровки и конструкцией самих желобов. Виброформованием получают плотные и однородные по структуре желоба, а расход огнеупоров составляет 0,2-0,6 кг/т чугуна.
Таблица 2.3
Состав и свойства желобных масс фирмы «Plibriko»
|
|
|
|
Ма |
рка |
|
|
|
Показатели |
PLIRAM BF-MIX 55 |
PLIRAM BF-MIX 63 |
PLIRAM BF-MIX 80 |
PLIRAM FERRO- MIX 10 |
PLIRAM FERRO- MIX 65 |
PLIRAM FERRO- MIX 70 |
|
Массовая доля, % |
|
|
|
|
|
|
|
А1203 |
51 |
54 |
56 |
7 |
57 |
70 |
|
Si02 |
20 |
10 |
8,5 |
67 |
14 |
5 |
|
Fe203 |
1 |
1 |
0,6 |
0,5 |
1,1 |
0,35 |
|
SiC |
9,3 |
18 |
19 |
2,5 |
8,5 |
14 |
|
С |
10 |
13 |
13 |
17 |
13 |
8 |
|
Линейная усадка при температуре, °С |
|
|
|
|
|
|
|
110 |
0,00 |
-0,20 |
-0,20 |
-0,20 |
-0,20 |
-0,10 |
|
1100 |
-0,30 |
-0,70 |
-0,60 |
-0,60 |
-0,75 |
0,00 |
|
|
-- |
-0,60 (1300°С) |
-0,60 (1300°С) |
-- |
|
-0,10 (1500°C) |
|
Предел прочности 2 при сжатии, Н/мм , при |
|
|
|
|
|
|
|
°С |
4,0 |
4,0 |
4,0 |
4,0 |
6,0 |
8,0 |
|
110 |
15 |
15 |
15 |
9,0 |
12 |
18 |
|
1100 |
““ |
18 (1300°С) |
18 (1300°С) |
— |
-- |
19 (1500°C) |
|
Кажущаяся плотность. |
|
|
|
|
|
|
|
г/см3, |
2.30 |
2,38 |
2,65 |
1,93 |
2,36 |
2,70 |
|
После нагрева до 800 |
0,55 |
0,55 |
0,55 |
0,50 |
0,55 |
0,75 |
|
°С |
|
|
|
|
|
|
В России, для футеровки главного чугунного желоба, с целью повышения термостойкости и износостойкости, разработан состав массы состоящей:[48]
- шамот или пекодоломитовая крошка:- 10-30%
- глина огнеупорная: - 5-16%
- модифицированный лигносульфонат
с каменноугольным пеком: - 3-20%
- антиоксидант- SiO2 : - 7-15%
- коксовая крошка: - остальное
В США, запатентован состав смеси [49] для монолитной футеровки, имеющий отличную стойкость против проникновения шлаков, шлаковой эрозии, размывания жидким металлом. Химический состав массы в пересчете на окислы следующий:
- MgO -65- 96%
- ZrO2 -2,6-20%
- SiO2 -1,3-10%
- CaO <2,2%
- Fe2O3 <0,5%
- Al2O3 < 1%
В качестве вяжущих возможно применение коллоидной окиси кремния, силикагеля, цементов, фосфатов алюминия, фенольных и фурановых смол и др.
Для футеровки сталевыпускных желобов в основном используют массы на основе периклаза и сернокислого магния в качестве вяжущего [47].
Выводы:
• Широко применяемые для набивки желобов огнеупорные массы, состоящие из кокса, огнеупорной глины и каменноугольного пека не обеспечивают достаточной стойкости футеровки желобов.
• Более стойкими в футеровке желобов являются массы, получаемые с использованием дефицитных и дорогостоящих высокоогнеупорных материалов- моноокислов и углерода.
• Желобные массы не должны обладать дополнительной усадкой при высоких температурах, так-как усадка оказывает отрицательное влияние на службу футеровки желоба из-за нарушения её монолитности.
2.2 Разработка состава желобной массы.
Исследования включали лабораторные разработки более стойких периклазоуглеродистых безводных желобных масс, выпуск промышленных партий, испытание их в службе на доменных печах, освоение и внедрение технологии производства этих масс. В основе состава массы использовалось вяжущее, которое было разработано для изготовления шиберных плит [1].
В качестве исходного сырья, при проведении исследований в лабораторных условиях, применялись следующие сырьевые материалы:
- Спеченный магнезитовый порошок с содержанием MgO- 96 и 93%
- Алюминиевый порошок ПА-4 ГОСТ 6058-73
- Тонкомолотый пековый кокс
- Фенольная порошкообразная смола - СФП 012А - ТУ-605-751768- 35-94
-Смола тяжелая- кислой смолки улавливания - СТУ-3 - ТУ У 322-00190443-131-98
- Растворитель- этилцеллозольв - ГОСТ 8313-88
- Пластификатор- дибутилфталат.
Периклазовый порошок предварительно подвергался дроблению на валковой дробилке и рассеву по фракциям 5-1мм и 1-0 мм.
Компоненты шихты взвешивались на лабораторных весах и смешивались в такой последовательности: в начале загружался магнезитовый порошок фракции 5-1мм, затем вводили углерод, алюминиевый порошок, смолу СФП-012А, магнезитовые порошки фракции 1-0. после каждого добавленного компонента производилось тщательное перемешивание в течении 5 мин.
Смолу СТУ-3 и этилцеллозольв смешивали в соотношении 80% и 20% по массе и вводили как жидкую фазу с вязкостью200-220мПа/с. Пластификатор, дибутилфтолат, вносился последним.
Из приготовленной шихты, на гидравлическом прессе, прессовались образцы размером 50x50x50мм. Каждая партия образцов в количестве по 20 штук проходили термообработку в сушильном шкафу при температуре 175 °С по следующему режиму:
- подъём температуры до 1750С - 4часа;
- выдержка - 3часа;
- отключение шкафа и охлаждение.
После термообработки образцов определяли их физико-механические свойства которые приведены в таблице Таблица 2.2.1
Таблица 2.2.1
Физико-механические свойства образцов холоднонабивной периклазоуглеродистой массы..
|
Наименование материалов |
Номер образца и состав шихты |
|||
|
Состав №1 |
Состав №2 |
Состав №1 |
Состав №2 |
|
|
Периклаз: |
MgO-92% |
MgO-92% |
MgO-92% |
MgO-92% |
|
фр. 5 - 1 мм |
60 |
60 |
60 |
60 |
|
фр.1-0мм |
20 |
20 |
20 |
20 |
|
фр. 0,5 - 0 мм |
13 |
13 |
13 |
13 |
|
Алюминий-порошок ПА4 |
2 |
2 |
2 |
2 |
|
Углерод -пековый кокс фр. 0,5-0 |
5 |
5 |
5 |
5 |
|
Смола СФП -12А |
5 |
5 |
5 |
5 |
|
Дибутилфталат |
0,5 |
0,5 |
0,5 |
0,5 |
|
Смола СТУ-3((80%)+ |
2,5 |
1,6 |
1,6 |
1,6 |
|
Предел прочности при сжатии, Н/мм2 |
29,31 |
45,17 |
11,5 |
18,4 |
|
29,3 |
42,02 |
10,5 |
16,5 |
|
|
26,43 |
38,45 |
10,4 |
12,4 |
|
|
(среднее) |
28,34 |
41,88 |
10,8 |
15,8 |
|
Пористость, % |
19 |
18,2 |
35,4 |
26,8 |
|
19,4 |
15,8 |
35,1 |
25,3 |
|
|
19,5 |
14,3 |
34,9 |
26,8 |
|
|
(среднее) |
19,3 |
16,1 |
35,1 |
26,3 |
|
Кажущаяся плотность, г/см3 |
2,59 |
2,92 |
2,52 |
2,8 |
|
2,5 |
2,91 |
2,5 |
2,8 |
|
|
2,52 |
2,86 |
2,5 |
2,8 |
|
|
(среднее) |
2,53 |
2,89 |
2,5 |
2,8 |
|
Изменение линейных размеров, % |
1,58 |
1,58 |
|
|
|
Температура начала |
>1650 |
>1650 |
|
|
|
деформации под нагрузкой, °С |
||||
При разработке опытно-промышленных партий желобной массы было замечено явление самоуплотнения и ускоренного предварительного твердения готовой массы в герметической таре. Исследуя этот неблагоприятный фактор, было выявлено, что на процесс твердения влияет тонкомолотая магнезитовая часть шихты и пластификатор. Именно фракция магнезита 0,5-0 мм является катализатором реакции твердения (полимеризации) смолы СФП-012А, уже имеющую в своем составе гексаметилентетраамин (уротропин) в количестве 6-9%, являющийся отвердителем фенольной смолы. Непонятно было и влияние количества пластификатора в смеси на скорость схватывания.
