В.А.Чеченев
КРУПНОГАБАРИТНЫЕ
ОХЛАЖДАЕМЫЕ МОДУЛИ ШАХТ
ДОМЕННЫХ ПЕЧЕЙ
(КОНСТРУКЦИЯ, ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА, СТОЙКОСТЬ КОЖУХОВ)
Днепропетровск, 2011г.
УДК 669.162.21
В.А. Чеченев, д.т.н. Крупногабаритные охлаждаемые модули шахт доменных печей (конструкция, технология изготовления и монтажа, стойкость кожухов). Днепропетровск: Барвикс, 2011г. - 000с. На русском языке
Приведена новая конструкция шахт доменных печей с использованием крупногабаритных охлаждаемых модулей, технология их производства и монтажа на доменных печах. Анализируется напряженно-деформированное состояние кожуха шахт новой конструкции, условия повышения его стойкости и увеличения межремонтного периода в работе доменных печей.
Книга предназначена для инженеров и научных работников металлургических предприятий, проектных и научно-исследовательских организаций, которые работают в металлургической отрасли, а также для преподавателей, аспирантов и студентов высших учебных заведений металлургического профиля.
\
Печатается по авторской редакции на правах рукописи
Рецензенты: А.Д. Учитель, доктор технических наук, профессор
В.П. Иващенко, доктор технических наук, профессор
ISВN 978-617-627-022-5 «Барвикс», 2011г.
ОТ АВТОРА
В этой книге изложены материалы моей докторской диссертации по теме «Крупногабаритные охлаждаемые модули шахт доменных печей».
Идея создания новой конструкции шахты доменной печи в виде охлаждаемыхмодулей возникла в 1980 году. Уже в 1982 году были изготовлены два опытных охлаждаемых модуля и установлены на доменной печи №2, объемом 1033 м3, Мариупольского Металлургического Комбината им. Ильича (г. Мариуполь), каждая размером по высоте равной охлаждаемой зоны шахты и по ширине равной 1/8 периметра шахты по маратору. Надежная эксплуатация модулей в процессе работы доменной печи №2, послужила поводом к тому, что в 1986 году охлаждаемая зона шахты доменной печи №4, объемом 2000 м3, была полностью выполнена из охлаждаемых модулей. В течение последующих 7 лет, на капитальных ремонтах, охлаждаемые модули были установлены на всех пяти доменных печах ММК им. Ильича. За 25 лет эксплуатации в доменных печах выплавлено более 100 млн. тонн чугуна. На ДМК им. Дзержинского (г. Днепродзержинск) шахта доменной печи №11, объемом 1386 м3, выполненная из охлаждаемых модулей (охлаждение водой из реки Днепр) находилась в эксплуатации 18 лет с 1988 года.
За время эксплуатации было установлено, что в отличие от плитовых холодильников, на трубах охлаждения модулей по всей поверхности образуется устойчивый слой гарнисажа толщиной 150-200мм., который автоматически «намораэюивается» на поверхности труб охлаоюдения, и величина его за весь период эксплуатации остается практически неизменной. Жаростойкий бетон остается только между трубами охлаждения и кожухом печи. Слой гарнисажа и бетона надежно защищает как трубы охлаждения, так и кожух печи, и полностью заменяет огнеупорную футеровку. Новая конструкция шахты печи защищена авторским свидетельством СССР № 1370413 от 01.10.1987г. и патентом Украины Ш № 214336 от 25.04.1997г.
К освоению новой конструкции шахты печи привлекались специалисты ВНИИ Мехчермета, ГПИ "Днепропроектсталъконструкция", НМетАУ, трестов "Днепродомнаремонт" и "Донбассдомнаремонт", ММК им. Ильича, МК "Азовсталь", ДМК им. Дзержинского, за что автор выражает им глубокую признательность.
Особо автор благодарен заместителю министра черной металлургии УССР и СССР Плискановскому С.Т., который взял на себя ответственность за внедрение крупногабаритных охлаждаемых модулей на ММК им. Ильича и в дальнейшем способствовал их внедрению.
В случае возникновения вопросов по данной теме Вы можете обратиться ко мне по адресу 49054, Украина, г. Днепропетровск, ул. Тельмана, 35.
E-mail Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
С уважением Чеченев Владимир Андреевич
Чеченев Владимир Андреевич
Родился 17 января 1946 года в городе Артем Приморского края в семье рабочего. В 1950 году семья Чеченевых переехала на Украину в город Жданов (ныне Мариуполь) Донецкой области.
В 1961 году поступает в Ждановский металлургический техникум.
После окончания в 1965 году техникума, работает в Ждановском специализированном управлении № 2 треста «Донбассдомнаремонт».
В 1965 году поступает на вечернее отделение Ждановского металлургического института, по спегщальности «Оборудование и технология сварочного производства». В специализированном управлении № 2 он проходит путь от рядового сварщика до старшего инженера производственного отдела, прораба, старшего прораба. В 1980 году назначен главным инженером этого специализированного управления.
В 1986 году, приказом министра черной металлургии Украины, его переводят в город Днепропетровск на должность главного инженера треста «Днепродомнаремонт».
В 1986 году Чеченев В.А. успешно заканчивает аспирантуру в Московском инженерно-строительном институте и защищает диссертацию кандидата технических наук.
За разработку и внедрение крупноблочных охлаждаемых модулей шахт доменных печей в 1993 году Чеченеву В. А. присуждена Государственная премия Украины.
В 2001 году он защищает диссертацию и ему присуждается ученая степень доктор технических наук.
На его счету более 30 научных работ, которые посвящены совершенствованию конструкций металлургических агрегатов. Он - заслуженный изобретатель и рационализатор, о чем свидетельствуют патенты, почетные грамоты и награды.
Чеченев В. А. является действительным членом Академии инженерных наук Украины по отделению «Материаловедение и металлургия».
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
РАЗДЕЛ 1. АНАЛИЗ ТЕХНИЧЕСКИХ РЕШЕНИЙ ПО УВЕЛИЧЕНИЮ СТОЙКОСТИ ШАХТ ДОМЕННЫХ ПЕЧЕЙ И ПУТИ ИХ СОВЕРШЕНСТВОВАНИЯ
РАЗДЕЛ 2. ОЦЕНКА ТЕРМОНАПРЯЖЕННОГО СОСТОЯНИЯ КОЖУХА КРУПНОГАБАРИТНЫХ ОХЛАЖДАЕМЫХ МОДУЛЕЙ ШАХТЫ ДОМЕННОЙ ПЕЧИ
2.1.Анализ термонапряженного состояния стенки шахты
2.2.Оценка влияния труб охлаждения на напряженно-деформированное состояние кожуха модулей
2.2.1. Деформации бетонной стенки в неравномерном температурном поле
2.2.2. Граничные условия
2.2.3. Метод расчета напряжений в бетонной стенке
2.2.4. Определение величины деформирования труб охлаждения
2.2.5. Расчетный метод определения смещений и усилий в кожухе
2.2.6. Условия совместной деформации кожуха и труб охлаждения
2.2.7. Результаты расчета термонапряженного состояния кожухашахт доменных печей
2.3.Тензометрические исследования состояния кожуха шахт доменныхпечей
2.3.1. Методика и аппаратурное обеспечение исследований
2.3.2. Результаты экспериментов и анализ напряжений в кожухе
2.4.Оценка напряженно-деформированного состояния кожуха при еголокальных перегревах
2.5. Выводы
РАЗДЕЛ 3. ИССЛЕДОВАНИЕ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ ТРУБ ОХЛАЖДЕНИЯ КРУПНОГАБАРИТНЫХМОДУЛЕЙ
3.1. Анализ влияния различных факторов на напряженное состояниетруб охлаждения
3.1.1. Оценка уровня напряжений в толстостенных трубах различной длины с защемленными выводами
3.1.2. Влияние разности температур "труба-кожух"
3.1.3. Влияние разнотолщинности стенки трубы и температурногоградиента в ней на величину напряжений
3.1.4. Напряженное состояние труб охлаждения опорного рядакрупногабаритных модулей
3.1.5. Напряженное состояние труб охлаждения в случае образования настылей
3.2. Экспериментальные исследования напряженно-деформированного состояния труб системы охлаждения
3.2.1. Методика исследования и аппаратура для тензометрирования
3.2.2. Напряжения в трубах охлаждения вблизи мест их жесткогозакрепления в кожухе модуля
3.2.3. Экспериментальная оценка уровня совместной деформациитруб охлаждения и кожуха модуля
3.3. Выводы
РАЗДЕЛ 4. КОНСТРУКТИВНЫЕ РЕШЕНИЯ ПО КОМПЕНСАЦИИТЕРМИЧЕСКОГО УДЛИНЕНИЯ ТРУБ ОХЛАЖДЕНИЯ КРУПНОГАБАРИТНЫХ МОДУЛЕЙ
4.1. Влияние дополнительного изгиба труб охлаждения на их термонапряженное состояние
4.2. Применение компенсаторов термического удлинения труб охлаждения в конструкции модуля
4.3. Оценка жесткости труб охлаждения в конструкции крупногабаритных охлаждаемых модулей шахт доменных печей
4.3.1. Канонические уравнения метода сил
4.3.2. Труба охлаждения с изгибом в одной плоскости
4.3.3. Труба охлаждения с изгибом в двух плоскостях
4.3.4. Жесткость и области упругого деформирования труб различной конфигурации
4.4. Выводы
РАЗДЕЛ 5. ОГНЕУПОРЫ КРУПНОГАБАРИТНЫХ МОДУЛЕЙ И ИХЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
5.1. Условия службы стандартных огнеупоров в шахте доменной печи
5.2. Материалы и методы исследования
5.3. Исследование прочностных свойств и фазового состава шамотногобетонадо и после службы
5.4. Разработка, исследование и промышленное апробирование карбидкремнийсодержащих бетонов в конструкции крупногабаритныхохлаждаемых модулей
5.4.1. Разработка состава бетонов и исследование их свойств
5.4.2. Исследование стойкости карбидкремнийсодержащихбетонов в агрессивных средах
5.4.3. Стендовые испытания изделий из карбидкремнийсодержащего бетона
5.5. Промышленные испытания разработанных составов бетонов вконструкции крупногабаритных модулей шахт доменных печей
5.6. Выводы
РАЗДЕЛ 6. ИССЛЕДОВАНИЕ ПРОЦЕССА ОБРАЗОВАНИЯГАРНИСАЖА НА РАБОЧЕЙ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ ОХЛАЖДАЕМЫХ МОДУЛЕЙ ШАХТ ДОМЕННЫХ ПЕЧЕЙ
6.1. Распределение температурных полей в стенке крупногабаритногоохлаждаемого модуля
6.2. Методика и результаты расчета динамики образования гарнисажного слоя на рабочей поверхности крупногабаритных охлаждаемых модулей
6.3. Результаты экспериментальных исследований гарнисажеобразования на охлаждаемой поверхности крупногабаритных модулей
6.4. Выводы
РАЗДЕЛ 7. ПРОГНОЗИРОВАНИЕ ЖИВУЧЕСТИ ЭЛЕМЕНТОВКОЖУХА ШАХТЫ ДОМЕННОЙ ПЕЧИ
7.1. Схематизация процесса нагружения
7.2. Расположение дефекта в напряженно-деформированном участкекожуха
7.3. Материалы кожухов и размеры трещины
7.4. Живучесть элементов кожуха доменной печи
7.5. Статистический анализ развития разрушений кожуха шахты
7.6. Выводы
РАЗДЕЛ 8. ИЗГОТОВЛЕНИЕ И МОНТАЖ КРУПНОГАБАРИТНЫХ ОХЛАЖДАЕМЫХ МОДУЛЕЙ НА ДОМЕННЫХ ПЕЧАХ, ОЦЕНКА ЭФФЕКТИВНОСТИ ВНЕДРЕНИЯ ШАХТ НОВОЙ КОНСТРУКЦИИ
8.1. Изготовление и сборка металлоконструкций
8.2. Бетонирование модулей
8.3. Контроль качества изготовления модулей
8.4. Особенности монтажа крупногабаритных охлаждаемых модулейна доменной печи
8.5..... Сроки службы шахты доменных печей
8.6..... Сравнение показателей работы доменных печей с традиционной иновой конструкцией шахт
8.7. Материалоемкость и затраты на изготовление шахт новой конструкции
8.8..... Выводы
ВЫВОДЫ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ПРИЛОЖЕНИЕ А. КАЛЬКУЛЯЦИИ ЗАТРАТ НА ВНЕДРЕНИЕ
КРУПНОГАБАРИТНЫХ ОХЛАЖДАЕМЫХ МОДУЛЕЙ НА
ДОМЕННЫХ ПЕЧАХ РАЗЛИЧНОГО ПОЛЕЗНОГО ОБЪЕМА
ПРИЛОЖЕНИЕ Б. АКТЫ ВНЕДРЕНИЯ РАЗРАБОТОК, СОДЕРЖА-ЩИХСЯ В ДИССЕРТАЦИОННОЙ РАБОТЕ
Б.1. Акт промышленного внедрения футеровки неохлаждаемой части доменной печи из наливного огнеупорного бетона (ДМК им.Дзержинского)
Б.2. Расчет фактического годового экономического эффекта от внедрения огнеупорной бетонной массы для футеровки неохлаждаемойзоны шахты доменной печи № 8 ДМК им.Дзержинского
Б.З. Акт промышленного внедрения футеровки охлаждаемой части шахты ДП-11 ДМК им. Дзержинского крупноблочными водоохлаждаемыми бетонными панелями
Б.4. Акт внедрения новой конструкции шахты доменной печи № 11 и ее системы охлаждения, выполненной с учетом положений и рекомендаций диссертационной работы кандидата технических наукЧеченева Владимира Андреевича
Б.5. Справка об использовании Укргипромезом авторского свидетельства №1370413 и патента Украины №14336 "Способ изготовленияшахты доменной печи"
Б.6. Акт об использовании Укргипромезом рекомендаций диссертационной работы кандидата технических наук Чеченева В.А., касающихся разработки новой конструкции шахт доменных печей и их системохлаждения
Б.7. Акт об использовании институтом "Днепропроектстальконструкция" методик, содержащихся в диссертационной работе кандидата технических наук Чеченева В.А.
Б.8. Акт промышленного внедрения результатов исследований по разработке конструкции шахт доменных печей и их системы охлаждения(меткомбинат им. Ильича)
Б.9. Акт промышленного внедрения результатов диссертационной работы Чеченева В.А., касающихся разработки конструкции шахт доменных печей и их системы охлаждения (металлургический комбинат"Азовсталь")
Б. 10. Акт о промышленном внедрении на доменной печи № 1 Аньшаньского металлургического комбината (КНР) новой конструкциишахты, выполненной из крупногабаритных охлаждаемых модулей попроекту специалистов Украины
ВВЕДЕНИЕ
Эффективность металлургического производства обеспечивается устойчивой работой первого передела - выплавкой чугуна. Наряду с подготовкой сырья, качеством кокса, внедрением новых технологий (кислорода, природного газа, пылеугольного топлива и других) результативность работы доменных печей определяется также их техническим состоянием и конструкционными особенностями. Конструкции доменных печей за последние десятилетия развивались в направлении обеспечения высокой производительности и экономичности работы, износостойкости и увеличения межремонтного периода. Сооружение новых доменных печей или их капитальные ремонты характеризуются большим уровнем материалоемкости и трудозатрат. Кроме того, простои печей на капитальных ремонтах связаны со значительными потерями производства чугуна и отрицательно влияют на работу последующих переделов - выплавку стали и производство проката.
Поэтому проблема надежности работы доменных печей сохраняет свою актуальность. При этом особое значение имеет конструкция шахты доменной печи, т.к. стойкость её к износу определяет межремонтный период работы печи и основную составляющую стоимости ремонтов.
Увеличение единичной мощности доменных печей и форсирование их работы за счет совершенствования технологии плавки сопровождалось повышением термического и физико-химического воздействия печной среды на огнеупорную футеровку, холодильники и кожух печи и, прежде всего, шахты. Это вызывало необходимость поиска новых методов защиты кожуха.
В числе возможных путей, наиболее предпочтительный - совершенствование конструкции охлаждающих устройств, предохраняющих кожух от воздействия высоких температур. Именно в этом направлении велись и продолжаются разработки, целью которых является увеличение кампании доменных печей. Эволюция этих разработок - от простых коробчатых до чугунных плитовых холодильников различной модификации.
Однако, как показал опыт, использование холодильных устройств любого типа в традиционной конструкции стенки шахты печи (кожух - чугунный холодильник - огнеупорная футеровка) не гарантирует надежной и длительной защиты кожуха. Это определяется тем, что применяемые огнеупоры, теплопроводность которых не обеспечивает достаточно интенсивного охлаждающего воздействия холодильников на рабочую поверхность кладки, быстро изнашиваются после задувки печи, в результате чего в дальнейшем, при почти полном отсутствии первоначальной футеровки, защита кожуха обеспечивается за счет охлаждающего воздействия холодильников и образующегося на их поверхности гарнисажа. Это сопровождается повышением тепловых нагрузок на чугунные холодильники, вызывающих их разрушение, что сокращает межремонтный период работы доменных печей в среднем до 3-5 лет.
Отмеченные обстоятельства выдвигают в число актуальных проблем создание принципиально нового конструктивного решения по охлаждению кожуха шахт доменных печей. Это определило научное направление теоретических и экспериментальных исследований, проведение крупномасштабных опытно-промышленных и промышленных испытаний по созданию и внедрению конструкции шахт доменных печей из крупногабаритных охлаждаемых модулей. В результате комплексных исследований получены научно обоснованные данные высокой степени достоверности и воспроизводимости результатов по конструированию и технологии изготовления крупногабаритных охлаждаемых модулей, их монтажа и эксплуатации на доменных печах.
Результаты разработок не имеют аналогов в мировой практике и обеспечивают увеличение длительности межремонтного периода в работе доменных печей в 1,5-2 раза, снижение их материалоемкости, трудозатрат и длительности проведения капитальных ремонтов.
Впервые показано, что альтернативным и весьма перспективным направлением совершенствования систем охлаждения шахт доменных печей является разработка конструкции охлаждаемой части шахт из крупногабаритных модулей на основе толстостенных стальных труб охлаждения, пространство между которыми заполняется жароупорным бетоном;
Результаты теоретических и экспериментальных исследований внедрены надоменных печах:
- Днепровского металлургического комбината (№ 8 и 11), Донецкого металлургического завода (№1), Мариупольского металлургического комбината им. Ильича (№ 1-5), «Азовсталь» (№ 1 и 5), Енакиевского металлургического завода (№ 3), на двух Российских предприятиях, в Китае (доменная печь № 1 Аньшанского металлургического комбината).
По представленным в диссертации актам (приложение Б) годовой экономический эффект от внедрения разработок автора на части предприятий составил 1,693 млн. руб. (в ценах 1990 г.).
Выполнены рабочие проекты для доменных печей № 2 завода им. Г.И.Петровского, № 8 металлургического комбината «Криворожсталь» и № 1 Таныпаньского металлургического комбината (КНР).
За разработку и внедрение конструкции шахт доменных печей из крупногабаритных охлаждаемых модулей в 1993 году автору в составе группы специалистов присуждена Государственная премия Украины в области науки и техники.
РАЗДЕЛ 1
АНАЛИЗ ТЕХНИЧЕСКИХ РЕШЕНИЙ
ПО УВЕЛИЧЕНИЮ СТОЙКОСТИ ШАХТ ДОМЕННЫХ
ПЕЧЕЙ И ПУТИ ИХ СОВЕРШЕНСТВОВАНИЯ
В условиях интенсивной работы доменных печей с высокими параметрами дутья и повышенным давлением газа под колошником надежная защита кожуха от действия высоких температур и агрессивной среды, сохранение в процессе эксплуатации агрегата проектных параметров рабочего профиля играют решающую роль в обеспечении производительной и безаварийной работы на протяжении всего межремонтного периода. Увеличение продолжительности кампании доменной печи позволяет существенно снизить фактические капитальные затраты на производство тонны выплавленного чугуна [1].
Несмотря на то, что совершенствованию огнеупорной футеровки и системы охлаждения уделялось всегда значительное внимание, простои из-за разрыва кожухов доменных печей составляют по продолжительности 15-20% всех простоев доменных печей, а связанные с ними потери производства чугуна достигают 30% всех потерь [2, 3]. Среди причин образования горизонтальных и вертикальных трещин в кожухе называют [4-7] большие напряжения двухосного сжатия, термическую усталость от локального перегрева, концентрацию напряжений у отверстий для пропуска труб и крепления холодильников (от 6-8 отверстий для одного вертикального плитового холодильника при водяном охлаждении и до 12 при работе с испарительной системой охлаждения - СИО), локальный разрыв на участках с разрушенной футеровкой и вышедшими из строя холодильниками и непосредственное охлаждение их водой.
Следовательно, среди основных причин разрыва кожухов - конструктивные недостатки и неэффективная работа системы охлаждения. Наименее стойким участком конструкции печи является водоохлаждаемая часть шахты. Именно скоро-стью разрушения футеровки, выхода из строя элементов системы охлаждения в шахте, как правило, определяется продолжительность межремонтного периода. С увеличением объема печей и интенсификацией процесса выплавки чугуна срок службы шахт уменьшается [8-10].
Отметим, что обеспечение максимальной прочности кожуха, хотя и имеет большое значение, не может решить целиком проблему стойкости шахты. Простое увеличение толщины кожуха не обеспечивает повышения надежности конструкции, поскольку при повышении толщины проката как для рядовых, так и для низколегированных сталей имеет место склонность к росту зерна, что снижает предел текучести и повышает хрупкость [11]. Существенное повышение прочности кожуха было достигнуто в результате использования стали с карбонитридным упрочнением типа 14-16 Г2АФ сначала обычной выплавки, а впоследствии - электрошлакового переплава, для которой, при высоких прочностных характеристиках, свойственна мелкозернистая структура, мало зависящая от толщины проката [12].
Тем не менее, обследование повреждений кожухов после длительной эксплуатации [6, 13] выявляет трещины, зарождающиеся на внутренней поверхности в местах максимальной концентрации напряжений и распространяющиеся к внешней поверхности. В наиболее поврежденных местах наблюдается густая сетка трещин. Причина этого - термомеханическая и малоцикловая усталость - факторы, воздействию которых даже сталь указанных марок не может противостоять в достаточной степени эффективно [6].
Проанализируем основные причины низкой стойкости и этапы совершенствования футеровки и системы охлаждения шахт.
Огнеупорная футеровка шахты доменной печи находится под постоянным воздействием совокупности разрушающих факторов [14-19], изменение интенсивности которых по высоте доменной печи с использованием данных [19] представлено на рис. 1.1.