С целью обеспечения живучести желобной массы при транспортировке и длительном хранении в герметичной таре на складе потребителя, были проведены исследования по подбору и влиянию пластификатора на сроки твердения массы. Опытным путем было установлено, что пластификаторами могут выступать дибутилфталат, диоктилфталат и другие химические реагенты из данного гомологического ряда, имеющие сродство с растворителем этилцеллозольвом. В качестве пластификатора был выбран дибутилфталат, как более дешевый и доступный. Был проеден ряд опытов по определению процентного содержания пластификатора в составе шихты, с целью обеспечения максимальной живучести массы от момента изготовления, до момента укладки её в желоба доменной печи.
Исследовались образцы составов со следующим содержанием пластификатора: 0,1; 0,15; 0,25; 0,5; 0,75; 1%.Был определен оптимальный процент содержания пластификатора - 0,25%, обеспечивающий наибольшую живучесть массы, которая составила 12 месяцев, при остальных удовлетворительных физико-механических показателях. Было подобрано оптимальное количество тонкомолотой фракции 0,5-0мм. Результаты по определению процентного состава пластификатора приведены таблице: Таблица. 2.2.2.
Температура начала деформации под нагрузкой, как один из важнейших показателей для огнеупорных материалов , была определена для некоторых видов шихты. .Для определения этого показателя, отбирались пробы из массы промышленно-экспериментальных партий, из которых прессовали образцы высотой 50 мм и диаметром 36 мм. Полученные образцы после термообработки испытывали в криптоловой печи на деформацию под нагрузкой 0,2МПа. Несколько образцов желобной массы были испытаны при обжиге в туннельной печи цеха ХМИ в течении 9,5 суток при температуре 1600-1610 °С.(см. табл. 2.2.1)
Основными свойствами набивной огнеупорной массы являются постоянство объёма при высоких температурах, коррозионной химической стойкостью и износоустойчивостью. Укладывается набивная масса с помощью трамбовок. По сравнению с применяемыми пластичными массами разработанная масса не содержит связующих глин, а пластичные свойства придают смолы в совокупностью с тонкомолотой фракцией. Масса состоит из высокоогнеупорных составляющих- периклаза и углерода, при высоких температурах самоуплотняется, имея термическое увеличение линейных размеров равное 1.58%. О коррозионной и химической стойкости массы говорят сами за себя применяемые составляющие материалы.
Таблица 2.2.2
Исследование влияния пластификатора на свойства периклазоуглеродистой желобной массы после термообработке образцов при Т = 175°С.
|
Материал |
Шихта №1 |
Шихта №2 |
Шихта №3 |
Шихта №4 |
|
Периклаз MgO-93%: |
|
|
|
|
|
5-1мм |
60 |
60 |
60 |
60 |
|
1-0мм |
20 |
20 |
20 |
20 |
|
0,5-0мм |
13 |
13 |
13 |
13 |
|
С-молотый пековый кокс фр.-0,5-0мм |
5 |
5 |
5 |
5 |
|
АL-порошок ПА4 |
2 |
2 |
2 |
2 |
|
Сверх 100%: |
|
|
|
|
|
СФП-012А в порошке |
5 |
5 |
5 |
5 |
|
Растворитель: смола |
2,1 |
2,1 |
2,1 |
2,1 |
|
Пластификатор- |
0,25 |
0,50 |
0,75 |
1,00 |
|
Предел прочности |
43,0 |
36,4 |
36,0 |
35,0 |
|
42,7 |
38,0 |
34,1 |
33,2 |
|
|
СРЕДНЕЕ |
42.8 |
37,2 |
35.1 |
34.1 |
|
Пористость, % |
15,1 |
15,4 |
16,7 |
17,3 |
|
15,2 |
16,3 |
18,2 |
17,4 |
|
|
СРЕДНЕЕ |
15.2 |
15,9 |
17.5 |
17,4 |
|
Кажущаяся |
2,81 |
2,67 |
2,57 |
2,57 |
|
2,89 |
2,67 |
2,54 |
2,55 |
|
|
СРЕДНЕЕ |
2,85 |
2,67 |
2.55 |
2.56 |
Технологическая схема производства желобной массы
на дробильно-помольном участке .

Из предложенной технологической схемы видно, что производство периклазоуглеродистой желобной массы относительно просто, без использования сложного и энергоемкого дробильно-помольного и смесительного оборудования. Используемые периклазовые порошки не требуют высотемпературного обжига, без которого невозможно получить высоглиноземистый шамот, карбид и нитрид кремния. Производство периклазоуглеродистой желобной массы можно организовать на небольших производственных площадях с соответствующими технологическими коммуникациями и условиями.
Окончательныйсостав шихты дляпроизводства 600кг периклазоуглеродистой желобной массы приведен в таблице- Таблица2.2.3
Таблица 2.2.3
|
Наименование |
Содержание, % |
Количество, кг |
|
МgО (не менее 93%), |
|
|
|
фр. 5-1 мм |
60 |
360 |
|
фр. 1-0 мм |
33 |
198 |
|
Углерод-молотый пековый кокс: фр.0,5-0мм |
5 |
30 |
|
Антиоксидант: –AL-ПА4 |
2 |
12 |
|
Итого: |
100 |
600 |
|
Сверх 100% в шихту вводится: |
||
|
Вяжущее: порошкообразное-смола СФП-012А |
5 |
30 |
|
Жидкое:-смесь, смола СТУ-3-80%и20%-этилцеллозольв |
1,6 |
9,6 |
|
Дибутилфтолат-пластификатор(жидкий) |
0,25 |
1,5 |
Испытания разработанной желобной периклазоуглеродистой массы проводилось в доменном цехе металлургического завода им. Петровского г. Днепропетровск на доменных печах №2 и №5.
Согласно утвержденного задания, на доменной печи №2 была произведена набивка
шлаковой канавы этой массой на расстоянии 5 метров от коренного желоба. На набивку было израсходовано 1,2 тн. массы. Стойкость массы (согласно акта испытаний) до первой ремонтной набивки составила 11 суток, в течении которых было пропущено 5400 тн. шлака. Расход желобной массы составил 0,2кг./тн. Масса была рекомендована для набивки главного желоба выпуска чугуна.
2.3 Теплофизические свойства.

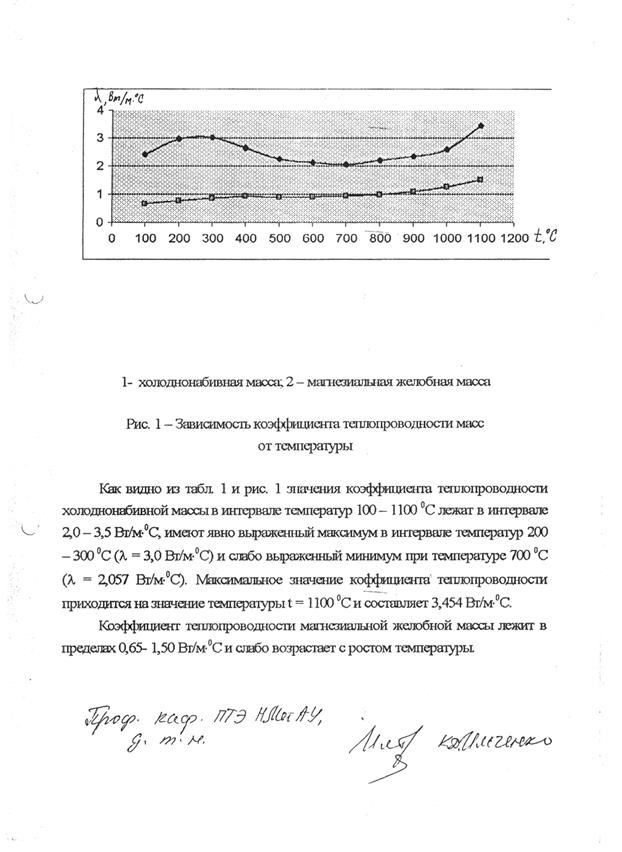
2.4 Инструкция по набивке и акты промышленных испытаний.
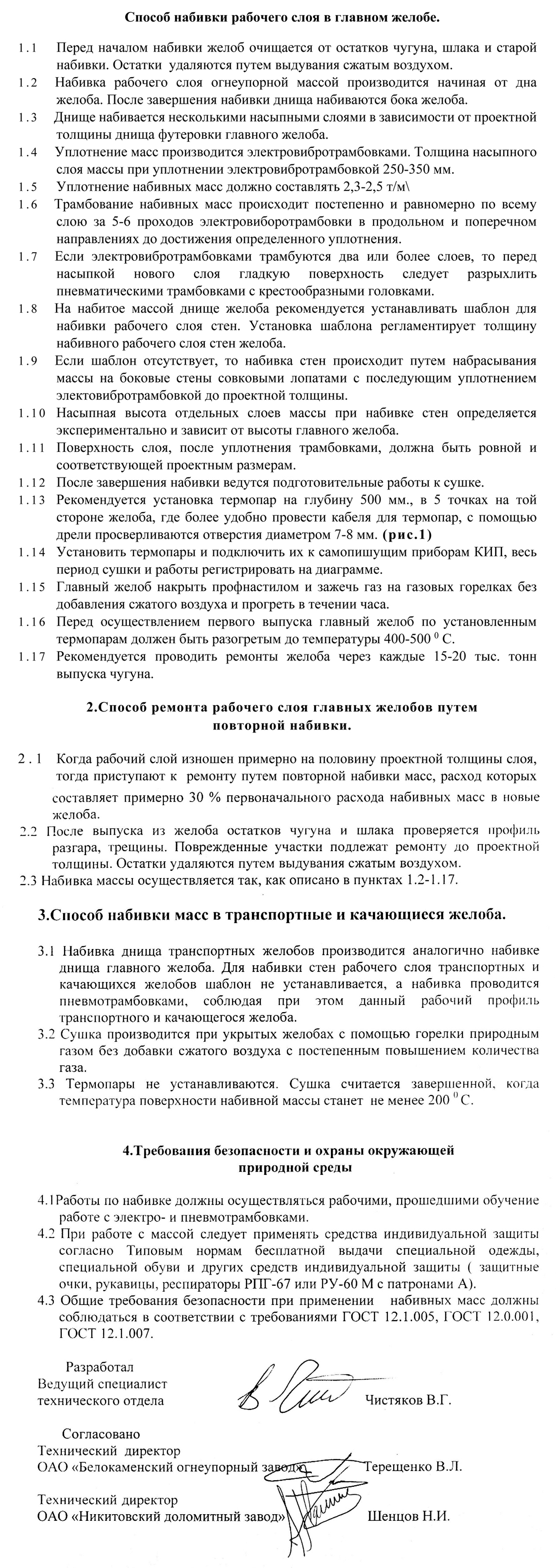
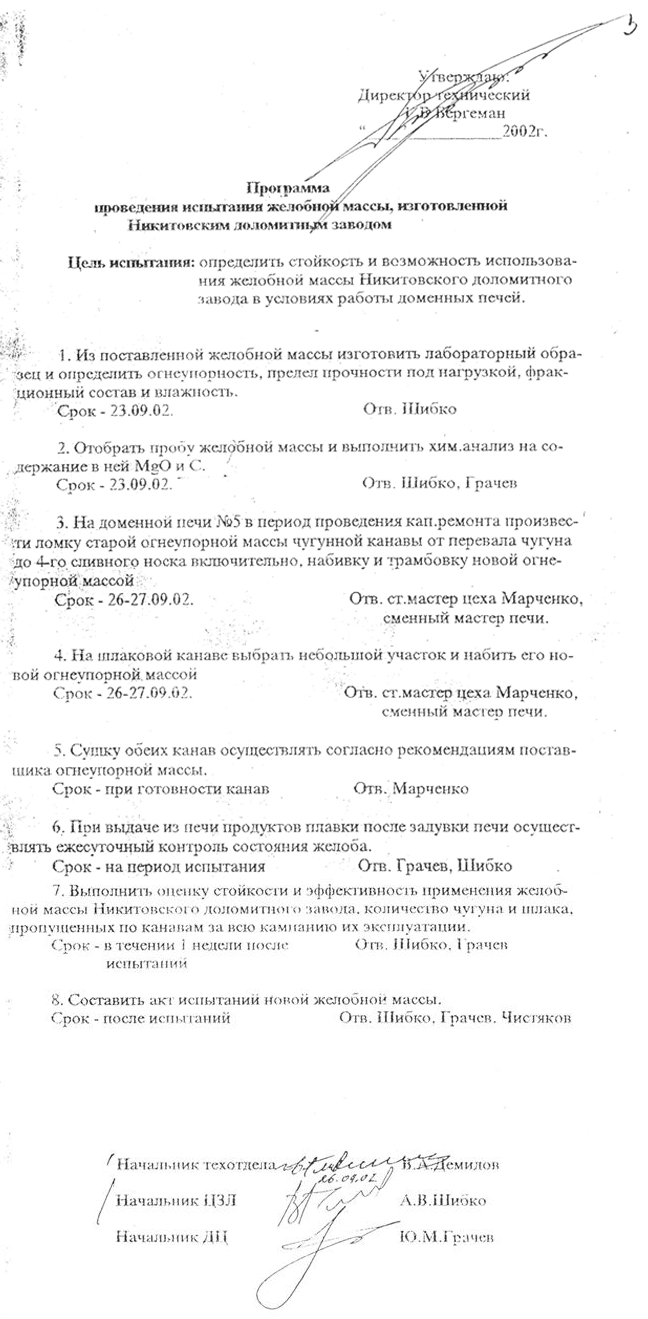
![]()
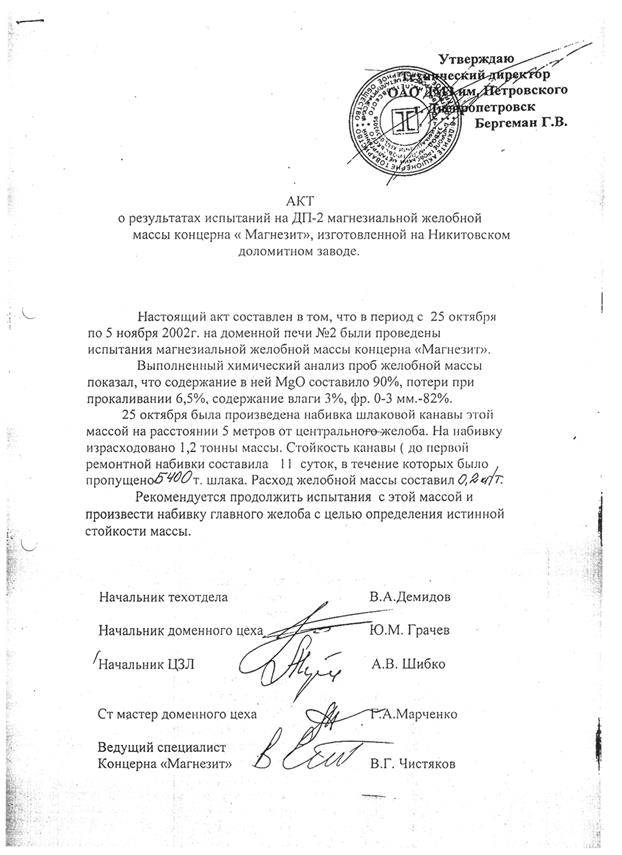
Испытания желобной массы в коренном чугунном желобе и чугунном желобе, от перевала до четвертого сливного носка, проводили на доменной печи №5 после завершения на ней капитального ремонта. Для набивки было израсходовано около 15тн. желобной массы. Через коренной желоб было пропущено около 45000тн. чугуна, после испытаний масса была рекомендована для промышленного применения.
Набивная масса поставлялась в полиэтиленовых мешках, помещенных
в пластиковые закрывающиеся бочки, массой по 40кг.
Раздел 3. Разработка состава холоднонабивной углеродистой массы для забивки термических зазоров в футеровке доменных печей.
3.1 Анализ существующих технологий.
Разработка холоднонабивной углеродистой массы проводилась по заданию доменного цеха Мариупольского металлургического комбината им. Ильича. Углеродистая масса применяется для заполнения компенсационных зазоров между холодильниками кожуха лещади и горна, и футеровкой этих участков доменной печи, выполненной из графитированных или углеродистых блоков. Углеродистой массой ,при кладке лещади, заполняется компенсационный зазор между муллитокорундовыми огнеупорами(блоками) и углеродистыми блоками.