Рис. 1.1. Интенсивность воздействия различных факторов на футеровку по высоте доменной печи:
1 - периферийный ход;
2 - центральный ход;
3 - воздействие щелочей и цинка;
4 - воздействие ишака.
Среди факторов механического характера следует, прежде всего, назвать абразивное действие опускающихся шихтовых материалов и восходящего газового потока [20], влияние которых наиболее существенно в верхней части шахты.
В нижней части шахты наиболее существенное влияние оказывают термические нагрузки [21, 22]. Фактические значения скачков температуры при работе на агломерате достигают 50°С/мин, а при работе на 50% агломерата и 50% окатышей - 150°С/мин, что превышает критические значения, при которых происходит скалывание для всех видов огнеупоров кроме графитовых и полуграфитизированных [23].
Значение теплового фактора разрушения для огнеупоров шахты особенно заметно в условиях развития периферийного хода, работы доменных печей на коксе с недостаточными прочностными характеристиками при высоком выходе шлака.
Шахта доменной печи охватывает область циркуляции щелочей и цинка, всвязи с чем химическое воздействие, связанное с образованием легкоплавких эв-тектик при взаимодействии огнеупоров с соединениями щелочных металлов, а также с отложениями цинка и сажистого углерода вносит решающий вклад в разрушение кладки [16]. Отложения сажистого углерода приводят к расширению открытых пор и проникновению в них и в ослабленные швы кладки парообразных щелочей, которые, конденсируясь, пропитывают от одной трети до половины толщины кирпичной кладки, снижая температуру ее размягчения примерно на 100°С. Образование калиофилита (K2О·Al2О3·2SiО2) в результате взаимодействия алюмосиликатов огнеупора с соединениями калия приводит к росту футеровки (вспучиванию) и впоследствии - к ее разрушению [9, 24-26]. Кроме того, авторами [13] показано, что расширение кладки вследствие указанных причин вызывает накопление усталости металла кожуха, обусловливает формирование и развитие в нем трещин, так как двухосное напряженное состояние резко снижает пластичность материала кожуха.
На основании исследования стойкости кладки шахт доменных печей МК "Криворожсталь" и ММК им. Ильича авторы работы [27] рекомендуют применять плотные каолиновые, карбидкремниевые, шамотно-графитовые огнеупоры с пониженной пористостью и газопроницаемостью, алюмосиликаты, пропитанные углеродистыми веществами, обладающие высокой теплопроводностью, стойкостью к воздействию шлака (до 5-10 FeO), металла и щелочей, а также уменьшение величины швов кладки.
В работе [28] исследовали устойчивость различных огнеупоров к воздействию щелочей. Установлено, что только такой дорогостоящий материал, как самосвязывающийся карборунд можно считать достаточно устойчивым к агрессивному воздействию. Для всех остальных (карборунд на глинистой и на нит-ридной связке, алюмосиликатные и высокоглиноземистые материалы с содержанием Al2O3 от 42 до 99%) наблюдаются эрозия, образование трещин и снижение модуля прочности на разрыв на 22-76%. В исследовании [29] также отмечается, что благодаря высокой абразивоустойчивости и термостойкости карбид-кремниевых огнеупоров, выражающейся в допустимой скорости нагрева или охлаждения до 60°С/мин (против 5°С/мин для шамотных или муллитокорундовых) и повышенной теплопроводности (8-12 Вт/(м*К)), им нет альтернативы. Применяются также варианты с многослойной футеровкой типа "Сэндвич", в которой комбинируются графитовые и карбидкремниевые огнеупоры [19, 30].
В настоящее время за рубежом уже более 40% доменных печей имеют кар-бидкремниевую футеровку на различных связках [29]. Карбидкремниевые огнеупоры на углеродистой связке (SiC + С) признаются как наиболее перспективные, несмотря на то, что их стоимость выше по сравнению с другими. Вместе с тем, отмечается, что такие огнеупоры, наряду с устойчивостью к воздействию щелочей и к тепловым ударам, уступают другим материалам по механической прочности и стойкости к окислению [31].
Механизм разрушения футеровки многостадиен и включает насыщение огне-упора твердыми, жидкими и газообразными компонентами, химическое взаимодействие этих компонентов с материалом матрицы огнеупора, распад материала и образование новых соединений, химическое взаимодействие новообразований, изменение свойств огнеупора. Следовательно, с появлением новообразований, огнеупорность и механические свойства огнеупоров резко снижаются [32, 33].
Можно констатировать достаточно парадоксальную ситуацию. С одной стороны, большое внимание постоянно уделяется увеличению прочности огнеупоров для шахты (огнеупоры марки ШПД), повышению тщательности выполнения кладки. Все это связано с весьма значительными материальными затратами. С другой стороны, огнеупорная кладка в охлаждаемой части шахты служит лишь несколько месяцев [10, 22, 34]. После разрушения футеровки холодильники печи работают на гарнисажном режиме с периодическим контактом тела холодильника с шихтой и газовым потоком (при оползании гарнисажа) [20, 24, 35].
Авторы работ [22, 35] считают одной из основных причин разрушения холодильников шахты прямой контакт с высокотемпературными фазами в момент оползания гарнисажа. Во время таких контактов металл холодильников подвергается мощным тепловым ударам и интенсивно взаимодействует с агрессивной твердой, жидкой и газовой фазами, что приводит к возникновению сетки трещин на поверхности чугунного холодильника, ускоренному перерождению поверхностного слоя чугуна и последующему его разрушению.
Практика работы печей с гарнисажным покрытием стен шахты позволила внести предложения о создании тонкостенной шахты без футеровки (самофутерующаяся печь [36]). Это подтверждает вывод о том, что, сколько бы качественной и мощной ни была футеровка, решение проблем сохранения заданного профиля и целостности кожуха невозможно без организации надежной и эффективной работы системы охлаждения.
Сегодня можно отметить, что в отечественной и зарубежной металлургии пройден большой путь совершенствования конструкции элементов охлаждения шахты доменной печи, на котором можно выделить следующие вехи.
Первоначально на отечественных доменных печах использовались горизонтальные холодильники следующих разновидностей: кронштейновые, плитовые сменяемые и несменяемые. Охлаждающее действие таких устройств носит локальный характер, в связи с чем основным их недостатком является неравномерность температурного поля, создаваемого в кладке [17], становящаяся источником возникновения термических напряжений и деформаций в кладке и кожухе.
Горизонтальные холодильники в практике отечественного доменного производства были практически везде вытеснены вертикальными плитовыми, которые создают более равномерное температурное поле, в связи с чем надежность защиты кожуха от перегрева возрастает. Применение таких холодильников имело поистине революционное значение и позволило увеличить межремонтный период в среднем с 3-3,5 до 5-6 лет [37]. Значительно улучшилось техническое состояние доменных печей на момент их остановки на капитальный ремонт: количество вышедших из строя охлаждающих труб холодильников сократилось, как утверждают авторы, весьма существенно - с 18-48 до 0,3-2,0%; соответственно снижены и простои для их отключения [34].
Вертикальные плитовые чугунные холодильники шахты претерпели существенную эволюцию в 60-80-х годах. Так, первоначально, внедряя конструкцию тонкостенной шахты, толщину огнеупорной футеровки уменьшали до 230-345 мм(один ряд кирпичной кладки). При этом использовали изготовленные из низколегированного хромистого чугуна плитовые холодильники с ребристой поверхностью, залитым кирпичом и прямоточными охлаждающими трубками, расположенными в одной плоскости (рис. 1.2) [38]. Впоследствии были уменьшены высота ребер холодильников - с 210 до 145 мм; площадь залитого кирпича сначала сократили с 73 до 50%, а затем стали применять холодильники без залитого кирпича, так как его рост в связи с отложениями цинка способствовал скалыванию ребер холодильников, а также разрушению всего тела холодильника. Для повышения равномерности температурного поля вместо прямых применили змеевиковые трубки, расположенные в двух плоскостях.