Запорожский графитовый завод в тот период, выпускал углеродистую массу в брикетах по 20-25кг.,которую перед применением необходимо было дробить, а затем, чтобы она размягчалась и приобретала пластичность перед набивкой, нагревать до 1400С.
При дроблении такой массы, а также при ее разогреве и укладке, рабочие получали раздражение кожи и ожоги поверхности лица и глаз, в результате воздействия углеродсодержащей пыли и летучих фенольных веществ, составляющих эту массу. Надзорные службы неоднократно выписывали предписания о запрете применения такой углеродистой массы. К сожалению выбора не было, так - как на Украине завод- изготовитель был один - запорожский графитовый завод.
Нашей целью была разработка состава массы, которая имела бы хорошие пластические свойства при температуре окружающей среды 200С
и не требовала предварительного нагрева перед укладкой и трамбовкой. Масса должна иметь теплопроводность в необожженном виде не менее 10 Вт/м0К. Иметь живучесть, в закрытой таре после приготовления, не менее
6 месяцев.
Известна углеродсодержащая масса для забивки компенсационных зазоров при комнатной температуре, включающая прокаленный углеродный наполнитель и вяжущее -пек и растворитель. В качестве органического растворителя она содержит метилнафталиновую фракцию с температурой кипения 200-3000С при следующем соотношении компонентов в % по массе:
- Прокаленный углеродный заполнитель- 82-90
- низкотемпературный пек- 7-17
- метилнафталиновый растворитель- 0,6-2,7
( Патент СССР № 995704,кл.С 01 В31/02, 1983г.). Однако использование этой массы не позволяет достичь монолитности при нагреве до рабочих температур (900-10000С) из -за повышенной объёмной усадки -1,0%
Известна углеродистая масса для укладки в холодном виде , включающая углеродный наполнитель - обожженные графитовые отходы,
вяжущее(твердый пек) и пластификатор, полученный из одного или нескольких соединений (заявка Франции № 243839, кл. С 04 В35/52, В22D
3/02, опубл., 1980г.). Указанная углеродистая масса содержит не менее 70%обожженных отходов графитовых блоков, из которых 30% составляют фракция от 0,25 до 10мм. и 60% тонкий помол от 0 до 0,25мм, вяжущее-
твердый пек-8%, а также до 13% пластификатора, состоящего из мелассы или водного раствора глюкозы, влажностью не более 20%. Масса используется фирмой “CEPC”. К причинам, препятствующим достижению высоких результатов при использовании известной массы, относятся:
- масса наиболее пригодна для блоков с повышенным содержанием графита и не подходит к углеродистым блокам из-за отличия в составе;
- обожженные отходы отечественного производства, характеризуются не только высокой неоднородностью качественного состава, но и повышенной упругостью и усадкой в процессе термообработки. Следовательно, массы изготовленные на указанном сырье , могут отличаться нестабильностью физико-механических свойств при эксплуатации.
Известна холоднонабивная масса с малым коэффициентом линейного расширения, состоящая из 90% прокаленного антрацита, 10% вяжущего, полученного путем пластификации каменноугольного пека с температурой размягчения 80-900С с добавлением жидкой смеси нафталина и метилнафталина (масса разработана фирмой Алюминиа-Италия). Холоднонабивная масса характеризуется низкой пористостью-17%, высокой механической прочностью на сжатие-250кг/см2 и линейным расширением при нагреве до 0,1%. Однако по этой массе отсутствует информация о качестве применяемого сырья, гранулометрических характеристиках шихты наполнителя.
Разработанная в России холоднонабивная масса (Патент РФ- № 1836496 , кл. С 25 С3/06, 1992г.), наиболее близка по свойствам к итальянской. Масса состоит из 13-15% вяжущего и 85-87% углеродного наполнителя - термоантрацита с содержанием фюзинолитов не менее 50%. Максимальный размер частиц термоантрацита 15мм, удельная поверхность шихты наполнителя 100-150м2/кг. Вяжущее представляет собой смесь каменноугольного пека с температурой размягчения 85-900С и поглотительного масла. Известная масса имеет объёмную плотность 1430-1460 кг/м3,механическую прочность при сжатии45-50Мпа,пористость 16-19%, расширение при обжиге 2,6-3,6%.
Однако срок хранения указанной массы низкий и составляет 3 месяца , что явно недостаточно в случаях подготовки к ремонтам и её временном хранении на складе. Это связано с низким содержанием вяжущего в массе, что приводит к неполному смачиванию углеродного наполнителя вяжущим при смешивании компонентов, следовательно, способствует быстрому высыханию и потере пластичности при хранении. Максимальный эффект достигается только при использовании свежеприготовленной массы, что затрудняет её использование в случае предремонтного хранения при изготовлении на специализированном предприятии. Основным препятствием к широкому использованию массы является также привязанность к одному типу сырья- антрацитам фюзинитового литотипа. На антрацитах другого типа получается масса с низкими показателями.
Холоднонабивная углеродистая масса представляет собой смесь полидисперсного углеродного наполнителя с жидким вяжущим, которая используется при комнатной температуре. Так как каждая фракция наполнителя готовится отдельно и также является полидисперсной, особенно тонкий помол с размером частиц 0-0,5мм, существует высокая степень вероятности неравномерного распределения крупных частиц среди мелких при смешивании компонентов. Кроме того, в процессе измельчения частиц происходит повышение их поверхностной энергии, что приводит к агрегированию мелких частиц в крупные и мелкие агрегаты, которые в последующем не смешиваются с вяжущим, образуя непромеси в массе. Активная рабочая поверхность углеродного наполнителя создается при измельчении, но на воздухе активные центры адсорбируют кислород и теряют способность смачиваться и взаимодействовать с вяжущим. Поэтому для оптимизации компонентов массы требуется очистка поверхности, а также разрушение агрегатов мелкодисперсного углерода.
Наиболее близкой к устранению указанных недостатков является холоднонабивная углеродистая масса (патент РФ № 2155305 2000г.F27, C04B35/52, С25С3/08). Задачей настоящего изобретения является повышение смачиваемости наполнителя вяжущим при смешивании массы, повышение
эксплуатационных характеристик и срока пригодности до 6 и более месяцев. Указанный технический результат при осуществлении изобретения достигается тем, что холоднонабивная масса, включающае термообработанный антрацит, углеродное вяжущее, дополнительно содержит пластификатор и специальную добавку при следующем соотношении компонентов по массе %:
- термообработанный антрацит- 74-89
- жидкое углеродное вяжущее - 10-16
- пластификатор - 0,4-3,4
- специальную добавку - 0,6-6,6
В качестве пластификатора холоднонабивная углеродистая масса содержит многоатомные спирты жирного ряда (полигликоли), например диэтиленгликоль. В качестве специальной добавки масса содержит боросодержащий компонент – борную кислоту (Н3ВО3),оксид бора (В2О3), карбид бора(В4С) или буру.
Применение в заявленной массе добавок, осуществляющих пластифицирующий и специальные эффекты, по мнению авторов, обеспечивает достижение нового эффекта - повышение смачиваемости наполнителя вяжущим при смешивании, повышение пластичности, объемной плотности и требуемого объемного расширения при рабочих температурах. Выбор пластификатора обусловлен реализацией необходимо-допустимой степени взаимодействия между компонентами без увеличения количества вяжущего в массе. Экспериментально установлено, что пластифицирующий эффект в присутствии многоатомных кислот жирного ряда, характеризуется увеличением пластичности (формуемости) массы в холодном виде при неизменном количестве вяжущего. Так как поверхность углеродного наполнителя характеризуется наличием лиофильных и лиофобных участков, добавки, содержащие активные функциональные группы разной полярности (-ОН,-SО3Н,>С=0), граничащие с неполярными
радикалами, легко взаимодействуют с активными центрами на углеродной поверхности, повышая смачиваемость углеродной поверхности каменноугольным вяжущим. Наличие групп ( ОН) в добавках способствует образованию меж- и внутримолекулярных водородных связей, а также связей с ароматическими составляющими каменноугольного вяжущего[17,19]. Таким образом, роль указанных пластификаторов сводится к снижению сцепления между частицами мелкодисперсной фракции углеродного наполнителя (разбиваются агрегаты), резкому повышению смачиваемости углеродной поверхности и проникновению вяжущего в микротрещины на поверхности углеродных частиц. Полигликоли снижают поверхностное натяжение на границе углерод-вяжущее, обеспечивая однородность массы и её уплотняемость при набойке.
В качестве специальной добавки в углеродистую шихту наполнителя вводятся боросодержащие соединения – оксид бора(В2О3), или борную кислоту (Н3ВО4), или буру- природные натриевые соли кислот бора. При перемешивании компонентов шихты указанные добавки распределяются среди углеродной составляющей наполнителя. Наличие в углеродистой массе спекающих добавок, оксидов , кислот или солей кислот бора препятствует проникновению расплава металла в набивную массу. Экспериментально установлено, что содержание 0,4-3,4% пластификатора обеспечивает активизацию поверхности, жизнеспособность в течение 6 месяцев и уплотняемость в холодном состоянии, а 0,6-6,6% специальной добавки обеспечивает полноту химического взаимодействия компонентов массы при 900-10000С. Недостаток пластификатора, по мнению авторов, (менее 0,4%) приводит к частичному разрушению агрегатов и частичному смачиванию углеродной поверхности из-за неравномерности распределения вяжущего в массе, что снижает жизнеспособность и пластичность массы. Избыток пластификатора (более 3,4%) приводит к образованию на углеродной поверхности избытка адсорбированной добавки, в результате частицы наполнителя изолируются от вяжущего. В этом случае пластификатор играет роль смазки на границе зерен. Такие массы плохо уплотняются – “плывут” при уплотнении. Что касается специальной добавки, то её количество подбирается конкретно для каждого состава смеси.
Известна также набивная углеродистая масса (Европейский патент ЕР- 0831075 А2, 1993г. Кл. С 04В 35/528, С25С 3/08), состоящая из одного или нескольких углеродных компонентов наполнителя (графит, термоантрацит), вяжущего ( смола, пек или каменноугольные масла) и твердых порошкообразных антиокислительных добавок (например алюминий, нитрид бора).
Применение в холоднонабивной углеродистой массе жидкого углеродного вяжущего, содержащего антиокислительную добавку, обеспечивает, по заявлению авторов, достижение нового эффекта - повышение пластичности холоднонабивной массы, стойкости к окислению. Применение антиокислительной добавки обусловлено допустимой степенью взаимодействия между компонентами вяжущего без резкого изменения количественного состава компонентов массы.
Жидкое углеродное вяжущее следующего состава в % по массе:
- каменноугольный пек 53,3-61,7
- поглотительное масло 37,8-43,7
- антиокислительная добавка 0,5- 3,0
Указанное количество антиокислительной добавки в жидком вяжущем является оптимальным и обусловлено требованиями к холоднонабивной массе. Экспериментально установлено, что максимальный эффект стойкости холоднонабивной массы к окислению достигается при введении антиокислительной добавки в жидкое углеродное вяжущее.
После изучения составов разработанных и предлагаемых холоднонабивных углеродистых масс, можно сделать вывод:
Выводы:
- Основными наполнителями служат термоантрацит или графит.
- Углеродными вяжущими могут быть каменноугольные смолы или масла. Вяжущее не должно иметь высокую динамическую вязкость (не более 0,35-0,4 Па/сек). Вяжущее с высокой вязкостью, плохо распределяется в наполнителе, в результате смешивания образуются непромесы. Количество вяжущего должно быть столько , чтобы обеспечить обволакивание всех зерен наполнителя.
- Жидкое углеродное вяжущее готовится путем смешивания расплавленного каменноугольного пека (низкотемпературного или высокотемпературного) с маслами – в основном антраценовым или поглотительным.
- В состав смеси для приготовления массы необходимо вводить пластификатор, количество которого подбирается опытным путем. В качестве пластификаторов используются многоатомные кислоты жирного ряда – полигликоли.
- В состав смеси вводят специальные добавки- алюминий или борсодержащие соединения, которые являются антиоксидантами и повышают пластичность масс. Специальные добавки рекомендуют вводить в жидкое углеродное вяжущее.
- Масла для жидкого углеродного вяжущего предварительно нагревают до 500С, смешивают с тонкомолотым пеком или другим углеродным наполнителем, специальными добавками до требуемой динамической вязкости (обычно 0,3-0,5 Па/сек) и подают в смесь.
3.2 Разработка состава холоднонабивной углеродистой массы.
Для разработки состава холоднонабивной углеродистой массы применялись следующие материалы:
- Термоантрацит литейный ТУ-14-6- 50-87 имеющий повышенный коэффициент теплопроводности после термообработки. Истинной плотности - 1,76 г/см3, массовой долей золы-3,2%
- Технический углерод (сажа) Кременчугского завода марки К- 354 ГОСТ-7885- 86 с удельной поверхностью 90- 100 м2/г , применяемую для конструкционных материалов повышенной термостойкостью.
- Антраценовое масло ТУ-2457-191-00190437 плотностью при 200С 1.1-1,15 г/см3, динамической вязкостью -0,0065 Па/сек.
- Поглотительное масло ТУ 14-107-148, плотностью при 200С 1,045-1,06г/см3
динамической вязкостью -0,0058 Па/сек.
- Пластификатор- дибутилфталат ГОСТ 8728-88 плотностью при200С
-1,045- 1,049 г/см3, динамической вязкостью 0,020-0,023 Па/сек.
- Углеродистая паста, предназначенная для заполнения тонких швов между углеродистыми блоками доменных печей (ТУ 48-12-27-94),динамической вязкостью около 1 Па/сек при 200С.
-Пек каменноугольный, с температурой размягчения 1500С,ГОСТ 1035-75, ГОСТ 9950-83, зольностью не более 0,4%.
- Порошок алюминия ПА 4, ГОСТ 60-58-73 с содержаниеvAl-98%, проход через сито 014-100%.
- Графит ГЭО-94, ГОСТ 17- 022-81, массовой долей С-94% ,зольностью 5%, среднезернистый, мелкозернистый с удельным весом 2,0-2,1 г/см3
Разработанная масса должна соответствовать требованиям ТУ 48-12-60-89, предъявляемым к холоднонабивной теплопроводной массе и иметь следующие показатели:
- Кажущая плотность в необожженном состоянии г/см3 - 1,58
- Прочность при сжатии, Мпа, не менее - 19,6
- Теплопроводность необожженной массы, Вт/м*К - 8-10
В результате многочисленных опытов были отобраны три состава удовлетворяющие всем требованиям ТУ.
|
Состав № 1 |
||
|
|
% по массе |
На 300 кг: |
|
Термоантрацит фр. 3- 1,0 мм. |
45 |
135 |
|
Термоантрацит фр. 1- 0,5мм |
10 |
45 |
|
Термоантрацит фр. 0,5-0мм |
5 |
15 |
|
Графит ГЭО-94 фр. 0,5- 0мм |
10 |
30 |
|
Технический углерод (сажа) |
10 |
30 |
|
Порошок алюминия ПА 4 |
3 |
9 |
|
Итого: |
83 |
249 |
|
Жидкое вяжущее : |
17 |
51 |
|
Всего |
100 |
300 |
|
Кажущая плотность массы г/см3: |
1,64 |
|
|
Предел прочности на сжатие Мпа |
21,6 |
|
|
Теплопроводность необожженной массы Вт/м*К |
10,3 |
|
Порошок алюминия предварительно вводился в жидкое углеродистое вяжущее и тщательно перемешивался в нём 10 минут.
Технический углерод (сажа) широко используется в производстве углеграфитовых изделий с повышенными термомеханическими свойствами. В нашем составе технический углерод вводится для придания пластичности и повышения электрофизических свойств массы.
Приготовление массы ведут следующим образом: в смеситель подают сухие наполнители в количестве 50% и сухую смесь перемешивают в течение 20 минут. После, постепенно подается 50% жидкого вяжущего. Смесь перемешивают в течении 20 минут. Затем подаются остальные 50% сухих наполнителей, смесь перемешивается 20 минут. Оставшиеся 50% жидкого вяжущего постепенно подают в смеситель после тщательного перемешивания всех сухих компонентов. Вся смесь перемешивается ещё 30 минут для достижения однородности состава. Вяжущее, в отличие от известных технологий, подаётся без предварительного подогрева с температурой 200С.