Рис. 1.2. Конструкции холодильников шахты: четырехтрубный с
прямоточными трубками (слева); змеевиковый (справа)
В работе [39] отмечается, что расположение по толщине холодильника двух змеевиков обеспечивает более равномерное температурное поле в массиве холодильника и повышает надежность его эксплуатации. Так, на доменной печи №9 МК "Криворожсталь" выход из строя второго контура охлаждения произошел в среднем на 12 месяцев позже первого. При наличии двух контуров охлаждения змеевики в теле холодильника должны располагаться поперечно или в шахматном порядке, что обеспечивает равномерную работу обоих контуров, тогда как при "коридорном" расположении контуров второй ряд экранируется первым и тепловая нагрузка на него составляет всего 10-15% от нагрузки на первый ряд.
Условия тепловой работы холодильников с залитым кирпичом проанализированы в работе [37] и на основании полученных результатов предпочтение отдано плитовым холодильникам с залитым клиновидным кирпичом на всю толщину плиты, конструкция которых представлена на рис. 1.3. Среди преимуществ отмечается более равномерное и интенсивное охлаждение металлической плиты за счет большего количества охлаждающих труб и равномерного расположениячугуна вокруг них, более качественное закрепление огнеупорного кирпича, сокращение потерь тепла с охлаждающей водой, снижение науглероживания охлаждающих трубок в процессе изготовления холодильника благодаря уменьшению количества заливаемого чугуна; отмечается, что температура кожуха в случае использования таких холодильников ниже на 25-30°С, чем при обычных вертикальных плитовых.
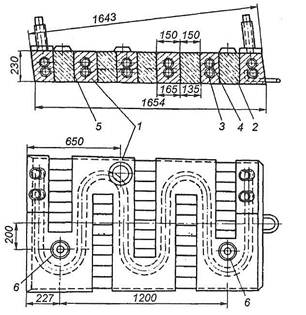
Рис. 1.3. Холодильник с S-образной формой металлической части и
залитым кирпичом:
1 - плита; 2 - огнеупорный кирпич; 3, 4- охлаждающие змеевики;
5 — компенсационные прокладки; 6 — отверстия для болтов.
Одним из распространенных вариантов вертикальных плитовых холодильников является конструкция с водоохлаждаемым опорным выступом. Анализслужбы таких холодильников на доменных печах Череповецкого (ДП № 4), Новолипецкого (ДП № 6) и Криворожского (ДП № 9) металлургических комбинатов [35, 38-40] показывает, что выступы подвергаются максимальному разрушению, так как они приближены к зонам активного движения шихтовых материалов и восходящего горячего газового потока.
С учетом этого в работе [39] предложено разделить охлаждение выступа и тела холодильника, перейдя к системе, реализованной на ЧерМК, где использована комбинированная схема охлаждения из вертикальных и горизонтальных холодильников. Авторы [41] считают, что применение такой схемы создает условия для формирования гарнисажа, который удерживается на горизонтальных холодильниках.
Недостатками конструкции шахт, оборудованных такими холодильниками, являются снижение герметичности кожуха из-за отверстий для амбразур горизонтальных холодильников, а также наличие многочисленных коммуникаций, загромождающих кольцевые площадки и кожух. Предположение о том, что стойкость холодильников комбинированной конструкции должна быть высокой (так как вначале должны выйти из строя горизонтальные выступы, а затем только должны прогорать вертикальные плиты) не подтвердилось. В ряде случаев вначале приходилось отключать не выступ, а вертикальную плиту [22, 35,37].
Авторы работы [39] считают, что повысить эксплуатационную надежность можно увеличением количества контуров из труб охлаждения в теле плиты, причем первый вариант представляется более предпочтительным, поскольку позволяет добиться того же эффекта без ослабления кожуха.
Рассмотрим более детально вопрос о связи стойкости холодильников и устойчивости гарнисажа. Многие исследователи [21, 42-44] отмечают, что в высокотемпературной зоне шахты, благодаря наличию гарнисажа, условия службы холодильников улучшаются.
Формирование гарнисажа начинается в период задувки доменной печи [45]. В дальнейшем его устойчивость зависит от распределения газа по радиусу печи [46-50], свойств шихтовых материалов [24], а также поведения щелочей [51-53].
Однако, одним из решающих факторов, обеспечивающих образование гар-нисажа, является оптимальный режим теплоотвода, который определяется теп-лофизическими характеристиками футеровки и эффективностью работы системы охлаждения [54-56].
На протяжении кампании доменной печи можно выделить два периода, характеризующиеся различными условиями формирования гарнисажа. При наличии огнеупорной футеровки значительные колебания температур в сочетании с низкой теплопроводностью огнеупоров приводят к периодическим оползаниям гарнисажа, сопровождающимся повышением интенсивности разрушения кладки, так как шамотные огнеупоры при температуре 1200°С имеют прочность около 2 кг/см2. После полного износа футеровки интенсивность теплопередачи к телу холодильника возрастает [57], что способствует формированию гарнисажа. Однако, при канальном или развитом периферийном ходе происходит оплавление гарнисажа и его толщина уменьшается до величины, определяемой интенсивностью теплопередачи. Расчеты и непосредственные замеры показывают [37], что в контакте с жидким металлом имеют место удельные тепловые нагрузки до 4.106 Вт/м2, которые холодильник не в состоянии отвести, в результате чего происходит не только оплавление гарнисажа, но и прогар самого тела холодильника.
Следует остановиться на характеристике некоторых свойств чугуна, определяющих эффективность его применения в качестве материала для отливки холодильников.
В ряде работ показано [58-60], что знакопеременное изменение температур, так называемое термоциклирование, сопровождается ростом чугуна. Рост чугуна при термоциклировании - сложный процесс, развитие которого определяется воздействием целой совокупности факторов [61]. Одной из причин является распад цементита с образованием феррита и графита, протекающий с увеличением объема [62]. Большое влияние на рост чугуна оказывает воздействие атмосферы печи, особенно СО2, Н2О. При этом развивается процесс, по механизму и результатам напоминающий межкристаллитную коррозию, который характеризуется возрастающей во времени скоростью и, в отличие от графитизации, протекает практически неограниченно с увеличением времени выдержки [63, 64]. Кроме того, при температурах около 700-720°С происходит обратимый фазовый переход Feα↔Feɤ сперестройкой кристаллической решетки металла. Известно, что вертикальные плитовые холодильники длительное время работают с температурой свыше 700°С [65]. Изменение температур в теле холодильника при наличии огнеупорной футеровки носит постепенный характер, что повышает полноту фазовых превращений. По данным [66] величина объемного расширения обычно составляет 5-12%, но может достигать и 30-50%.
Эти процессы ведут к возникновению напряжений в холодильной плите и снижают ее механическую прочность. Откладывающийся в образующихся трещинах сажистый углерод расклинивает их, ускоряя разрушение холодильных плит табл. 1.1 и (рис. 1.4). Перечисленные факторы не только разрушают чугунную плиту холодильника, но и вызывают колебания ее линейных размеров при практически неизменной длине стальных труб охлаждения внутри плиты. В результате этого происходит разрыв труб в месте разрушения плиты холодильника, попадание воды в печь, что сопровождается оползанием гарнисажа, выходом из строя воздушных фурм, повышением удельного расхода кокса и потерей производительности [67].
В работе [35] изучены особенности износа холодильников, проработавших 33 месяца на доменной печи №9 МК "Криворожсталь". Установлено,что поверхностный слой холодильников содержал на 0,8-1,2% углерода больше и на 0,15% кремния меньше, чем исходный металл (плиты были изготовлены из серого чугуна), что свидетельствует о протекании в период эксплуатации диффузионных процессов, ведущих к возникновению трещин в холодильниках и их разрушению. Плиты из шахты имели трещины глубиной 50-100 мм. На основании полученных результатов авторы сделали вывод о том, что материал холодильников (слабоэвтектический низколегированный чугун с пластинчатым графитом) не отвечает по составу и структуре условиям эксплуатации. Предложено использовать для отливок холодильников чугун с компактной конфигурацией графита, легированный кремнием, магнием или редкоземельными металлами.
Таблица 1.1
Пределы изменения свойств чугуна холодильника
в процессе эксплуатации
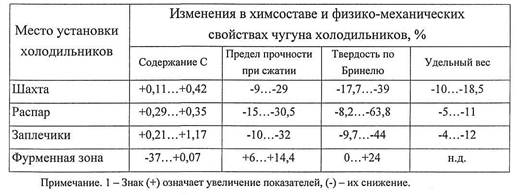
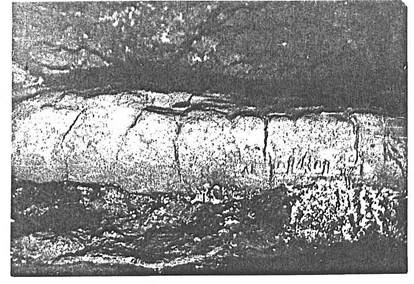
Рис. 1.4. Характер износа чугунного плитового
холодильника в процессе работы
Следует отметить, что теплопроводность чугуна с повышением температуры снижается (рис. 1.5), причем, в области α-ɣ перехода теплопроводность падает до крайне малых значений, в результате чего влияние температуры на стойкость холодильника усиливается.
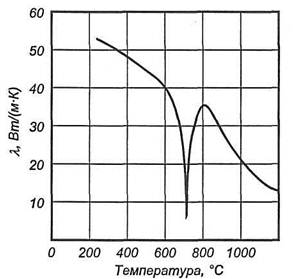
Рис. 1.5. Зависимость теплопроводности чугуна от
температуры (по данным [68])
При температуре 958°С происходит плавление фосфидной эвтектики, в связи с чем возможность эксплуатации холодильника в условиях механических нагрузок вызывает сомнение. Расчетным путем показано, что допустимая средняя тепловая нагрузка на чугунный холодильник не должна превышать 35 кВт/м2, а максимальная допустимая температура составляет 400°С. Измерения же свидетельствуют о том, что температура плитовых холодильников в течении длительных периодов превышает 900°С, а тепловая нагрузка составляет не менее 65 кВт/м2. В связи с этим неизбежен преждевременный выход холодильников из строя [68].
Необходимо добавить, что в процессе заливки чугуна при изготовлении холодильников происходит науглероживание стальных трубок, что приводит к снижению пластичности материала стальных трубок и образованию в них трещин. Для предотвращения данного явления разработан ряд мероприятий, включающих нанесение различных покрытий на стальные трубки и их охлаждение в процессе заливки чугуна. Однако эти меры не всегда оказываются достаточно эффективными в связи с тем, что в реальных производственных условиях сложно обеспечить равномерное и качественное нанесение покрытия [37,38].
При охлаждении холодильников после заливки труб между телом холодильника и трубой образуется воздушный зазор, поскольку чугун и сталь имеют разные коэффициенты термического расширения. В процессе эксплуатации этот зазор увеличивается, так как температура чугунной отливки становится выше температуры, охлаждаемой стальной трубы [68].
Наличие зазора сказывается на эффективности теплопередачи. На основании анализа условий теплопередачи в холодильнике в работе [39] установлено, что отсутствие зазора между трубой и телом холодильника повышает коэффициент теплопередачи холодильника с 310 до 360 Вт/(м2·град), а отсутствие накипи - до 450 Вт/(м2·град); замена чугуна на медь повышает этот показатель до 610 Вт/(м2·град). Гораздо менее эффективно увеличение расхода воды: его изменение с 5 до 10 м3 /ч повышает коэффициент теплопередачи всего до 320 Вт/(м2·град), а при отсутствии накипи и надежном контакте тела холодильника с трубой - до 530-560 Вт/(м2·град). Отсюда авторы делают вывод о том, что перевод системы охлаждения на химически очищенную воду и применение медных охлаждающих элементов являются наиболее эффективными мероприятиями, обеспечивающими заметное повышение стойкости холодильников в зоне нестабильности гарниса-жа. К аналогичным выводам ранее на основании результатов анализа совместной тепловой работы огнеупорной футеровки и системы охлаждения пришел и автор работы [69].
В работах [35, 68] предлагается использовать для отливок легированный чугун с шаровидным графитом. Отмечая, безусловно, более высокую стойкость такого чугуна к воздействию факторов химического характера [70], следует подвергнуть сомнению его устойчивость к термическому воздействию. Во-первых, по данным [63] теплопроводность чугуна с шаровидным графитом при температуре 200°С в 1,9, а при 800°С - в 13,3 раза ниже, чем чугуна с крупным пластинчатым графитом. Кроме того, в процессе изготовления легированный чугун дает большую усадку, что повышает величину зазора между стальной охлаждающей трубой и телом холодильника. Все это снижает эффективность работы холодильника.
Следует подчеркнуть, что недостаточная стойкость чугунных плитовых холодильников не позволяет в полной мере реализовать преимущества системы испарительного охлаждения. Например, фирма "Ниппон стил" (Япония) [66],приобретя лицензию на систему охлаждения, разработанную в бывшем СССР, отказалась от испарительного охлаждения, заменив горячую воду холодной химически очищенной, что сопряжено со значительными эксплуатационными расходами. В работе [65] также признается, что безнапорное испарительное охлаждение, особенно без принудительной циркуляции, мало пригодно для восприятия неизбежно возникающих в шахте пиковых тепловых нагрузок вертикальными плитовыми чугунными холодильниками. О вынужденном переводе доменной печи, оборудованной такими холодильниками с испарительного охлаждения на охлаждение холодной водой сообщается таюке в работе [68]. Аналогичные действия были предприняты и на ряде предприятий стран СНГ.
За рубежом также проведена большая работа по совершенствованию системы охлаждения доменной печи. Благодаря новым техническим решениям кампания доменных печей в Европе и Японии увеличена с 5-7 до 10 лет и более и поставлена цель довести ее к 2000 г. как минимум до 15 лет [17]. Отмечая безусловно высокую эффективность зарубежных разработок, следует критически оценить насколько оправданы огромные затраты, за счет которых достигнуто повышение стойкости шахт.
За рубежом используются два основных типа холодильников:
- пустотелые коробчатые, как правило, медные, устанавливаемые в клаке горизонтально;
- вертикальные чугунные с залитыми стальными охлаждающими трубками.
Первая из названных разновидностей существенно преобладает: она используется на 95% доменных печей в США, 80% в Европе. Только в Японии набольшинстве доменных печей (70%) используются вертикальные плитовые медные холодильники [71, 72]. Кроме того, применяются комбинированные системы [73].
Размеры медных холодильников меняются в пределах 500-1000x400-800x75 мм при толщине футеровки в сторону рабочего пространства печи 50-150 мм. Такие холодильники изготавливают из электролитической меди сваркой или литьем. Теплопроводность сварных холодильников на 30% выше, однако литые более однородны [74]. Перед установкой обязательно осуществляют опрессовку и рентгеновскую дефектоскопию холодильников.
Основные типы применяемых медных холодильников приведены на рис. 1.6. Холодильники типа б и г, хотя они и более надежны в эксплуатации, не нашли широкого применения в связи с усложнением системы подвода воды.
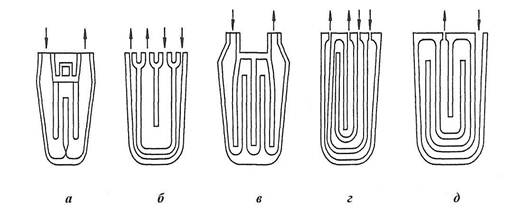
Рис. 1.6. Типы применяемых за рубежом медных коробчатыххолодильников
Имеет место тенденция к уменьшению расстояния между рядами холодильников с 500-600 мм до 312 мм (Син ниппон сэйтэцу) и даже до 250 мм (Хо-говенс) [75]. Дальнейшее увеличение плотности установки практически не дает эффекта по снижению температуры футеровки, в то время как кожух печи значительно ослабляется, а капитальные затраты и расход охлаждающей воды непомерно растут вместе с потерями тепла.
Используют три следующих типа крепления холодильников к кожуху доменной печи:
- с привариванием фланца холодильников непосредственно к кожуху печи;
- болтовое соединение фланца холодильника через уплотнение с флацем патрубка, приваренного к кожуху;
- сочленение патрубка с фланцем холодильника через компенсатор.
Последний тип, по нашему мнению, наиболее прогрессивен, посколкуобеспечивает не только возможность быстрой замены холодильника при его выходе из строя, но и предоставляет холодильнику некоторую свободу перемещения вместе с футеровкой без нарушения герметичности кожуха.
К качеству меди для холодильников предъявляются весьма высокие требования, поскольку наличие в ней оксидных пленок, образующихся в процессе изготовления холодильников, может привести к так называемой "водородной болезни" [76]: в нагретое тело холодильника из атмосферы доменной печи диффундирует водород, который, реагируя с оксидом меди, образует водяные пары, что ухудшает эксплуатационные характеристики холодильника.
Теплотехнические свойства меди при нагреве существенно ухудшаются. Так, если в диапазоне 20-200°С теплопроводность меди остается весьма высокой (394-389 Вт/м·К), то при температуре 538°С она падает до 341 Вт/м*К, аналогично меняется и теплоемкость, составляющая при указанных температурах 385-389 Дж/кг*К и 427 Дж/кг*К, соответственно. Необходимо также учесть, что при взаимодействии диоксида углерода с медью образуется карбонат ("патина"), что дополнительно снижает теплопроводность меди при нагреве [77,78].
Следует заметить, что высокая интенсивность теплоотвода при использовании медных холодильников может приводить к перегреву воды внутри камеры у торца холодильника и образованию паровой подушки. Резкое снижение интенсивности теплопередачи при этом будет сопровождаться выходом холодильникаиз строя. Медные холодильники подвержены значительному износу в результате воздействия высокотемпературных газов и жидкой фазы, в связи с чем предлагаются конструкции [79], в которых на рабочую поверхность крепятся огнеупорные плиты.
В отношении второй разновидности систем охлаждения, которая впервые была применена в бывшем СССР, а затем, по лицензии, в Японии, также ведутся работы по совершенствованию в следующих направлениях [74]:
- использование вместо серого перлитного чугуна с пластинчатым графитом менее склонного к трещинообразованию ферритного чугуна с шаровидным графитом;
- замена чугунного тела холодильника хромистой нержавеющей сталью;
- применение плазменного покрытия глиноземом для стальных охлаждающих трубок;
- применение трубок из никелевого сплава, не подверженного науглероживанию;
- защита внутренней поверхности трубок слоем меди, что на 10% повышает теплосъем и уменьшает вероятность образования в них ржавчины и отложений в виде накипи.
Кроме того, была усовершенствована конфигурация залитых трубок для более интенсивного охлаждения углов плитовых холодильников - одного из наиболее подвергнутых разрушению участков. Холодильники такой конструкции были названы холодильниками второго поколения [75].
Впоследствии были разработаны так называемые холодильники третьего поколения [80], устройство которых представлено на рис. 1.7. Видно, что они, в принципе, подобны описанным выше холодильникам со змеевиковыми охлаждающими трубками (см. рис. 1.2).
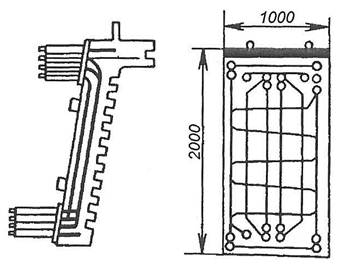
Рис. 1.7. Холодильник "третьего поколения"
В связи с тем, что и при использовании холодильников третьего поколения износ футеровки перед лицевой поверхностью холодильника происходит достаточно быстро, причем объем печи увеличивается на 9-13%, очертания профиля меняются и требуется в процессе эксплуатации подбирать удовлетворительныйрежим работы печи, были разработаны холодильники четвертого поколения. От холодильников третьего поколения они отличаются большей толщиной и удлиненными ребрами, между которыми размещается слой огнеупоров на основе карбида кремния толщиной 200 мм. Футеровка в печи в обычном понимании от распара до середины шахты при этом отсутствует. Такие холодильники были установлены на четырех доменных печах в Японии в 1995 году [81], причем на доменной печи № 1 в Тобата профиль был выполнен по очертаниям, образовавшимся после износа футеровки в период наиболее устойчивой работы в предшествующую кампанию.
В табл. 1.2 по данным [75] сопоставлены основные технические параметры обеих рассмотренных разновидностей систем охлаждения.
Таблица 1.2
Технические характеристики различных систем охлаждения
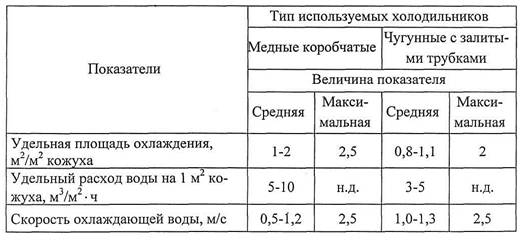
Из табл. 1.2 видно, что для коробчатых холодильников характерны более высокие значения площади охлаждающей поверхности, однако в холодильниках с охлаждающими трубками вдвое ниже расход воды. В настоящее время за рубежом развиваются обе разновидности систем охлаждения.
В работах [82, 83] сообщается о разработке принципиально новой конструкции вертикального плитового холодильника, в которой взамен чугуна использовали медный сляб толщиной 250 мм с высверленными каналами для циркуляции хладоагента в теле холодильника, что, по мнению разработчиков, должно повысить теплоотвод. На первом этапе испытаний изготовили два таких холодильника, снабженных проточками глубиной 65 мм на рабочей поверхности с залитым кирпичом, которые прослужили с 1979 по 1988 г на доменной печи №4 с диаметром горна 10,7 м фирмы Тиссен в Хамборне (Германия). При монтаже медных плит зазор между ними в вертикальной плоскости уменьшен с 40 до 10 мм. После выплавки 13 млн. т чугуна печь остановили на ремонт и провели сравнительный анализ состояния медных и чугунных плит. Отмечено, что в то время как чугунные холодильники оказались практически полностью изношенными, медные сохранили свой первоначальный вид - высота ребер на медных холодильниках уменьшилась с 65 до 62 мм при среднем износе 1-3 мм. На основании результатов испытаний сделан вывод о том, что срок службы такого медного холодильника может значительно превысить экономически выгодную продолжительность работы всего доменного цеха: расчеты показывают, что такой холодильник способен прослужить от 30 до 50 лет при износе 0,3 мм в год.
На втором этапе испытаний подобные холодильные плиты толщиной 150 мм установили в нижней части шахты на доменной печи № 6 в Рурорте с диаметром горна 11м. Через 2,5 года после выплавки 6 млн. т чугуна произвели визуальный осмотр и также убедились в преимуществах новых холодильников: они совершенно не носили следов износа. Сохранилась и огнеупорная кладка на внутренней стороне плит. Сделан вывод, что при высокой интенсивности охлаждения отсутствует необходимость установки дорогостоящей огнеупорной кладки перед холодильниками, так как образующийся слой гарнисажа надежно защищает их рабочую поверхность от воздействия шихты и газа.
Однако в работе [83] показано, что установка медных плит, по сравнению с любыми другими конструкциями холодильников, сопряжена с наибольшими капитальными затратами, которые лишь частично компенсируются снижением затрат на устройство огнеупорной кладки. Правда, более длительный срок службы медных плит несколько уменьшает уровень затрат на охлаждение стен в расчете на тонну чугуна. В настоящее время эксперимент продолжается на доменной печи №2 той же фирмы в Швельгерне с диаметром горна 14,9 м, где установлен один ряд медных плит (печь задута в 1993 г. и о полученных результатах пока не сообщалось).
В нашей стране, с целью устранения недостатков, присущих чугунным плитовым холодильникам, предложена конструкция из стальных толстостенных труб с заполнением межтрубного пространства не чугуном, а жароупорным бетоном [84, 85]. По существу, это техническое решение было разработано с целью создания холодильника шахты печи, имеющего минимум недостатков, присущих чугунным холодильникам.
Холодильная плита представляет собой стальной сварной каркас, в котором размещены охлаждаемые трубы. Они могут быть выполнены в виде раздающего и собирающего коллекторов, соединенных вертикальными трубами (рис. 1.8), либо иметь индивидуальный подвод и отвод охладителя (рис. 1.9). Дно каркаса выполнено с термическими швами, что позволяет компенсировать термические деформации. Охлаждаемые трубы имеют оребренную поверхность, что обеспечивает дополнительное охлаждение бетона, которым заполняется межтрубное пространство холодильной плиты, а также уменьшает истирающее воздействие на трубы шихты и газового потока и, кроме того, способствует образованию и удержанию гарнисажа.
Технология монтажа холодильников этой конструкции на кожухе шахты такая же, что и при применении традиционных плитовых чугунных холодильников. Зазоры между отдельными холодильниками зачеканивались чугунной набивкой, а между кожухом шахты и стальным каркасом холодильников - асбестоцементным раствором. Рабочая поверхность холодильников защищалась огнеупорной футеровкой толщиной 535 мм.
Холодильники новой конструкции прошли испытание на доменных печах № 1 и № 2 (Vп = 1033 м3) Донецкого металлургического завода, № 4 (Vп = 2002 м3) и № 5 (Vп = 2300 м3) металлургического комбината им. Ильича. Опыт в целом подтвердил их стойкость, не уступающую традиционным чугунным холодильникам.
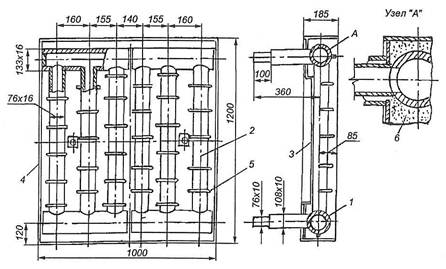
Рис. 1.8. Холодильник из стальных толстостенных труб, выполненных в виде коллекторов, соединенных вертикальными трубами:
1 — коллекторы; 2 — толстостенные трубы; 3 — лист;
4 -рама; 5 —ребра; 6 - бетон.