Испытания массы проводится в соответствии принятыми методами контроля качества углеродных футеровочных материалов. Для этого готовились образцы прессованием в холодную матрицу:
- температура массы комнатная;
- температура пресс-формы комнатная;
- давление прессования( 19,6+ 2,0)Мпа;
- время подпрессовки 120+5с.
Для определения кажущейся плотности необожженной массы изготавливались образцы диаметром 60мм , высотой 60мм.
Определение теплопроводности проводились в ЦЗЛ комбината им. Ильича.
|
Состав № 2 |
||
|
|
% по массе |
На 300 кг: |
|
Графит ГЭО-94 фр. 3- 1,5мм. |
40 |
120 |
|
Графит ГЭО-94 фр. 1,6- 0,5мм. |
20 |
60 |
|
Графит ГЭО-94 фр. 0,5- 0мм. |
20 |
60 |
|
Технический углерод (сажа) |
7 |
21 |
|
Порошок алюминия ПА 4 |
4 |
12 |
|
Итого: |
91 |
273 |
|
Жидкое вяжущее : |
|
|
|
Дибутилфталат |
1,5 |
4,5 |
|
Поглотительное масло с динамической вязкостью 0,0058 Па/сек при 200 С |
7,5 |
22,5 |
|
Всего |
100 |
300 |
|
Кажущая плотность массы г/см3: |
1,85 |
|
|
Предел прочности на сжатие Мпа |
22,3 |
|
|
Теплопроводность необожженной массы Вт/м*К |
11,9 |
|
|
Состав № 3 |
||
|
|
% по массе |
На 300 кг: |
|
Термоантрацит фр. 3-1,5мм |
40 |
120 |
|
Термоантрацит фр. 1,5-0,5мм |
20 |
60 |
|
Термоантрацит фр. 0,5- 0мм |
10 |
30 |
|
Графит ГЭО 94 фр. 0,5- 0мм |
10 |
30 |
|
Технический углерод |
7 |
21 |
|
Порошок алюминия ПА 4 |
4 |
12 |
|
Итого: |
91 |
273 |
|
Жидкое вяжущее : |
|
|
|
Дибутилфталат |
1,5 |
4,5 |
|
Поглотительное масло с динамической вязкостью 0,0058 Па/сек при 200 С |
7,5 |
22,5 |
|
Всего |
100 |
300 |
|
Кажущая плотность массы г/см3: |
1,6 |
|
|
Предел прочности на сжатие Мпа |
21,7 |
|
|
Теплопроводность необожженной массы Вт/м*К |
10,6 |
|
Отличительной особенностью приготовления массы составов №2 и №3 является то, что в начале смешиваются порции сухих смесей (по 50%) с пластификатором- дибутилфтолатом и только после тщательного перемешивания всей сухой смеси с пластификатором в течение 20 мин., подаётся жидкое вяжущее – смесь поглотительного масла с алюминием. Вся смесь перемешивается ещё 30 минут, как и смесь №1.
Графит в составы смесей №1 и №3 вводится для повышения теплофизических свойств массы. Количество жидкого вяжущего в смеси регулируется в зависимости от её уплотняемости, которая проверяется при каждом замесе. Масса после приготовления засыпается в полиэтиленовые мешки, которые обязательно запаиваются и помещаются в закрывающиеся бочки массой по 20-30 кг.
Согласно проведенным наблюдениям, после 180 дней, масса не потеряла своих пластических свойств.
По согласованию с комбинатом им. Ильича г. Мариуполь , масса состава №3 в количестве 30 тн. была передана цеху Домнаремонт.
3.3 Выводы.
1. Разработаны составы холоднонабивной углеродистой массы, для забивки зазоров термического расширения углеродистых ,графитовых и муллитокорундовых блоков футеровки доменных печей, в соответствии с требованиями ТУ 48- 12- 60-89.
2. Жидким углеродистым вяжущим может быть антраценовое или поглотительное масло с температурой 200С , без последующего подогрева перед смешиванием. В масла предварительно вводятся и смешиваются специальные добавки - порошок алюминия или борсодержащий компонент.
3. Жидкое углеродистое вяжущее не обязательно должно состоять из смеси каменноугольного пека и одного из каменноугольных масел, которые смешиваются в разогретом до 50-800С состоянии.
4. Теплопроводность массы регулируется добавкой графита, в случае использования в качестве основного наполнителя - термоантрацита.
5. Добавка технического углерода 7-10% значительно повышает способность массы уплотняться при забивке зазоров.
6. В качестве вяжущего можно применять углеродистую пасту, предварительно разбавив ее антраценовым или поглотительным маслом до требуемой динамической вязкости 0,40- 0,55 Па/сек. ( состав №1).
7. Приготовленная масса, для повышения живучести, должна обязательно упаковываться в герметичную тару.
Раздел 4. Изготовление безобжиговых муллитокорундовых стопорных трубок для продувки стали в ковше инертным газом.
4.1 Постановка задачи, разработка состава, технология изготовления.
Приоритетное направление развития сталеплавильного производства высококачественного металла, предусматривающее создание и применение прогрессивных методов внепечной обработки стали в ковше путем продувки инертными газами , определило актуальность разработки новых высокоэффективных огнеупоров.
Специфические условия службы огнеупоров данного назначения заключаются в воздействии высоких температур, термодинамических нагрузок, химического взаимодействия расплавленного металла и шлака. Эти факторы определили выбор на муллитокорундовые огнеупоры.
При продувке металла в ковше аргоном с подачей сверху, через ложный стопор (рис. 4.1), происходит интенсивное перемешивание металла, его усреднение. Газы, растворенные в металле, переходят в пузыри и вместе с ними удаляются в атмосферу. Кроме всего, происходит усреднение состава металла в ковше и частичная десульфурация, при наличии шлаковой корки.
Интенсивное перемещение металла вдоль поверхности стопора и высокая температура приводят к интенсивному износу поверхности трубок стопора, выполненных из выпускаемых промышленностью огнеупоров МЛС-62 и МКФ-74, до 15-20 мм за одну продувку, что исключает их повторное использование.
Рис. 4.1 Схема ложного стопора, применяемого на комбинате “Азовсталь”, для продувки металла в ковше аргоном.
Практикой установлено, что структура огнеупорного изделия и технология его изготовления, предопределяют его дальнейшие эксплуатационные качества. Успешный опыт применения высокоуглеродистого композиционного вяжущего [1;50.] в шиберных плитах для разливки стали, позволил использовать синтетическое вяжущее на фенольных смолах новолачного типа при изготовлении безобжиговых стопорных трубок для продувки стали в ковше инертными газами применительно к условиям металлургического комбината “Азовсталь” г.Мариуполь.[8,34,43].
При разработке новой технологии изготовления стопорных трубок, была поставлена задача в создании композиционного вяжущего для муллитокорундового заполнителя, получение готового изделия и его испытание. Производство муллитокорундовых безобжиговых стопорных трубок, которые именовались МКСБ-74, производились в соответствии с техническими требованиями, согласованными с комбинатом “Азовсталь”- ТТ 232 -18-2002 (ТТ 304-17-2002) см.рис.4.2
В качестве исходных материалов для изготовления муллитокорундовых трубок использовались:
- васокоглиноземистый лом(отходы футеровки стекловаренных
печей- корвишит), с содержанием AL2O3 не менее 72%;
- пековый кокс - ГОСТ2669-81;
- порошок алюминия ПА 4 - ГОСТ 6058-73;
- смола фенольная новолачная, порошкообразная-
с уротропином СФП - 012А - ТУ 605-751 768-35-94;
- этилцеллозольв - ГОСТ 8313-88;
Согласно исследованиям [38,50] установлено, что любая добавка в составе огнеупора металлического алюминия, не столько ограничивает окисление углерода, сколько формирует при температурах выше 10000С трехмерный каркас AL- C- O и образует карбиды алюминия между зернами, повышая тем самым термостойкость и прочность [35] огнеупора.
Технология приготовления смеси и состав вяжущего, аналогичен технологии изготовления шиберных плит.
Состав шихты для приготовления муллитокорундовых стопорных трубок приведен в Таблице 4.1
Таблица 4.1
|
Компоненты |
% по массе |
На 300 кг: |
|
муллитокорундовый заполнитель |
|
|
|
фракции: |
|
|
|
2-0,5мм |
32 |
96 |
|
1-0,5мм |
12 |
36 |
|
0-0,5мм |
30 |
90 |
|
смесь совместного помола фр.006: |
|
|
|
муллитокорундовый порошок |
18 |
54 |
|
алюминиевый порошок ПА4 |
3 |
9 |
|
пековый кокс |
5 |
15 |
|
Итого: |
100 |
300 |
|
сверх 100% в шихту вводится: |
|
|
|
смола СФП 012А |
5 |
15 |
|
затворитель- этилцеллозольв |
1,5-1,8 |
5,4 |
|
Всего |
|
320,4 |
Чертеж стопорной трубки показан на рисунке 4.2
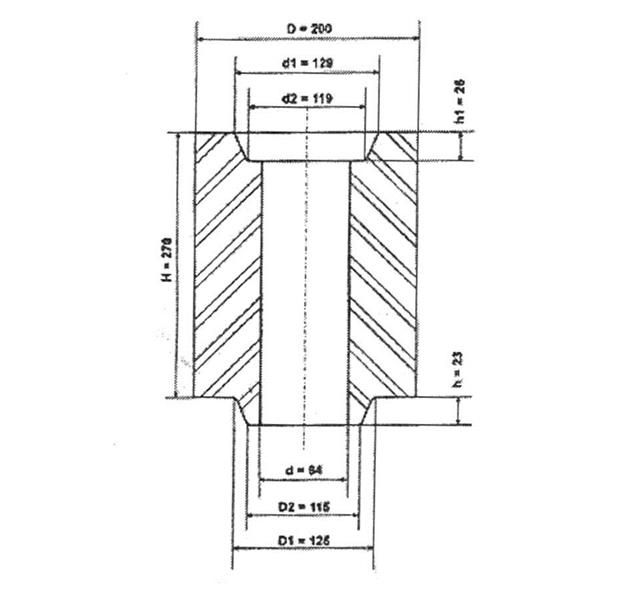
Рис.4.2 Стопорная трубка для продувки металла в ковше.
|
Порядок смешивания смеси: |
Время |
|
загружаются 50% сухих компонентов, перемешивание |
10 мин |
|
заливается 70% затворителя- этилцеллозольв, перемешивание |
7 мин |
|
засыпается 70% смеси совместного помола, перемешивание |
10 мин |
|
засыпаются остальные 50% сухих компонентов и 30% смеси совместного помола, перемешивание |
10 мин |
|
доливаются оставшиеся 30% затворителя- этилцеллозольва перемешивание всей смеси |
15 мин |
|
Итого : |
52 мин |
Порядок смешивания компонентов смеси подобран опытным путем. При такой последовательности достигается более высокая однородность смеси и физико-механические свойства изделий. Смесь совместного помола готовится в вибромельнице, длительность помола составляет около одного часа. Компоненты смеси должны измельчаться до фракции 0,063мм.
Смешивание рекомендуется проводить в гравитационном смесителе.
4.2 Режим термообработки.
Термообработка трубок после прессования проводится в обязательном порядке с целью полимеризации смолы вяжущего и получения требуемых механических показателей.
Термообработка проводится в сушилах , обеспечивающих температуру нагрева до 250-3000С и способные удерживать её длительное время- на весь цикл термообработки в соответствие с установленным режимом.
Режим термообработки стопорных трубок следующий:
- нагрев до 700С - 10час.
- нагрев от 70 до 1000С - 4час.
- нагрев от 100 до 1700С - 7час.
- выдержка при 1700С - 4час.
- охлаждение до 200С - 12час.
Итого: - 37час.
После термообработки трубки тщательно осматриваются и отбраковываются при наличии трещин и сколов. Далее трубки, прошедшие контроль, пропитываются в вакуум камере специальным раствором с целью снижения пористости и науглероживания структуры изделия.
Состав раствора в процентах по массе:
- этилцеллозольв - 70
- смола СФП-012А - 20
- технический углерод (сажа) - 10
- динамическая вязкость раствора - 150-180мПа/сек
4.3 Режим пропитки.
Пропитка проводится в специальных камерах , в которых насосами создается разряжение до 0,12-0,15ати, после в камеру закачивается пропиточный раствор.
Режим пропитки в часах:
- создание вакуума в камере - 1
- насыщение изделия пропиточным раствором - 1
- выдержка в пропиточном растворе - 24
- извлечение и сушка - 5
Итого: - 31час.
Вторая термообработка.
Вторая термообработка проводится для полимеризации смолы пропиточного раствора и дальнейшего упрочнения изделия.
Режим термообработки:
- нагрев до 700С - 10час.
- нагрев от 70 до 1000С - 4час.
- нагрев от 100 до 1700С - 4час.
- выдержка при 1700С - 4час.
- охлаждение - 12час.
Итого: - 34час.
Контрольная проверка показателей проводилась в УкрНИИо им. Бережного А.С. г. Харьков при участии Федорук Р.М.
Стопорные трубки МКСБ-74 в собранном стопоре показаны на рис.4.3

Рисунок 4.3 Стопор для продувки стали в ковше аргоном из трубок МКСБ-74 в сборе.
Основные физико-технические свойства трубок приведены в таблице 4.2
|
Показатели |
безобжиговые |
обжиговые |
|
трубки МКСБ-74 |
трубки МКФ-74 |
|
|
Массовая доля AL2O3 % |
74 |
74 |
|
Массовая доля Fe2O3 % |
1,1 |
1,1-1,2 |
|
Потери при прокаливании % |
4,17 |
- |
|
Дополнительная линейная |
|
|
|
усадка при прокаливании 16000С |
0,10 верх |
0,24 верх |
|
% |
0,11 низ |
0,20 низ |
|
Температура начала деформации |
|
|
|
под нагрузкой 0.2МПа 0С |
>1620 |
1450 |
|
Открытая пористость % |
12-14 |
22-23 |
|
Кажущаяся плотность г/см3 |
2,64 |
2,2-2,3 |
|
Предел прочности на сжатие Мпа |
70-80 |
55-60 |
|
Теплосмены 13000С+вода |
6-7 |
2 |
Испытания проводились в конвертерном цехе комбината Азовсталь г. Мариуполь. Опытная партия фурм (стопоров) использовалась для продувки металла аргоном с одновременным вводом в ковш порошкообразного силикакальция на всем сортаменте сталей, выплавляемых цехом в данный период (смотрите акт испытаний от 05.11.2002г.).
Всего на комбинат было поставлено 11.3тн. стопорных трубок марки МКСБ-74. Подготовку фурм для продувки металла аргоном на УДМ производили согласно ТУК 232-248-2002. Температура металла в ковше после усреднительной продувки находилась в пределах от 1600до 1635 0С. Средняя стойкость опытных фурм составила 3 плавки (42мин-при средней продолжительности обработки одной плавки аргоном и силикакальцием 14 мин). Минимальная-2.5 плавки, максимальная - 4 плавки. Максимальный износ стопорных трубок в районе шлакового пояса составил 5 мм (10% от начальной толщины трубок). Для сравнения, при использовании муллитовых трубок марки МЛС-62, максимальный износ на штрипсовом металле за 1.5 плавки составляет 25мм (50% от начальной толщины стенки трубки), а при использовании трубок марки МКФ-74 – 20мм(40% от начальной толщины). То есть, при прочих равных условиях эксплуатации, максимальный износ за плавку стопорных трубок марки МКСБ-74 составляет 1.25мм, марки МЛС-62 -16.7мм и марки МКФ-74 – 10мм. Высокие эксплуатационные свойства стопорных трубок марки МКСБ-74 обеспечиваются химико-минералогическим составом изделий, применяемым композиционным углеродистым вяжущим и технологией изготовления, включающую пропитку изделия углеродистым раствором.
4.5 Выводы.
1. Новое композиционное высокоуглеродистое вяжущее[1] на основе фенольной смолы новолачного типа СФП-012А , позволило получить муллитокорундовые стопорные трубки с новыми повышенными физико-механическими и эксплуатационными свойствами. Содержание AL2O3 74%.
2. Применение обязательной пропитки трубок специальным высокоуглеродистым раствором с последующей термообработкой способствует снижению пористости до 12-14%, упрочнению изделия и повышению термостойкости до 6 теплосмен(1300 0С+вода).
3. Безобжиговая технология изготовления трубок позволяет значительно экономить энергоресурсы и удешевлять продукцию.
4.6 Акт промышленного испытания.
5. Список используемой литературы.
1. Чеченев В.А., Чистяков В.Г., Черняк Р.М., и др. Патент Украины №589062 А, МПК: СО4В35/035.