Рис. 1.9. Холодильник из стальных толстостенных труб автономным подводом воды:
1 — толстостенные стальные трубы; 2 -ребра;
3 - подводы; 4 — защитная труба.
Учитывая, что модуль упругости и коэффициент термической деформации бетона значительно ниже, чем чугуна, то при равных температурах рабочей поверхности бетона и чугуна холодильных плит будут возникать разные термические напряжения. В массе жаростойкого бетона напряжения, возникающие из-за фазовых превращений гасятся за счет его пористости, достигающей 18-20%, что отсутствует в чугунном плитовом холодильнике.
Поэтому величины напряжений, образующихся в холодильных плитах из стальных толстостенных труб с бетоном, существенно ниже, чем напряжения, возникающие в чугунных плитовых холодильниках, что обеспечивает более высокую стойкость холодильников новой конструкции. Так, возвращаясь к опыту работы ДП № 1 Донецкого метзавода, следует отметить, что за указанную кампанию в шахте отключено 107 труб чугунных холодильников, расположенных в пяти рядах, и ни одной трубы плит с бетоном (3 ряда в шахте).
Преимущество холодильных плит с бетоном, размер которых аналогичный чугунным холодильникам, состоит также в значительной экономии металла:
Тип Холодильника Общая масса, кг Масса металла, кг
Плитовой чугунный 2000-2500 2000-2500
Плитовой с толстостенными трубами и бетоном 800-850 450-500
Вместе с тем, опыт эксплуатации холодильников такой конструкции в шахтах доменных печей выявил и их недостатки, в т.ч. присущие чугунным холодильникам.
Главным недостатком является наличие сварных соединений труб охлаждения в рабочем пространстве доменной печи, подверженных термическому и механическому воздействию. В ряде случаев это сопровождалось разрушением сварных соединений и попаданием воды в печь, что требовало отключения от охлаждения отдельных труб или холодильной плиты в целом. Иногда наблюдалось смещение холодильников по вертикали относительно кожуха шахты (рис. 1.10) на 30-70 мм, за счет линейных термических деформаций корпуса холодильников по вертикали, что вызывало разрушение подводящих трубок и кожуха.
Кроме того, крепление холодильников к кожуху, выводы труб через него оставались уязвимым местом и очагами возникновения продувов газа, трещин и деформаций в кожухе. Недостатком бетонных, как и плитовых чугунных холодильников, являлась невозможность плотного заполнения пространства между кожухом шахты и холодильником, что способствовало образованию газовых каналов между холодильниками и кожухом, вызывая перегрев кожуха.
Поиски решения этих проблем привели к созданию принципиально новой конструкции стенки шахты доменной печи, изготавливаемой из крупногабаритных охлаждаемых модулей [86-92]. Это техническое решение позволило избавиться от перечисленных выше недостатков, позволяет отказаться от традиционной огнеупорной (кирпичной) футеровки шахты, выполнять строительные работы путем монтажа предварительно изготовленных модулей, включающих в себя часть кожуха охлаждаемой зоны шахты, футеровку (бетон) и систему охлаждения.
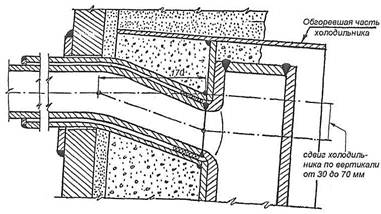
Рис. 1.10. Смещение относительно кожуха шахты плитовых
холодильников с толстостенными трубами и жароупорным бетоном (меткомбинат им. Ильича ДП№5 полезным объемом 2300 м3)
Конструктивно крупногабаритный охлаждаемый модуль (рис. 1.11) представляет собой элемент шахты доменной печи длиной, равной высоте ее охлаждаемой зоны. Вся охлаждаемая зона шахты монтируется из нескольких (6-9) модулей, количество и ширина которых определяется грузоподъемностью монтажного крана и внутренним диаметром колошникового опорного кольца, через который модули вводятся в печь при монтаже во время капитального ремонта.
Изготовление кожуха модуля, элементов охлаждения в виде скоб из толстостенных труб, а также бетонирование конструкций осуществляется до остановки печи на капремонт на специальной площадке.
Эксплуатация крупногабаритных модулей может осуществляться в системе испарительного или водяного охлаждения.
Теоретическому обоснованию конструкций элементов крупногабаритных охлаждаемых модулей, разработке технологии их изготовления и монтажа на доменных печах, исследованию эксплуатационных параметров шахт новой конструкции и анализу опыта их внедрения посвящена настоящая диссертационная работа.
Выполненный анализ позволяет сделать следующие выводы:
1. Использование вертикальных плитовых чугунных холодильников даже с наилучшими эксплуатационными показателями сопряжено с такими недостатками, как высокая металлоемкость, трудоемкость изготовления и монтажа холодильников, сложность обеспечения качественного выполнения сварных швов при монтаже. При этом значительно ослабляется кожух печи в связи с необходимостью выполнения отверстий для крепления холодильников и вывода трубок системы охлаждения. Недостаточная гибкость конструкции, обусловленная малой компенсирующей способностью соединительных труб, приводит к нарушению газоплотности кожуха, его перегреву, что в конечном итоге ведет к
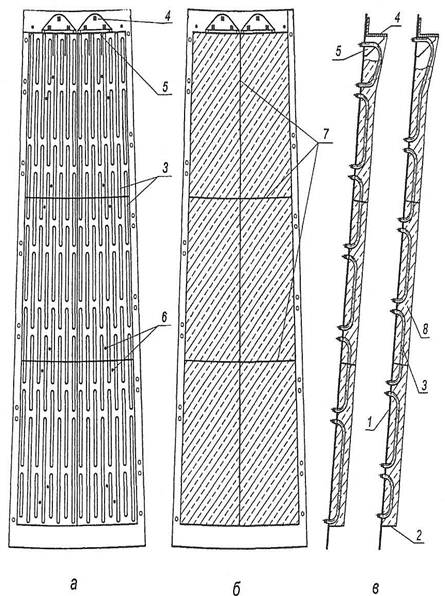
Рис. 1.11. Крупногабаритный охлаждаемый модуль шахты
доменной печи:
а - модуль в сборе без футеровки; б — то же с футеровкой;
в — вертикальные разрезы модуля по осям труб охлаждения.
1 - кожух шахты; 2 - металлический каркас;3 –толстостенная
труба охлаждения; 4 — кронштейн; 5 - косынка; 6 - чехлы для
установки термопар; 7 — компенсационный зазор; 8 — бетон.
Водоохлаждаемая панель для доменной печи № 2 объемом 1033 куб.м.
ММК им.Ильича, г.Мариуполь, 1982г.,
на фото автор изобретения Чеченев В.А.
трещинообразованию и не позволяет существенно увеличить межремонтный период. Серый чугун с пластинчатым графитом не выдерживает условий эксплуатации в доменной печи в течение 4-10 лет, а применение для изготовления холодильников специальных легированных чугунов с шаровидным графитом, нанесение покрытий на охлаждающие трубки требует увеличения затрат, хотя существенного повышения стойкости при этом не происходит. Увеличение толщины и качества огнеупорной футеровки бесперспективно, поскольку сопряжено со значительными капитальными затратами и повышением длительности выполнения работ по сооружению и ремонту шахты, в то время, как срок службы шахты практически не возрастает.
2. Применение медных коробчатых холодильников сопряжено с большойстоимостью системы охлаждения доменной печи. Ее внедрение требует, как минимум, двукратного увеличения расхода воды, что, с учетом напряженного водного баланса большинства металлургических предприятий делает данную систему неприемлемой.
3. Оба названных варианта (пункты 1 и 2) охлаждения шахты доменнойпечи не позволяют полностью реализовать преимущества СИО. Удовлетворительная по длительности межремонтных периодов работа таких систем охлаждения возможна только при использовании химически очищенной воды, что непозволяет утилизировать тепло парообразования и связано с затратами на очисткуводы.
4. Применяемые за рубежом вертикальные чугунные холодильники четвертого поколения, равно как и медные вертикальные плиты, разработанныефирмой Тиссен, во-первых, знаменуют переход к концепции жесткого профиля сотказом от футеровки в ее традиционном значении, вовторых, при этом конструкция шахты фактически монтируется из укрупненных блоков, одновременно
являющимися элементами футеровки и системы охлаждения. При удовлетворительных эксплуатационных показателях таких конструкций они не лишены "генетических" недостатков предыдущих поколений, таких как высокая металлоемкость, трудоемкость изготовления и монтажа, необходимость применения дорогостоящих материалов, высокий расход охлаждающей воды.
5. Альтернативным и весьма перспективным направлением совершествования конструкций систем охлаждения шахт доменных печей является разработка крупногабаритных охлаждаемых модулей на основе стальных толстостенных труб, пространство между которыми заполняется жароупорным бетоном.
РАЗДЕЛ 2
ОЦЕНКА ТЕРМОНАПРЯЖЕННОГО СОСТОЯНИЯ КОЖУХА
КРУПНОГАБАРИТНЫХ ОХЛАЖДАЕМЫХ МОДУЛЕЙ
ШАХТЫ ДОМЕННОЙ ПЕЧИ
Вопросы совершенствования конструкции шахты доменной печи (изменения типа холодильных устройств, применяемых огнеупоров, режимов охлаждения) необходимо решать в комплексе с разработкой методов количественной оценки прочности кожуха.
Известно, что элементы системы охлаждения шахты доменной печи в период эксплуатации подвергаются действию повторно статических и динамических нагрузок различного происхождения. Для элементов конструкций шахты характерны постоянные нагрузки: от собственной массы, массы футеровки, частично передаваемых на элементы охлаждения и на нижележащие слои, а также повторно-статические нагрузки от изменения давления в рабочем объеме печи, температуры.
Из динамических нагрузок, действующих на элементы конструкции шахты, следует указать ударные воздействия, вызываемые осадками шихты после ее подвисаний. Однако, учесть эти воздействия весьма сложно, так как они носят случайный характер. С другой стороны, удар шихты после ее подвисания более всего воздействует на кладку заплечиков и горна [93-96]. Шахта печи в этом отношении находится в более благоприятном положении, поэтому в дальнейшем при расчетах на прочность кожуха шахты и элементов системы её охлаждения эти нагрузки учитываться не будут.
В расчетной практике [93, 97] учесть влияние всех перечисленных факторов на прочность кожуха не представляется возможным, поэтому в данной работе взяты в расчет наиболее важные [98, 99].
2.1. Анализ термонапряженного состояния стенки шахты
В расчетах принято, что конструкция стенки шахты печи представляет собой многослойную усеченную коническую (ctgα=0,11042, α=78-81° - угол наклона образующей к основанию) оболочку, находящуюся под действием внутреннего давления и температурного поля (рис. 2.1).
Рассматривались три варианта конструкции стенки шахты:
1) кладка шахты и слой жароупорного бетона крупногабаритных модулей полностью сохранены, что характерно для первых 3-4 месяцев работы печи после ее задувки (рис. 2.1а);
2) кладка в охлаждаемой части шахты полностью разрушена, а огнеупорныйбетон модулей сохранился (рис.2.1б) или частично разрушен (бетон сохраняется в промежутках между трубами и за ними со стороны кожуха). Такое состояниенаступает обычно через 1-1,5 года после задувки печи и длится до остановки печи на капитальный ремонт, т.е. 10-12 лет;
3) при полном износе футеровки или нарушении работы системы охлаждения, когда температура на поверхности кожуха достигает опасных значений (150°С и более), вследствие чего необходимо принятие мер по снижению степени нагрева кожуха.

Рис. 2.1. Расчетные схемы для анализа термонапряженного состояния кладки, бетона и кожуха шахты доменной печи:
а — огнеупорная кладка сохранена;
б — огнеупорная кладка отсутствует.
1 — кожух; 2 — компенсационный слой; 3 - бетон крупногабаритного охлаждаемого модуля; 4 — компенсационный слой; 5 — огнеупорная кладка.
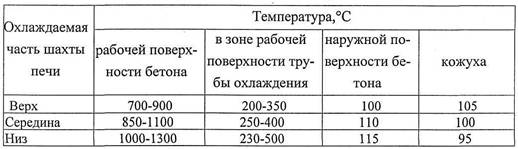
В расчетах принято, что внутреннее давление (q) изменяется по высоте шахты по линейному закону (значения q представлены на рис. 2.1), температура на периферии может достигать 800-1350°С, а кожуха - не более 100°С (табл. 2.1,2.2).
Кирпичная кладка шахты выполнена из огнеупора марки ШПД-39 (ГОСТ 1598-75), кожух - сталь 09Г2С-12 (ГОСТ 19282-73). Зазор между футеровкой и бетоном модулей заполнен углеродистой набивкой ДЭЗ ТУ 48-12-26-74 (табл. 2.3). Свойства бетона приняты по СНиП 2.03.04-84 (табл. 2.4).
Таблица 2.1
Температуры элементов шахты печи
при проектных размерах огнеупорной футеровки (вариантI)
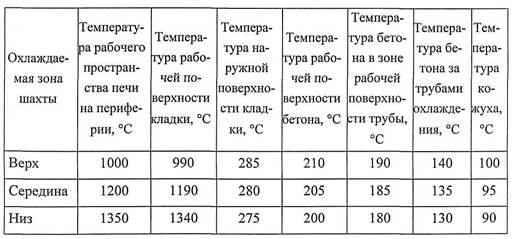
Таблица 2.2
Температуры элементов шахты печи
при полностью выгоревшей кладке (варианты II и III)

Таблица 2.3
Изменение деформации углеродистой набивки в зависимости от нагрузки

Таблица 2.4
Изменение линейных размеров бетона в зависимости от температуры

Материалы всех слоев, за исключением кожуха, деформируются по схеме ортотропного упругого материала [100]. Кожух считается упругим и изотропным.
Следует отметить, что до настоящего времени свойства огнеупорных материалов, углеродистых масс, засыпок остаются недостаточно изученными в различных температурных режимах. Поэтому использование приближенных значений этих величин вносит определенную погрешность в результаты численных расчетов термонапряженного состояния шахты печи новой конструкции.
Математически задача определения напряженно-деформированного состояния многослойной оболочки под действием вышеперечисленных нагрузок заключается в интегрировании системы нелинейных дифференциальных уравнений механики деформированного твердого тела, описывающих процесс "перемещения - деформации - усилия" [101] при заданных условиях на граничных поверхностях и площадках контакта между слоями. Задача решения системы уравнений сводится к минимизации функционала
![]()
на множестве возможных перемещений u [101-104].
Здесь п — число слоев в конструкции;
Ωk- область, занимаемая к-ым слоем;
Wk(Ɛij) — плотность энергии деформации;
![]() - поверхностные силы, приложенные k-ому слою;
- поверхностные силы, приложенные k-ому слою;
Smk - площадка контакта между слоями с номерами т и![]() (1≤m<n).
(1≤m<n).
Алгоритм решения реализован в виде пакета программ для расчетов на ЭВМ.
Определялись значения кольцевых (тангенциальных) σφ меридиональных σz и радиальных ![]() напряжений в огнеупорной футеровке, бетоне и кожухе крупногабаритных модулей.
напряжений в огнеупорной футеровке, бетоне и кожухе крупногабаритных модулей.
Так как напряженное состояние конструкции является объемным, то введена также величина сти, характеризующая интенсивность напряжений:
![]()
Результаты расчетов (рис. 2.2) свидетельствуют о том, что у наружной поверхности кладки наблюдается область растягивающих напряжений. Величина их составляет 16-18 МПа, что превышает предел прочности шамотного кирпича при растяжении. Таким образом, при термическом расширении кладки происходит нарушение ее целостности на периферии.
Вместе с тем, во всех сечениях шахты значения σφ, σz и σu (табл. 2.5) для кожуха существенно ниже расчетного сопротивления σp, равного 270 МПа для этого материала.
Таблица 2.5
Расчетные значения величин напряжений (вариант I)
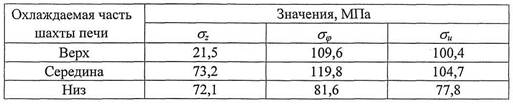
Таким образом, кожух шахты при конструкции стенки по варианту I по всей высоте удовлетворяет условиям прочности.
Износ огнеупорной кладки (варианты II и III) вызывает рост напряжений в бетоне (рис. 2.3), что объясняется повышением его температуры. Соответственно возрастают напряжения в кожухе (табл. 2.6).
Однако при нормальном режиме эксплуатации даже при отсутствии огнеупорной футеровки величины напряжений в кожухе не превышают допустимых значений (вариант II).
Таким образом, при применении системы охлаждения из стальных толстостенных труб и жароупорного бетона огнеупорная футеровка в шахте доменной печи может не предусматриваться. Кожух шахты и в этом случае удовлетворяет условиям прочности.
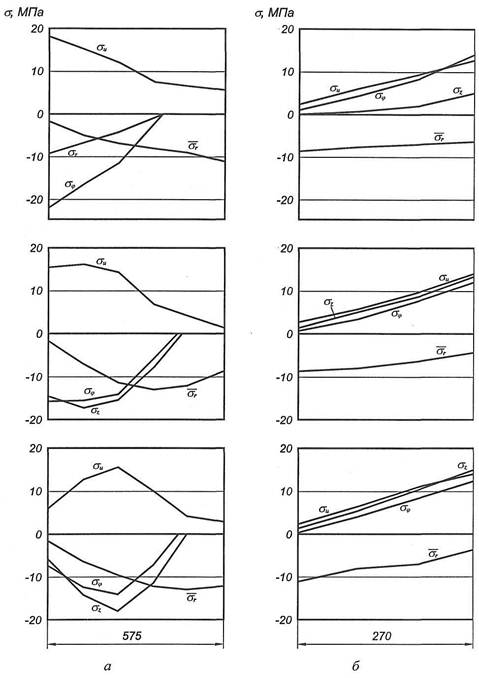
Рис. 2.2. Напряжения и интенсивность напряжений:
а - в слое огнеупорной футеровки; б - в бетоне.
Таблица 2.6
Расчетные значения величин напряжений (варианты II и III)
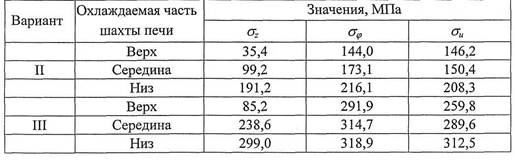
В случае нагрева кожуха, например до 150°С (вариант III), значения напряжений и интенсивность напряжений в нем достигают 290-320 МПа, что превышает расчетное напряжение для материала кожуха. Следовательно, прочность кожуха не может быть обеспечена при отсутствии надежного охлаждения шахты при толщине бетона 270 мм.
Величину напряжений можно снизить либо путем увеличения проектной толщины слоя бетона, либо установкой компенсационных швов в слое бетона по высоте и окружности шахты.
Например, при увеличении толщины слоя бетона с 270 до 470 мм и характере температурного поля в нем (табл. 2.7) распределение напряжений характеризуется данными рис. 2.4. При этом достигается снижение максимальных значений интенсивности напряжений в кожухе (табл. 2.8).
Таблица 2.7
Распределение температур в конструкции модуля
Однако путь, связанный с увеличением толщины бетона в конструкции крупногабаритного модуля, неперспективен, так как в процессе эксплуатации в первые месяцы после задувки печи огнеупорные материалы в шахте разрушаются (см. раздел 1).
ВариантIIВариантIII
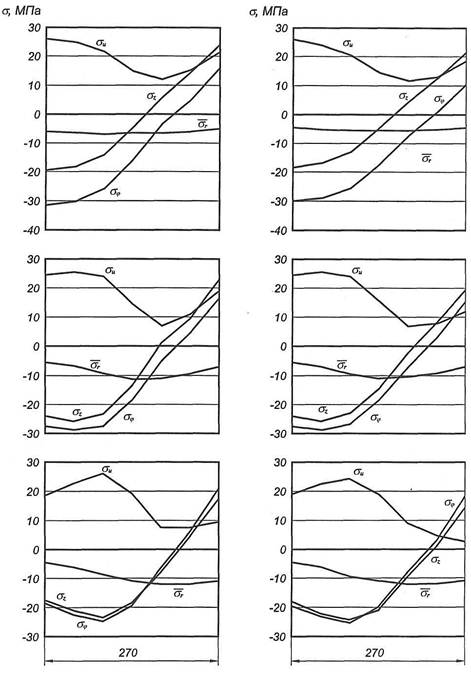
Рис. 2.3. Напряжения и интенсивность напряжений в бетоне
Таблица 2.8
Расчетные значения напряжений при толщине бетона 470 мм
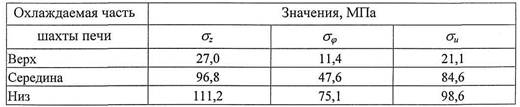
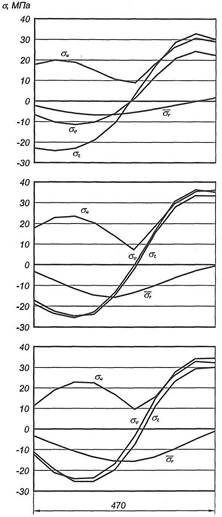
Рис. 2.4. Напряжения и интенсивность напряжений в бетоне при
увеличении его толщины до 470 мм
Поэтому предпочтительнее путь, не требующий увеличения расхода бетона. Снижение напряжений в бетоне и кожухе модулей шахты можно обеспечить изготовлением компенсационных швов в слое бетона. В работе [105] аналитически определены параметры таких швов для доменных печей различного объема. Рекомендована их ширина 10-15 мм с шагом 1,1-1,5 м по высоте и окружности шахты.
Опыт применения модулей с термошвами в бетоне (на всех доменных печах с новой конструкцией шахт) подтверждает высокую их эффективность, возможность существенного снижения напряжений в кожухе, что повышает запас его прочности и длительность эксплуатации печи.
2.2. Оценка влияния труб охлаждения на напряженно-деформированное состояние кожуха крупногабаритных модулей
Особенностью конструкции модуля является наличие жесткой связи между кожухом и бетоном, осуществляемой посредством стальных трубок. Поэтому, характерное для конической футерованной оболочки "заклинивание" бетонной футеровки в кожухе, имеющее место вследствие их неодинакового температурного роста, в данном случае не является существенным. Учитывая это, а также незначительную конусность оболочки, представляется возможным выбрать расчетную схему в виде аналогичной цилиндрической оболочки (рис. 2.5), что значительно упрощает математическую модель (для толстостенной бетонной трубы) и не вносит серьезной погрешности в количественную и качественную картину напряженно-деформированного состояния.
В рассматриваемой конструкции слой жаропрочного бетона имеет равномерно расположенные швы, заполненные асбестовым картоном. Учет этого обстоятельства в предлагаемой автором расчетной схеме осуществляется путем определения некоторого "приведенного" модуля упругости бетона со швами [105].
В силу того, что стальные трубы, соединяющие кожух и футеровку, расположены достаточно часто, то можно принять, что по наружной поверхности бетона и внутренней поверхности кожуха силовые факторы распределены равномерно. В то же время неразрывность горизонтальных и вертикальных смещенийопределяется с учетом смещений единичной трубы. При этом каждая труба считается защемленной в бетоне и шарнирно закрепленной в кожухе.
Таким образом, принятая расчетная схема (см. рис. 2.5) состоит из трех элементов:
- толстостенной цилиндрической бетонной трубы (внутренний и внешний радиусы R1и R2соответственно, модуль упругости Е1и коэффициент линейного термического расширения α1), нагруженной неравномерным тепловым полем

и неравномерным внутренним давлением
![]()
- тонкостенного стального цилиндрического кожуха (толщина hи радиус срединной поверхности R3, модуль упругости Е3и коэффициент термического расширения α3), нагруженного температурным полем
![]()
равномерным внутренним давлением газовой среды Ри равномерно распределенной по торцу осевой растягивающей силой. Слагаемое ![]() отражает взаимодействие кожуха с маратором печи и заранее неизвестно; слагаемое
отражает взаимодействие кожуха с маратором печи и заранее неизвестно; слагаемое ![]() возникает вследствие того, что кожух печи является замкнутым сосудом с внутренним давлением Р, действующим равномерно во все стороны;
возникает вследствие того, что кожух печи является замкнутым сосудом с внутренним давлением Р, действующим равномерно во все стороны;

Рис. 2.5. Расчетная схема конструкции:
1 — толстостенная бетонная труба;
2 - трубки охлаждения;
3 - кожух.
- толстостенных стальных трубок внутренним диаметром dи наружным D, соединяющих бетонную футеровку и стальной кожух. Причем на единицу поверхности кожуха приходится п труб. Температурная нагрузка вдоль каждой трубы распределена линейно. В зоне, прилегающей к бетону, она равна

а вблизи кожуха - равна температуре кожуха T3. Механические характеристики Е2=Е3и α2= α3.
Следует заметить, что в рабочем диапазоне температур механические характеристики бетона существенно зависят от них. Учет этого обстоятельства производится путем введения усредненного модуля упругости
![]()
Поскольку температура по высоте меняется незначительно, необходимости в соответствующем усреднении по z нет. В дальнейшем под Е1 понимается число, определяемое соотношением (2.7).
С целью раскрытия статической неопределимости задачи, рассмотрим напряженно-деформированное состояние каждого из трех элементов конструкции, заменив отсутствующие элементы воздействием соответствующих неизвестных силовых факторов так, как это показано на рис.2.6. Неизвестными здесь являются радиальный распор qr,меридиональное усилие в кожухе qz. Из условий равновесия следует, что каждая труба охлаждения нагружена продольным усилием qr/n, перерезывающим усилием qz/nи моментом m=qz(R3-R2)/n. К бетонной трубе приложены радиальный распор qr,распределенное по наружной поверхности касательное усилие qzи сдвиговые усилия ![]() , появляющиеся вследствие возникающего в защемлении момента т.Неизвестные силовые факторы определяются из уравнения неразрывности деформаций.
, появляющиеся вследствие возникающего в защемлении момента т.Неизвестные силовые факторы определяются из уравнения неразрывности деформаций.
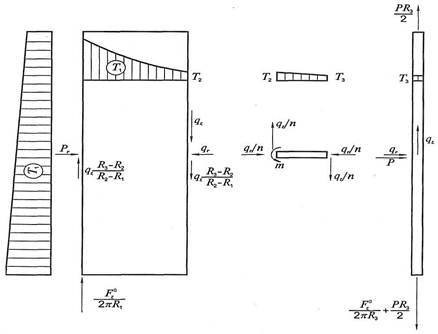
Рис. 2.6. Взаимодействие элементов конструкции
2.2.1. Деформации бетонной стенки в неравномерном температурном поле
Уравнениями равновесия с учетом осевой симметрии конструкции, представленной на рис. 2.5, являются [106]:
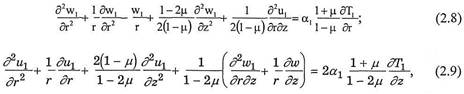
где µ - коэффициент Пуассона;
r- радиальная координата;
z - осевая координата;
w1 -радиальное перемещение;
u1- осевое перемещение.
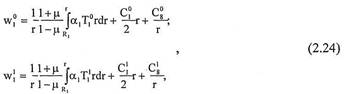
В случае, когда температура меняется по линейному закону, то значение w1 определяется аналогично формуле (2.3):
![]()
Здесь функции![]() (r) и
(r) и ![]() (r)удовлетворяют следующим уравнениям:
(r)удовлетворяют следующим уравнениям:

Очевидно, что функции ![]() и
и![]() определяют перемещения бесконечно длинной цилиндрической трубы, неравномерно нагретой по радиусу до температур
определяют перемещения бесконечно длинной цилиндрической трубы, неравномерно нагретой по радиусу до температур ![]() (r) и
(r) и![]() (r)соответственно.
(r)соответственно.
С учетом соотношений (2.11) и (2.12) из уравнения (2.8) следует:
![]()
Отсюда
![]()
Решая уравнение (2.9) совместно с (2.10) и (2.14) получим:

Используя первый интеграл уравнения (2.12):
![]()
где ![]() - произвольная константа, подлежащая определению, уравнение (2.15) можно представить в виде:
- произвольная константа, подлежащая определению, уравнение (2.15) можно представить в виде:
![]()
Вследствие того, что функция φвместе со своими производными является функцией только радиальной координаты r, а функция ψи ее производные зависят только от осевой координаты z,уравнение (2.16) распадается на 2 уравнения:
![]()
где ![]() - произвольная константа, и
- произвольная константа, и
![]()
Из уравнения (2.17) следует:
![]()
Произвольная константа ![]() характеризует осевые смещения бетонного цилиндра, как жесткого целого. Аналогичная константа появится и при определении φ(r),причем в выражении для u1они суммируются. Поэтому можно принять
характеризует осевые смещения бетонного цилиндра, как жесткого целого. Аналогичная константа появится и при определении φ(r),причем в выражении для u1они суммируются. Поэтому можно принять ![]() . Из уравнения (2.18) следует:
. Из уравнения (2.18) следует:
![]()
Получаем:

где ![]() и
и ![]() - произвольные константы, причем
- произвольные константы, причем![]() характеризует смещения цилиндра, как жесткого целого.
характеризует смещения цилиндра, как жесткого целого.
Таким образом, деформации бетонного цилиндра можно представить в следующем виде:

![]()
![]()
Функции ![]() и
и ![]() являются решениями дифференциальных уравнений (2.11) и (2.12) соответственно. Получить решение этих уравнений несложно. Запишем его:
являются решениями дифференциальных уравнений (2.11) и (2.12) соответственно. Получить решение этих уравнений несложно. Запишем его:
где ![]() ,
, ![]() ,
, ![]() и
и ![]() - произвольные константы. Заметим, что константа ,
- произвольные константы. Заметим, что константа , ![]() входящая в соотношения (2.24), уже использовалась в формулах (2.16), (2.18), (2.20) и (2.21). Заметим также, что величины
входящая в соотношения (2.24), уже использовалась в формулах (2.16), (2.18), (2.20) и (2.21). Заметим также, что величины ![]() ,
, ![]() и
и ![]() соответствуют деформациям цилиндрической толстостенной трубы, нагретой неравномерно по радиусу до температуры
соответствуют деформациям цилиндрической толстостенной трубы, нагретой неравномерно по радиусу до температуры ![]() ;
;![]() ,
, ![]() и
и ![]() - то же для температуры нагрева
- то же для температуры нагрева![]() .
.
2.2.2. Граничные условия
Краевые условия на внутренней и внешней поверхностях бетонного цилиндра можно представить следующим образом:
![]()
где ![]() - нормальные напряжения в радиальном направлении;
- нормальные напряжения в радиальном направлении;
![]() - касательные напряжения в бетоне, а
- касательные напряжения в бетоне, а
![]()
Поскольку деформации, а, следовательно, и напряжения в цилиндре выражаются линейными функциями, естественно предположить, что
![]()
Для подстановки полученных ранее выражений компонент деформированного состояния в условия (2.25) воспользуемся соотношениями закона Гука:
![]()
![]()
![]()
![]()
Рассмотрим вначале ту часть условий (2.25), которая относится к нормальным напряжениям. Подставив в эти условия первое равенство (2.28) с учетом соотношений (2.22) и (2.27), получим следующие две системы:


где
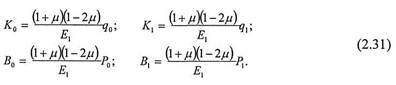
Подставив далее в систему (2.29) формулы (2.23) и (2.24), получим систему алгебраических линейных уравнений относительно величин ![]() и
и![]()
откуда
Произведя такую же подстановку в систему (2.30), получим аналогичные выражения для констант ![]() и
и ![]() :
:


В выражениях (2.32)-(2.35) остались неопределенные константы С3 и ![]() . Константа С3 характеризует осевые деформации в толстостенном цилиндре, неравномерно нагретом по радиусу до температуры
. Константа С3 характеризует осевые деформации в толстостенном цилиндре, неравномерно нагретом по радиусу до температуры ![]() (r)и равномерно - в осевомнаправлении.
(r)и равномерно - в осевомнаправлении.
Воспользуемся принципом суперпозиции и представим, что эта часть напряженно-деформированного состояния цилиндра соответствует отсутствию нагрузки в касательном направлении по лицевым поверхностям. Тогда константа Сз определяется, исходя из равенства продольной силы, растягивающей цилиндрическую трубу, величиной ![]() [106]:
[106]:

Напротив, для определения ![]() (и входящей также в выражение для ɣrzконстанты
(и входящей также в выражение для ɣrzконстанты ![]() ) необходимо использовать два оставшиеся граничные условия относительно касательных напряжений τrz.Таким образом, условия (2.25) будут полностью удовлетворены.
) необходимо использовать два оставшиеся граничные условия относительно касательных напряжений τrz.Таким образом, условия (2.25) будут полностью удовлетворены.
Для этого подставим в соответствующую формулу закона Гука (2.28) выражение (2.23) для углов поворота ɣrz.Получим:

Подставляя это соотношение в условия (2.25), переходим к следующей системе:
Принимая во внимание соотношения между величинами ![]() ,
,![]() и
и ![]() , изкоторых получены формулы (2.34) и (2.35), а именно:
, изкоторых получены формулы (2.34) и (2.35), а именно:
после преобразований получим:
Тогда система (2.38) принимает вид:

Исключая неизвестную![]() , получим:
, получим:

С другой стороны, из соотношения (2.35) следует, что

Из последних двух уравнений получим:

Тогда из соотношения (2.35) следует:

Исключаяиз системы (2.43) величину ![]() ,приходим к выражению для
,приходим к выражению для ![]() :
:

2.2.3. Метод расчета напряжений в бетонной стенке
Подставляя формулы (2.22)-(2.24), (2.32)-(2.36), (2.46)-(2.48) в соотношения закона Гука (2.28), получим напряжения, возникающие в цилиндрической бетонной стенке. Представим их в следующем виде:

В формулах (2.49) составляющие
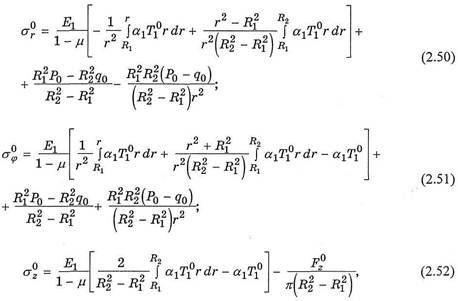
характеризуют напряженное состояние бетонной цилиндрической стенки, неравномерно нагретой по радиусу до температуры ![]() (r)и нагруженной равномерным внешним давлением q0 и внутренним давлением Ро.
(r)и нагруженной равномерным внешним давлением q0 и внутренним давлением Ро.
Остальные составляющие в формулах (2.49) выражаются следующим образом:



Нетрудно видеть, что полученные формулы для напряжений удовлетворяют краевым условиям (2.25).
2.2.4. Определение величины деформирования труб охлаждения
Труба охлаждения рассматривается как стержень, подверженный неравномерному нагреву, осевому сжатию и изгибу (расчетная схема изображена на рис. 2.7).
Как указывалось выше, каждая труба нагружена сжимающим усилием ![]() , перерезывающими силами
, перерезывающими силами ![]() и моментом
и моментом![]() .При этом условия равновесия выполняются.
.При этом условия равновесия выполняются.
Эпюра изгибающих моментов в трубке описывается функцией
![]()
и изображена на рис.2.7.
Тогда, если и2 - прогиб трубы, то уравнение упругой линии имеет вид
![]()
где Е2 - модуль упругости;
![]()
Из уравнения (2.58) следует, что
![]()
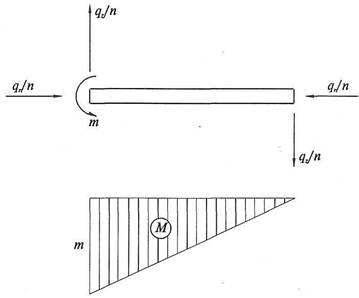
Рис. 2.7. Расчетная схема трубы охлаждения
Неизвестные константы А1и А2определяются из условий совместности деформации бетонной цилиндрической стенки и труб охлаждения:
![]()
что соответствует равенству вертикальных смещений и отсутствию поворота труб относительно бетонного слоя.
Тогда из условий (2.60) следует:
![]()
В дальнейшем понадобится значение и2при r=R3, то есть в месте контакта с кожухом. Подставив соотношения (2.61) в выражение (2.59) и приняв r=R3, получим:
![]()
Рассмотрим далее изменение длины трубы охлаждения ![]() .Принимаем, что распределение температуры вдоль трубы линейно. Температура трубы на границе, прилегающей к бетону, равна
.Принимаем, что распределение температуры вдоль трубы линейно. Температура трубы на границе, прилегающей к бетону, равна
![]()
а на границе, прилегающей к кожуху, равна температуре кожуха Т3(z). Тогда функцию, выражающую распределение температуры вдоль трубы, можно записать следующим образом:
![]()
где t0= Т2; t1 = Т3- Т2, r1 = r-R2.
Тогда, как известно [107], изменение длины трубы ![]() определяется:
определяется:
![]()
где ![]() - площадь поперечного сечения.
- площадь поперечного сечения.
Учитывая, что t0, t1, α2не зависят от r1,запишем окончательно, подставляяформулы (2.64)
![]()
Поскольку
![]()
![]()
где
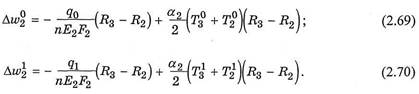
Таким образом, радиальное перемещение края трубы, прилегающего к кожуху, равно
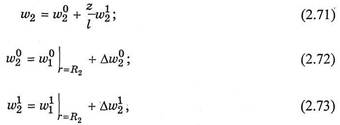
причем величины ![]() и
и ![]() выражаются формулами (2.69) и (2.70).
выражаются формулами (2.69) и (2.70).
2.2.5. Расчетный метод определения смещений и усилий в кожухе
Кожух шахты доменной печи рассматривается, как тонкостенная цилиндрическая оболочка, подверженная воздействию внутреннего давления Р + qr, равномерно распределенной тангенциальной нагрузки qz и температуры T3. Пренебрегая вдали от краев оболочки напряжениями краевого эффекта, разделим напряженно-деформированное состояние на безмоментное и термоупругое. Для определения этих составляющих воспользуемся известными формулами [107]. Получим:
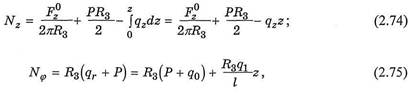
где Nz и Nφ - соответственно продольное и кольцевое мембранные усилия;
![]() - составляющая главного вектора усилий, приложенного к краю оболочки z = 0.
- составляющая главного вектора усилий, приложенного к краю оболочки z = 0.
Далее:
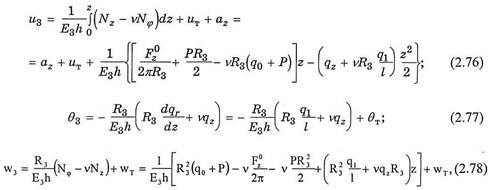
где ν -коэффициент Пуассона для материала кожуха;
u3и w3- соответственно продольные и радиальные смещения;
Ɵ3- углы поворота;
аz- величина, характеризующая жесткое смещение оболочки;
uт, Ɵтиwт- температурные смещения, определяемые по следующимформулам:
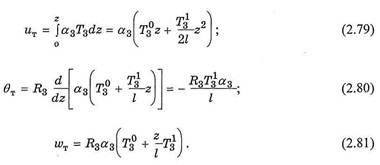
Формулы (2.74)-(2.81) полностью определяют напряженно-деформированное состояние кожуха с точностью до двух неопределенных констант ![]() и аz.
и аz.
2.2.6. Условия совместной деформации кожуха и труб охлаждения
Совместность деформаций кожуха и труб охлаждения определяется условиями:

Подставляя в (2.82) и (2.83) выражения соответствующих величин и приравнивая между собой коэффициенты при одинаковых степенях z, находящиеся справа и слева от знака равенства, получим пять уравнений:

Уравнения (2.84)-(2.88) содержат 13 неизвестных: q0, q1, qz, ![]() , аz,
, аz, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() . Однако к имеющимся пяти уравнениям необходимо добавить соотношения, выражающие произвольные константы через q0, q1иqz, т.е. (2.32)-(2.34), (2.36), (2.46)-(2.48). Таким образом, имеется уже 12 уравнений. Необходимо также наложить определенное ограничение на жесткие смещения конструкции, а именно, условие, выражающее отсутствие вертикальных перемещенийбетонной цилиндрической стенки в точке z=0,r= R1.
. Однако к имеющимся пяти уравнениям необходимо добавить соотношения, выражающие произвольные константы через q0, q1иqz, т.е. (2.32)-(2.34), (2.36), (2.46)-(2.48). Таким образом, имеется уже 12 уравнений. Необходимо также наложить определенное ограничение на жесткие смещения конструкции, а именно, условие, выражающее отсутствие вертикальных перемещенийбетонной цилиндрической стенки в точке z=0,r= R1.