2. Очагова И.Г. Периклазоуглеродистые огнеупоры : Обзор. Информ. (Черная металлургия. Огнеупорное производство). Инт. ”Черметинформация” – 1985- Вып.1.
3. Очагова И.Г. Совершенствование углеродсодержащих огнеупоров для футеровки кислородных конвертеров в Японии (реферат)// Огнеупоры. 1987. № 8. С.59-62.
4. Симонов К.В., Коптелов В.Н., Бурдина Г.В., Сакк В.И. Влияние антиокислительных добавок на свойства периклазоуглеродистых огнеупоров на нетоксичной связке // Огнеупоры. 1989. №10 С.32-34.
5. Hiroyuki Sugimota, Yukinobu Kurashina. Trends of Refractorie for BOF // Shinagawa Technical Report. 1997. V. 40. P.51-62.
6. Тада Х., Намура О., Нисио Х. Влияние алюминия на уплотнение структуры магнезиально-углеродистых огнеупорных изделий // Тайкабуцу. 1995. Т.47. №2. С.60-65.
7. Носов С.К., Бодяев Ю.А., Кунгурцев В.Н. и др. Совершенствование технологии эксплуатации периклазоуглеродистых футеровок конвертеров // Сталь. 1997. №5 С.24-26.
8. Вейбел Г., Барта П., Валдхамс Г. Свойства и применение огнеупорных изделий на полимерной углеродистой связке // Черная металлургия России и стран СНГ в ХХI веке: Т2 – М: Металлургия, 1994.- С.295-304.
9. Miyagawa S., Yokoi M., Mastuo F. The Refractories for Castiron Ladels // Ceram. Ing. and Sci. Proc.- 1986- V.7- P.58-74.
10. Поляк Б.И., Власов А.С., Корчагина О.А. Связующие в технологии из карбида кремния // Тр. ин-та / МХТИ им. Д.И.Менделеева.- 1985.- Вып. 137.-С.141-146.
11. Unified Int. Techn. Conf. on Refractories “ UNITECR , 91”- Proc.- Aachen, 1991/- P.73-75.
12. Графит как высокотемпературный материал. – М.: Мир, 1964. – 424с.
13. Балкевич В.Л. Техническая керамика. – М.: Стройиздат,1984. – 256с.
14. Огнеупорные изделия, материалы и сырье : Справочник. – М: Металлургия, 1991. – 416с.
15. Кононов В.А. Состояние и перспективы развития огнеупорной промышленности // Черная металлургия. – 1992. – Вып.2.-С.3-16.
16. Химическая энциклопедия : Т.3. – М.: Большая Российская энциклопедия, 1992. – 639с.
17. Семченко Г.Д. Физико-химические процессы, происходящие при нагревании пека и его смесей с этилсиликатом // Огнеупоры.- 1997. №4.- С.14 – 18.
18. Чудаков М.И. Промышленное использование лигнина. – М.: Лесная промышленность, 1983. – 200 с.
19. Использование лигносульфонатов в качестве связки при производстве огнеупоров / В.П.Недоствитский, Г.И.Антонов, М.А.Виноградова, Л.К. Димакова // Огнеупоры. – 1994. - №5. – С.7-11.
20. Кноп А., Швейб В., Фенольные смолы и материалы на их основе. – М.: Химия, 1983. – 228с.
21. Keram. Zeit. – 1988. – V.40. - № 12. – S.964 – 965.
22. Zoglmeyr G. Technical and Enviromental Aspects of the Use of Phenolic Resins in Modern – Day Refractories // Interceram. – 1993. – V.42. - №3 – P.145-149.
23. Chem and Chem. Technol. – 1987. – V.40. – P.309 – 311.
24. Oxidation mechanism of C in MgO – C refractory bricks / S.K. Sadrnezhaad, S. Mahshid, B. Hashemi (et al. )// J.Europ. Ceram. Soc. – 2006. – Vol.89, №4. – P. 1308-1316.
25. Кащеев И.Д. Взаимодействие алюминия с компонентами периклазоуглеродистых изделий \ И.Д. Кащеев, Л.В. Серова \\ Новые огнеупоры. – 2006.- № 4. – С.118-120.
26. Hiroyuki S. Trends of refractories for BOF / S. Hiroyuki, K. Yukinobu // Shinagawa technical report. – 1997. – Vol.40.- P. 51-62.
27. Тада Х. Влияния алюминия на уплотнения структуры магнезиально-углеродистых огнеупорных изделий \ Х.Тада, О. Номура, Х. Нисио \\ Тайкабуцу. – 1995. – Т.2, №2. – С.60 -65.
28. Хрущев М.С. Термодинамическая исследование системы Al-O-C при высоких температурах \ М.С. Хрущев \\ Изв. АН СССР. Металлы. – 1969.- № 6. – С.46 – 49.
29. Электроплавка алюмосиликатов \ ( М.И. Гасик, Б.Н. Емлин, Н.С. Климкович, С.И. Хитрик ). – М.: Металлургия, 1971. – 304с.
30. Кайнарский И.С. Огнеупоры для службы в восстановительных средах \ И.С. Кайнарский, Э.В. Дегтярева, И.И. Кабакова \\ Черметинформация. Серия 11. Огнеупорное производство. – 1970. - № 2. – С.16.
31. Филиненко Н.Е. Об оксикарбидах алюминия \ Н.Е. Филиненко, И.В. Лавров, С.В. Андреев \\ ДАН СССР. – 1959. – Т.124, № 1. – С.155-158.
32. Водопьянов А.Г. О кинетике и механизме взаимодействия окиси алюминия с углеродом \ А.Г. Водопьянов, А.В.Серебряков, Г.Н. Кожевникова \\ Изв. АН. СССР. Металлы. – 1982. - № 1. –С.43-47.
33. Изготовление периклазоуглеродистых огнеупоров с антиоксидантом и испытание их в футеровке 370 – т конвертера. Л.М. Аксельрод, О.В. Квятковский. Огнеупоры и техническая керамика. - № 5. – 1999. – С.45 – 48.
34. Высокоуглеродистые связующие в технологии огнеупорных изделий и коррозионно-стойкой керамики. Е.В. Кривокорытов, А.Г. Гурьев, Б.И.Поляк. Стекло и керамика. 1998. № 5. С.12 – 15.
35. Г.Д. Семченко, В.В. Повщук. и др. Термодинамические исследования системы Mg – O – C – Al. Сборник научных трудов ПАО « УкрНИИо» им. А.С. Бережного. – 2012. - №112. – С.112-124.
36. Патент США 5182347. Ускорители твердения магнезиальных огнеупоров.
37. Патент США 6288001 В1. Графитсодержащий огнеупорный материал для монолитной футеровки.
38. Патент США 6103651. Керамико-металлический композитный материал высокой плотности с улучшенными механическими свойствами.
39. Патент США 4918116. Огнеупорные формуемые материалы.
40. Патент США 5002908. Формованные огнеупоры на смоляной связке и способов их получения.
41. Патент США 6046252. Отвердители для фенольных смол – новолаков.
42. Перевод европейского патента ЕР 0 810 188 В 1 DE 696 09 816T2. ФРГ. Патентное ведомство ФРГ.
43. Кащеев И.Д. Оксидно-углеродистые огнеупоры. Изд.2001г.
44. Сборник научных трудов УкрНИИо им .А.С. Бережного 2001г. №3
№ 8 с.16-18, с.24-27.
45. Amer. Ceram. Soc. Bul. – 1997. – V.76. - № 7. – Р. 95 – 100.
46. Riesz C., Susman S. The Sinthetic Binders for Proceeding Cokegraphite Materials \\ Proceeding 4th Conference Carbon. – 1960. – P.609 – 623.
47. Внедрение нового состава торкрет-массы для футеровки сталевыпускных желобов. К.К. Онода, В.М. Галушка, журнал “ Cталь “ № 10 – 2003.
48. Патент России RU ( 11 ) 2189955 ( 13 ) C2 ( 51 ) МПК 7 С04В35\528, С04В35\66, Франценюк Л.И., Асташова Р.В., Коняхин А.В.
49. Основные монолитные огнеупорные массы. Патент США 5204298.
50. Чеченев В.А. и др. Бикерамические безобжиговые шиберные плиты на высокоуглеродистом синтетическом вяжущем для разливки стали. Металлургическая и горнорудная промышленность.2004г.№1 с.63-66.
В.А. Чеченев
Г. Днепропетровск 2015г.