Условие (2.89) замыкает систему. Из этой системы уравнений можно легко исключить неизвестную С3 и таким образом получить разрешающую систему 12 линейных алгебраических уравнений с 12 неизвестными.
Анализ показывает, что разрешающая система уравнений распадается на 2 независимые подсистемы. Действительно, подсистема из четырех уравнений (2.32), (2.33), (2.84) и (2.87) может быть решена независимо относительно q0, ![]() ,
, ![]() и
и![]() что несколько упрощает процесс решения. Оставшиеся восемь уравнений упрощению не поддаются.
что несколько упрощает процесс решения. Оставшиеся восемь уравнений упрощению не поддаются.
Решение системы 12 уравнений с 12 неизвестными и получение составляющих напряженно-деформированного состояния при различных величинахzи r реализовано в виде программы для ЭВМ.
2.2.7. Результаты расчета термонапряженного состояния
кожуха шахт доменных печей
Реализация разработанной математической модели термонапряженного состояния кожуха шахт была осуществлена для двух доменных печей полезным объемом 1386 м3 (ДП №11 Днепровского меткомбината) и 2300 м3 (ДП №5 меткомбината им. Ильича).
В соответствии с принятой расчетной схемой, для ДП № 11 рассматривался полый бетонный цилиндр длиной l= 10,56 м с оценкой напряжений в сечениях, соответствующих рис. 2.8.
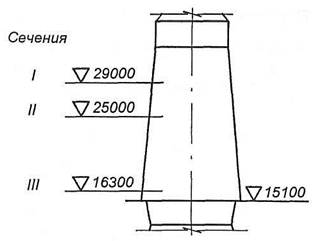
Рис.2.8. Схема расположения расчетных сечений в шахте ДП№11
Согласно рис. 2.5 внутренний и наружный радиусы бетонного слоя, а также радиус срединной поверхности кожуха на уровне середины высоты шахты рав-ны соответственно R1=5,09 м; R2=5,52 м; R3=5,57 м. На 1 м2 поверхности кожуха приходится 4 трубы охлаждения с внутренним диаметром d=0,038 м и наружным D= 0,070 м (для водяного охлаждения). Толщина кожуха h= 0,04 м. Внутреннее давление на бетонный слой вследствие его незначительности принимается равным нулю. Внутреннее избыточное давление газовой среды, приложенное к кожуху, равно Р = 0,2 МПа. Коэффициент Пуассона для жаростойкого бетона принимается равным нулю (µ=0), тогда как упругие константы стали имеют обычные величины: Е2=Е3≈2,064·105 МПа, ν=0,3.
Термические деформации кожуха в нижнем и в верхнем сечениях, то есть α3![]() и
и![]() вычисляются по методике [105] и равны 0,0006. Теплофизические свойства жаропрочного бетона приняты по СНиП 2.03.04-84 для бетона №21: усредненный модуль упругости бетона равен E1 = 1245 МПа. Температурные деформации труб охлаждения приняты равными 0,00072.
вычисляются по методике [105] и равны 0,0006. Теплофизические свойства жаропрочного бетона приняты по СНиП 2.03.04-84 для бетона №21: усредненный модуль упругости бетона равен E1 = 1245 МПа. Температурные деформации труб охлаждения приняты равными 0,00072.
На доменной печи №5 меткомбината им. Ильича, работающей с испарительной системой охлаждения, трубы имели наружный диаметр D=0,095 м и толщину стенки 0,014 м, причем на 1 м2 поверхности кожуха приходилось 6 труб охлаждения. Внутренний радиус бетонной оболочки R1=5,908 м, наружный –R2=6,218 м. Радиус срединной поверхности кожуха R3=6,268 м. Высота шахты l=10,1 м. Толщина кожуха h = 0,04 м.
С внутренней стороны к бетону примыкала огнеупорная кладка из кирпичей ШПД-39. Давление кладки на бетонный слой определялось по методике [105] и составляло: внизу Р0=0,409 МПа и вверху Р1=0,258 МПа. Рассматривалось одно состояние конструкции: футеровка находится в проектном положении.
Расчеты выполнялись для трех сечений кожуха шахты (рис.2.9). Характеристики бетона такие же, как и в расчетах для ДП №11. Однако величины приведенных модулей упругости для разных температур определены с учетом наличия в бетоне термошвов, компенсирующих термическое расширение. Усредненная величина E1=4495 МПа.
Внутреннее избыточное давление газовой среды, приложенное к кожуху, составляло Р= 0,15 МПа. Температурные деформации верхней и нижней частей кожуха приняты в соответствии с рекомендациями [105]:
![]() = 0,00048 и
= 0,00048 и ![]() = 0,00036,где
= 0,00036,где ![]() = 12·10-6 град.-1.
= 12·10-6 град.-1.
Результаты расчетов представлены в таблице 2.9.
Анализ полученных данных позволяет сделать вывод о незначительной величине напряжений в кожухе шахты, изготовленной из крупногабаритных охлаждаемых модулей. Наблюдаемый рост меридиональных напряжений (σz) для ДП №5 по мере удаления от зоны маратора печи можно объяснить достаточно высоким градиентом температуры кожуха в направлении образующей.
Представляет интерес сравнение результатов расчетов с данными экспериментальных замеров величин напряжений в кожухе на действующих доменных печах.
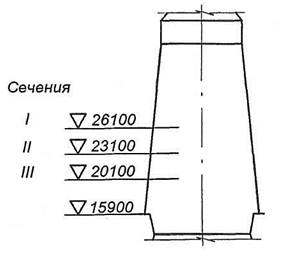
Рис.2.9. Схема расположения расчетных сечений в шахте ДП № 5
Таблица 2.9
Термонапряженное состояние кожуха шахт доменных печей № 11 ДМК и № 5 меткомбината им. Ильича (σr=0)
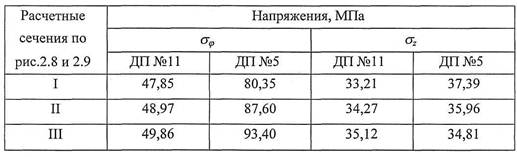
2.3. Тензометрические исследования состояния
кожуха шахт доменных печей
Исследования выполнены на трех доменных печах, отличающихся конструктивным исполнением стенки шахты и применяемой системой охлаждения. Например, шахты доменных печей № 4 и № 5 меткомбината им. Ильича состояли из 8 крупногабаритных модулей, каждый из которых представлял собой криволинейную равнобедренную трапецию. Вплотную к бетону модулей (его толщина 310 мм) примыкала огнеупорная кладка (толщиной 575 мм из ШПД-39), в которой имелись радиальные выгорающие прокладки, расположенные через каждые 7 кирпичей. Охлаждение шахты испарительное, поэтому в конструкции модулей применены трубы охлаждения (сталь 20) диаметром 95 мм (δ=14 мм).
На ДП № 11 ДМК толщина крупногабаритных модулей составляла 460 мм, огнеупорная кладка отсутствовала и применялась система водяного охлаждения.
2.3.1. Методика и аппаратурное обеспечение исследований
Для решения задачи экспериментального определения напряженно-деформированного состояния кожуха действующих доменных печей необходим выбор метода измерения деформаций. Требуется также разработка специальных приборов и аппаратуры для производства измерений.
Необходимость детальной проработки всех вопросов, связанных с методикой и приборами для измерений, продиктована отсутствием надежной стандартной аппаратуры, применимой для тензометрических испытаний объектов доменного комплекса. Недостаточно разработаны и сами методы измерения деформаций кожухов доменных печей. Сложность проведения длительных натурных испытаний этих объектов обусловлена рядом требований, предъявляемых к используемым приборам и аппаратуре, важнейшие из которых:
- стабильность показаний приборов в течение продолжительного времени;
- независимость результатов измерений от изменения температуры окружающей среды в интервале -20...+120°С;
- независимость результатов измерений от вредных воздействий окружающей среды (влажности, загазованности и др.).
Задача экспериментального исследования напряженного состояния кожуха шахты доменной печи усложняется тем, что контролируемая поверхность исчисляется сотнями квадратных метров. В этих условиях применение малобазных тензометрических устройств потребовало бы огромного количества точек измерения для обеспечения надежных результатов. Как показали данные ранее выполненных автором исследований, наиболее существенной характеристикой для оценки напряженного состояния кожуха является величина мембранных напряжений в контролируемом сечении. Эти напряжения возможно определять путем измерения деформаций на большой базе (1-2 м).
Учитывая изложенное, для измерения приращений деформаций кожуха доменной печи целесообразно использовать длиннобазные тензометрические устройства (ДТУ) [108, 109].
Эти приборы имеют ряд преимуществ по сравнению со стандартными переносными механическими компараторами и тензорезисторами, обладают стабильными показаниями при длительных измерениях.
В то же время конструкция приборов не позволяет измерять кольцевые и меридиональные напряжения в одной точке, а лишь с некоторым смещением. С целью устранения этого недостатка на основе ДТУ разработаны двухкоординат-ные длиннобазные тензометры (ДДТ), при помощи которых осуществлялось тензометрическое исследование напряженного состояния кожухов доменных печей.
На рис. 2.10 изображен двухкоординатный длиннобазный тензометр (ДДТ), состоящий из двух гибких стальных полос (1), имеющих совокупную длину l=1 м и двух таких же полос (2) такой же длины.
Полосы 1 и 2 взаимно перпендикулярны и располагались на объекте таким образом, чтобы их направления совпадали с направлениями главных напряжений (в конструкции шахты доменной печи это кольцевые и меридиональные напряжения). Полосы 1 и 2 дальними концами приваривались к кожуху печи и к защитному кожуху 3, изготовленному из уголков 30x3. Ближние концы уголковзащитного кожуха приваривались к коробке 4, которая, в свою очередь, по углам приварена к кожуху шахты. Таким образом ближние концы полос прижаты к кожуху шахты. РазмерСопределялся ходом компаратора, входящего в комплект ДДТ (например, увеличения отсчетов в процессе измерений на 80% и уменьшения на 20%).
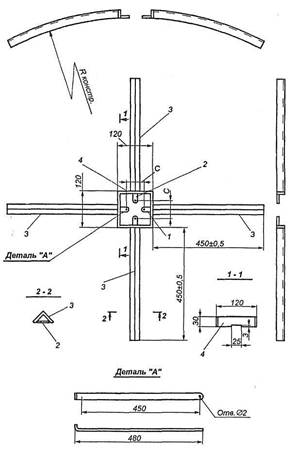
Рис. 2.10. Двухкоординатный длиннобазный тензометр:
1 и 2 — гибкие стальные полосы; 3 - защитный кожух; 4 –коробка
Использовался компаратор с базой 65 мм (рис. 2.11).
Ножки компаратора крепятся таким образом, что одна из них жестко связана с корпусом индикатора, а другая - с подвижным штоком. Компаратор в процессе измерений настраивался и проверялся по шаблону, изготовленному из инвара (сплава, обладающего значительно более низким, по сравнению со сталью, коэффициентом линейного теплового расширения).
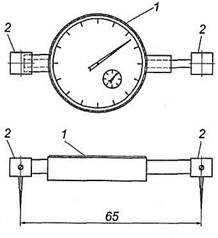
Рис. 2.11. Компаратор:
1 — индикатор часового типа; 2 — измерительные ножки
(прибор разработан вГПИ "Днепроспецсталъконструкция")
Таким образом, конструкция ДДТ обеспечивала автоматическую компенсацию температурного расширения кожуха печи, а также достоверность и стабильность показаний при качественной установке ДДТ на объекте.
Отличительными особенностями ДДТ по сравнению с длиннобазными тен-зометрическими устройствами (ДТУ) являются разработанные автором крестообразное расположение полос и одинаковая база измерений в двух направлениях.
Выбор мест определения напряженно-деформированного состояния кожуха шахты доменных печей производился с учетом следующих соображений.
Охлаждаемая зона шахты печи имеет большую протяженность по высоте, следовательно, для того, чтобы выявить конфигурацию поля напряжений в меридиональном направлении, необходимо производить измерения в нескольких уровнях по высоте шахты. В то же время из опыта экспериментальных исследований [109] известно, что напряженно-деформированное состояние кожуха шахты имеет невысокую изменяемость в меридиональном направлении. Поэтому, организация измерений в трех уровнях (верх, середина и низ охлаждаемой зоны шахты) представляется достаточной с точки зрения объема получаемой информации. Исходя из этих соображений, по разработанной автором схеме на ДП №5 меткомбината им. Ильича и ДП № 11 ДМК установлены ДДТ в трех уровнях по высоте шахт (см. рис. 2.8 и 2.9).
В кольцевом направлении охлаждаемая зона шахты печи состоит из нескольких (например, 8) крупногабаритных модулей, поведение которых может отличаться друг от друга в зависимости от особенностей их изготовления, от хода печи, от работы системы охлаждения. Поэтому необходимо контролировать напряженно-деформированное состояние каждого модуля в каждом из трех уровней по высоте. Применение длиннобазных двухкоординатных тензометри-ческих устройств позволяет ограничиться установкой одного ДДТ в пределах одного модуля (в каждом уровне), то есть измерения выполнять в трех уровнях по 8 точкам в каждом.
Исключение составляла ДП № 4 меткомбината им. Ильича, где тензоуст-ройства были расположены в двух уровнях по высоте шахты (I - ![]() 22500 мм и II-
22500 мм и II- ![]() 720450 мм), причем в каждом уровне измерения проводились в 5 точках.
720450 мм), причем в каждом уровне измерения проводились в 5 точках.
Точки, в которых проводились измерения, удалены от области краевого эффекта, т.к. в этой области существенными могут быть деформации изгиба, не поддающиеся измерениям на большой базе.
Методика обработки результатов измерений была следующей.
Согласно закону Гука для плоского напряженного состояния
гдеЕ= 2,1-10 МПа - модуль упругости;
µ = 0,3 - коэффициент Пуассона;
![]() и
и ![]() - соответственно кольцевые и меридиональные деформации;
- соответственно кольцевые и меридиональные деформации;
σк и σм-соответственно кольцевые и меридиональные напряжения.
![]()
где Δlк и Δlм - измеренные абсолютные деформации кожуха, соответственно кольцевые и меридиональные, выраженные в количестве делений по шкале прибора;
Бг - база горизонтального датчика для измерения кольцевых деформаций; Бв - база, вертикального датчика для измерения меридиональных деформаций;
С = 0,01 мм/дел. - цена деления прибора.
Тогда формулы (2.90) и (2.91) можно записать:

![]()
Величины Δlк и Δlмопределяются с учетом поправок на шаблон:
![]()
где А0ки А0м- нулевые (начальные) отсчеты соответственно горизонтального и вертикального датчиков;
Аiки Аiм- i-е отсчеты тех же датчиков (показания датчиков, соответствующие определенному этапу деформирования);
ΔШ=Шi -Шо - разность i-х и нулевых отсчетов компаратора в шаблоне.
2.3.2. Результаты экспериментов и анализ напряжений в кожухе
Данные экспериментальных наблюдений, проводившихся на ДП № 4 меткомбината им. Ильича, приведены на рис. 2.12. Анализ графиков позволяет установить наличие двух этапов в развитии напряженного состояния кожуха шахты, соответствующих работе печи при целой и выгоревшей огнеупорной кладке. К концу первого месяца после задувки печи средние кольцевые напряжения в обоих уровнях (сечениях) интенсивно росли и достигли максимальных значений ~180 МПа во II сечении и ~150 МПа - в I. В течение следующего месяца - снизились до ~150 и ~130 МПа соответственно и ненадолго стабилизировались. Вероятно, наблюдаемое снижение напряжений объясняется тем, что произошло максимально возможное закрытие швов кладки при выгорании прокладок.
С разрушением огнеупорной кладки шахты (спустя полгода после задувки печи) наступил второй этап в развитии напряженного состояния кожуха. При этом, как видно из рисунка 2.12, в зимний период в условиях низкой температуры наружного воздуха (-10...-14°С в дни измерений) кольцевые напряжения в кожухе выросли до максимальных значений ~240 и 200 МПа соответственно. Летом произошло снижение кольцевых напряжений до ~200 и ~150 МПа в рассматриваемых сечениях. Таким образом, стабилизация напряжений, например, во втором сечении произошла на уровне ~220 МПа с сезонными колебаниями ±20 МПа.
Меридиональные напряжения в кожухе шахты печи развивались аналогично, однако их уровень в среднем на 20-30 МПа ниже, чем уровень кольцевых напряжений в тех же сечениях.
Графики средних по сечениям напряжений в кожухе шахты ДП № 5 меткомби-ната им. Ильича приведены на рис. 2.13, из которых следует, что развитие напряженного состояния кожуха шахты этой печи происходит с теми же закономерностями, которые были выявлены для ДП № 4. Тем не менее, уровни напряжений как на первом (работа печи с огнеупорной кладкой), так и на втором этапе (кладка отсутствует), оказались здесь значительно ниже.
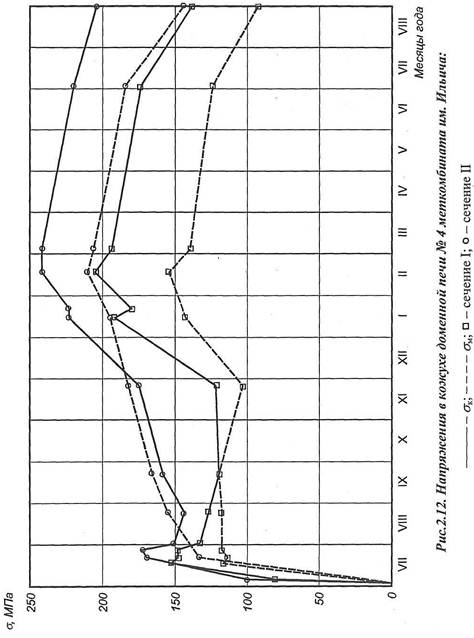
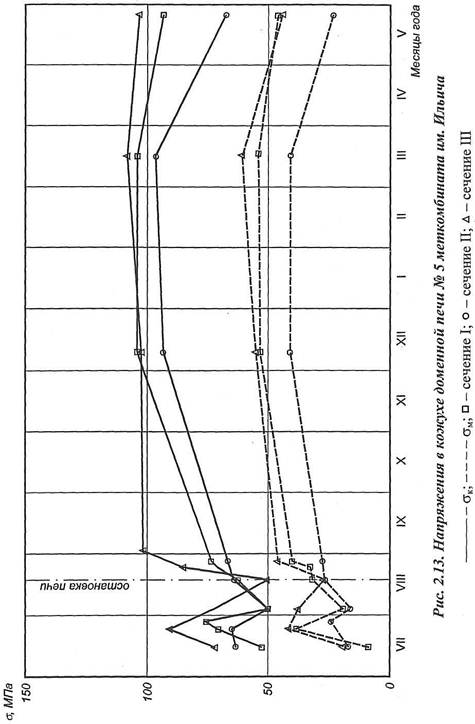
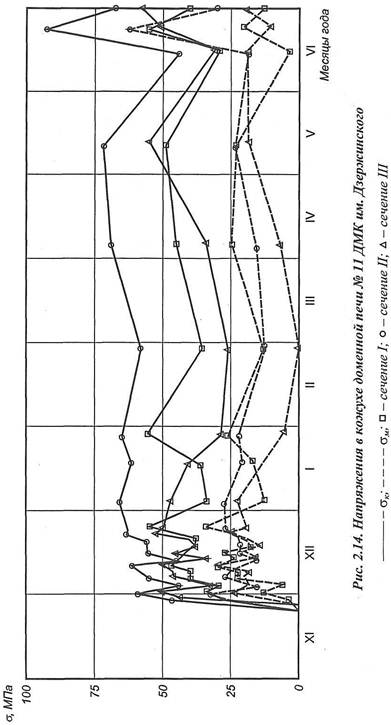
Действительно, на первом этапе кольцевые напряжения во всех сечениях не превышали 85 МПа, а на втором - 110 МПа. Поскольку ДП № 4 и ДП № 5 меткомбината им. Ильича близки по объему, сходны по конструкции и имели одинаковую систему охлаждения, этот результат можно объяснить лучшей компенсацией термического расширения бетона за счет частоты расположения и толщины термошвов из асбестового картона (см. 2.1).
Средние значения кольцевых и меридиональных напряжений в кожухе шахты ДП № 11 Днепровского меткомбината приведены на рис. 2.14. На этих графиках не наблюдается падение напряжений после их интенсивного роста сразу же после задувки печи, что служит подтверждением изложенной выше гипотезы о связи наблюдаемого явления с выгоранием прокладок в огнеупорной кладке.
Уровень напряжений здесь еще более низок: максимальные кольцевые напряжения после задувки печи составили: в сечении I~37 МПа, в сечении II~60 МПа, в сечении III~50 МПа; после стабилизации теплового режима они достигли значений ~45; 60 и 50 МПа соответственно.
Сравнивая экспериментальные данные с результатами расчета по разработанной нами методике можно видеть их высокую сходимость.
Например, при наличии в шахте ДП № 5 меткомбината им. Ильича огнеупорной футеровки, в первые месяцы после задувки экспериментально измеренные кольцевые напряжения в кожухе не превышали: в верхнем сечении 80 МПа, в среднем - 75 МПа и в нижнем - 90 МПа (см. рис. 2.13). Соответствующие расчетные значения составили: 80,35; 87,6 и 93,4 МПа (см. табл. 2.9). По данным экспериментов меридиональные напряжения во всех сечениях находились в пределах 30-40 МПа, по расчету: в верхнем сечении - 37,39; в среднем - 35,96 и внижнем - 34,81 МПа.
2.4. Оценка напряженно-деформированного состояния кожуха
при его локальных перегревах
Приведенный выше метод расчета термонапряженного состояния кожуха применим для устойчивого теплового состояния доменной печи с равномерным распределением температур. Однако в практике эксплуатации доменных печей нередки случаи местных перегревов кожуха, причиной которых могут быть:
- локальные разрушения огнеупорной кладки или бетона;
- местные отказы системы охлаждения;
- неравномерный характер конвекции кожуха (при сильном ветровом обдуве или значительном теплопотоке над чугунной леткой).
При возникновении в кожухе зон локальных перегревов часто используется его наружный полив водой.
При этом в кожухе возникает значительный перепад температуры по толщине. Так, при толщине кожуха 60 мм и тепловой нагрузке 880*106 Дж/(м2*ч) перепад температуры составляет более 300°С [110]. Такой градиент температуры приводит к появлению в материале кожуха значительных изгибающих напряжений, которые могут привести к его деформации и разрыву.
В связи с этим актуальным является анализ напряженного состояния кожуха при локальных перегревах и различных способах отвода тепла от внешней поверхности.
В работах [111, 112] сделана попытка определить условия старта трещины в кожухе, имеющем локальный нагрев. Однако, по нашему мнению, принятые допущения (независимость механических характеристик от температуры; выбор расчетной схемы, описываемой линейными соотношениями) не позволяют достоверно описать характер деформирования кожуха.
Автор считает, что следует учесть три главные особенности.
Во-первых, интервал температур в кожухе имеет широкие пределы, поэтому расчет необходимо производить с учетом изменения механических характеристик материала от температуры [113, 114]. Во-вторых, возникновение больших изгибающих моментов при охлаждении водой, что требует обязательного их учета при оценке напряженного состояния кожуха. Третьей особенностью является возникновение нелинейных эффектов при деформировании кожуха. Нелинейность неизбежно возникает при локальном нагружении оболочек, на это обращается внимание при нагружении оболочек статическими нагрузками [115, 116] и при воздействии температурным полем [114, 117].
Большое внимание при выполнении конкретных расчетов необходимо уделить выбору алгоритма решения уравнений теории оболочек. В ряде работ по локальному нагреву оболочек традиционным являлось разложение решения в ряды Фурье [118-121]. Такой алгоритм весьма эффективен в том случае, когда хорошо сходятся ряды, однако в этих же работах показано, что при локальном нагреве ряды Фурье сходятся плохо, и даже для линейных задач, рассматриваемых в указанных работах, конкретный расчет вызывает трудности. Применение ЭВМ позволяет количественно увеличить число учитываемых членов разложения, но не дает желаемых результатов.
Более приемлемыми для расчета локально нагруженных оболочек являются методы, основанные на численном интегрировании [114, 117].
В настоящей работе использован вариант метода численного интегрирования уравнений по окружной координате, основанный на приеме перехода от краевой задачи к задаче Коши и продолжении решения по параметру нагрузки [122, 123].
Разработанная автором модель свободна от упрощений указанных выше, а тем самым более адекватна реальному процессу.
В качестве математической модели локально нагретого кожуха доменной печи рассмотрим замкнутую цилиндрическую оболочку, подвергнутую действию равномерно распределенного давления и температуры, переменной как в срединной поверхности оболочки, так и по толщине. Принимаем, что температура нагрева оболочки более 200°С, поэтому необходимо учитывать зависимости модуля упругости материала и коэффициента линейного расширения от температуры [113]:
![]()
На коэффициент Пуассона V температура влияет несущественно, поэтому ν= const. Тогда физические соотношения принимают вид:

где N1, N2- мембранные усилия в продольном и окружном направлениях оболочки;
S - сдвигающее усилие;
М1,М2- изгибающие моменты;
Н - скручивающий момент;
![]() ,
, ![]() - относительные линейные деформации;
- относительные линейные деформации;
![]() - относительная деформация сдвига;
- относительная деформация сдвига;
ӕ1,ӕ2 - относительные кривизны;
ӕ12 - относительный угол закручивания срединной поверхности.
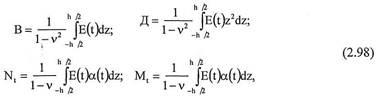
где z- координата по толщине оболочки;
h - толщина оболочки.
Предположим, как это принято для тонкостенных конструкций, что закон изменения температуры по толщине оболочки линейный [124]. Тогда температура в любой точке оболочки может быть представлена в виде:
![]()
где х,у — продольная и окружная координаты оболочки;
tо- температура в срединной поверхности оболочки;
t1- перепад температуры по толщине.
Выражения дляВ,Д, Nt, Мtв этом случае упрощаются и имеют вид:
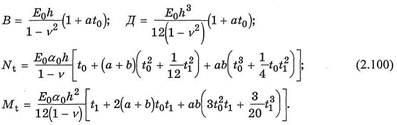
Для геометрических соотношений принимаем, что относительные деформации малы по сравнению с единицей, а углы поворота малы, но конечны:
где и, ν, w - продольное, окружное и радиальное перемещения оболочки.
Тогда уравнения равновесия будут также нелинейными и записываются ввиде:

где R - радиус оболочки.
Воспользовавшись соотношениями (2.97), (2.100)-(2.102), получим систему нелинейных уравнений равновесия в частных производных относительно перемещений:
![]()
где Li- дифференциальные операторы.
Система (2.103) должна быть дополнена граничными условиями.Ниже будут рассмотрены условия неподвижного шарнира при х = 0:
![]()
- и симметрии при х = l/2:
![]()
где l - длина оболочки;
Q1- поперечная сила.
Для решения системы уравнений (2.102) используем прием Власова-Канторовича, согласно которому представим поле перемещений в виде [125]:

Здесь Нi - полиномы Эрмита III степени, обеспечивающие непрерывность функций и их первых производных и удовлетворяющие граничным условиям (2.104), (2.105):

Разделение переменных в решении (2.106) позволяет свести исходную двухмерную задачу к системе обыкновенных дифференциальных уравнений поокружной координате. Ортогонализируя невязки исходных уравнений Liк координатным функциямНj

приходим к системе уравнений относительно функций иi, νj ,wk.
Дальнейшее решение строится численно путем сведения краевой задачи к эквивалентной задаче Коши в сочетании с приемом продолжения решения по параметру нагрузки. Численное интегрирование осуществляется методом Рунге-Кутта с использованием метода Ньютона. Реализация такого подхода подробно освещена в литературе [122, 123].
Разработанный нами метод расчета был применен для анализа причин аварии на доменной печи № 9 меткомбината "Криворожсталь". В результате выхода из строя холодильников в районе заплечиков произошел локальный перегрев кожуха с последующим его разрывом.
Размеры пятна перегрева составили в диаметре 0,5 м с максимальной температурой 400°С.
Диаметр кожуха (толщиной 40 мм) в месте образования локального перегрева составлял 16,8 м. Кожух изготовлен из стали 16Г2АФ (ТУ 14-1779-76), имеющей при 20°С следующие характеристики:
- модуль упругости 2,1·105 МПа;
- коэффициент Пуассона 0,3;
- коэффициент линейного расширения 11·10-6 град.-1.
Параметры аиЬ, характеризующие зависимость Е и α температуры, равны - 0,00035 град.-1 и - 0,00045 град.-1.
Расчет напряженно-деформированного состояния кожуха состоял из трех этапов.
На первом - оболочка нагружалась внутренним давлением до величины 0,4 МПа. Состояние оболочки, полученное к концу этого этапа, соответствует безаварийной работе печи.
На втором этапе расчета в качестве параметра нагрузки выступает температура срединной поверхности оболочки в центре пятна нагрева, при этом распределение температуры по толщине принималось равномерным и в конце расчета равным 400°С. Напряженно-деформированное состояние соответствовало при этом выходу холодильника из строя.
На третьем этапе расчета принимался перепад температуры по толщине кожуха, причем внутренняя его поверхность прогрета до температуры 400°С, а внешняя - охлаждена до 100°С. Этот этап моделировал процесс охлаждения кожуха при поливе разогретого пятна водой.
Рассмотрим напряженно-деформированное состояние оболочки при локальном нагреве, равномерном по толщине. В процессе изгиба область пятна нагрева и прилегающая к нему зона для заданного распределения температуры деформируется внутрь оболочки. На рис. 2.15 (кривая 1) приведена форма изгиба оболочки по окружной координате при температуре 400°С.
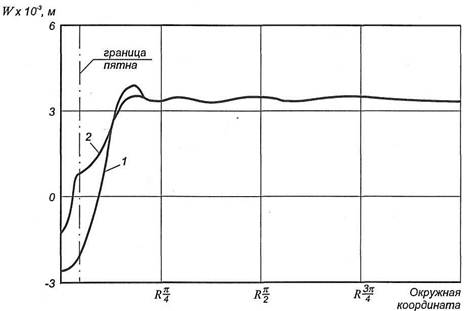
Рис. 2.15. Форма изгиба оболочки в сечении х=l/2:
1 — при равномерном нагреве по толщине;
2 — при перепаде температуры по толщине.
Усилия, действующие в оболочке, сконцентрированы в пятне нагрева и в зоне, прилегающей к пятну. В самом пятне нагрева окружные усилия растягивающие, что является следствием действия внутреннего давления, а продольные - сжимающие. В зоне, прилегающей к пятну, оба усилия растягивающие. Максимальная интенсивность напряжений срединной поверхности оболочки достигается в центре пятна.
На рис. 2.16 а (кривая 1) приведено распределение интенсивности напряжений срединной поверхности по окружной координате при температуре 400°С. Для более высоких температур расчет оболочки, геометрия которой задана выше, необходимо вести с учетом пластических деформаций в зоне нагрева.
Внутри нагретой области в оболочке возникают отрицательные изгибающие моменты, однако, величина их невелика и вклад, который они вносят в напряженное состояние элементов оболочки, наиболее отстоящих от срединной поверхности, небольшой. Распределение интенсивности напряжений на внешней поверхности оболочки по окружной координате показано на рис. 2.16 б (кривая 1).
При охлаждении наружной поверхности оболочки возникает отрицательный перепад температуры по толщине, температура срединной поверхности падает. Прогиб оболочки в центре пятна при этом уменьшается. На рис. 2.15 (кривая 2) показана форма изгиба оболочки при перепаде температуры по толщине 300°С и температуре срединной поверхности 250°С.
Характер распределения тангенциальных усилий в оболочке при охлаждении сохраняется, причем величины усилий уменьшаются и срединная поверхность оболочки становится менее нагруженной. Происходит это за счет уменьшения в ней температуры. Интенсивность напряжений в срединной поверхности показана на рис. 2.16 а (кривая 2).
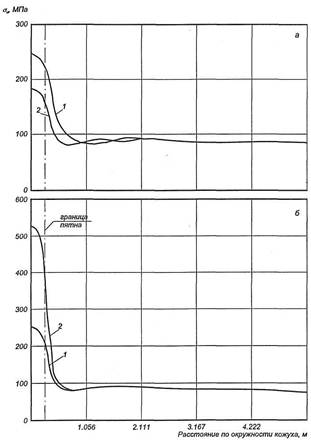
Рис. 2.16. Интенсивность напряжений σи в срединной части (а) и наружной (б) поверхности кожуха печи при х = l/2
(обозначения аналогичны рис. 2.15)
Однако, с возникновением неравномерности нагрева по толщине изменяется характер распределения изгибающих моментов в пятне нагрева: оба момента становятся положительными, т.е. на элементы оболочки, расположенные на внешней поверхности, действуют растягивающие усилия, а на внутренней -сжимающие. Затем происходит быстрый рост значений моментов. При перепадетемпературы в 300°С вклад моментов в напряженное состояние элементов оболочки, расположенных на ее поверхностях, значительно превышает вклад тангенциальных усилий. На рис.2.16 б (кривая 2) показано резкое возрастание интенсивности напряжений на внешней поверхности оболочки, которое возникло в результате охлаждения оболочки внешним поливом. Наибольшие напряжения при этом превышают предел пропорциональности материала.
Полученные результаты показывают, что при локальном нагреве оболочки искусственное создание градиента температур (например, при интенсивном поливе водой) может привести к существенному росту напряжений, деформации кожуха и его разрушению.
Применение в шахте крупногабаритных охлаждаемых модулей с толстостенными трубами, обеспечивающих экранирование поверхности кожуха, снижает вероятность образования очагов перегрева кожуха, что повышает надежность работы конструкции.
2.5. Выводы
1. Создание и внедрение новой конструкции шахты доменной печи, состоящей из крупногабаритных охлаждаемых модулей, поставили перед авторомзадачу разработки методики термопрочностного расчета данной конструкции.
2. Разработанная автором методика расчета величин напряжений и деформаций в кожухе и в бетоне, армированном трубами охлаждения, позволила доказатьвозможность изготовления конструкции модуля, включающего футеровку, элементы охлаждения, кожух печи, как единое целое, в отличие от традиционно существующей конструкции шахты печи: огнеупорный кирпич, компенсационный зазор, плитовые холодильники, кожух.
3. Разработана и реализована на практике методика экспериментальногоопределения термонапряженного состояния шахты печи новой конструкции. Результаты исследований подтвердили правильность теоретических предположений, выдвинутых автором и положенных в основу методики расчета прочности крупногабаритных модулей.
4. Сравнение расчетных и экспериментальных данных о величинах напряжений в кожухе шахт свидетельствуют о хорошей сходимости результатов ивозможности применения разработанной методики при проектировании и реконструкции доменных печей.
5. Исследования на доменных печах позволили выявить пути компенсации термического роста бетона, рассчитать количество и толщину термошвов.Это дало существенное снижение напряжений в кожухе шахты, и, следовательно, увеличило запас его прочности и длительность эксплуатации.
6. Опыт работы ДП № 11 Днепровского меткомбината, шахта которойвыполнена без огнеупорной кладки и печь находится в эксплуатации более 11 лет, подтвердил целесообразность такой конструкции. В настоящее время все печи скрупногабаритными модулями в шахте выполнены без кирпичной кладки в охлаждаемой зоне.
7. Разработан автором метод расчета влияния локальных перегревов кожухана его напряженное состояние. Показано, что применение внешнего охлажденияводой очагов перегрева кожуха может сопровождаться его разрушением.
РАЗДЕЛ 3
ИССЛЕДОВАНИЕ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО
СОСТОЯНИЯ ТРУБ ОХЛАЖДЕНИЯ КРУПНОГАБАРИТНЫХ МОДУЛЕЙ
При традиционной конструкции шахты (кожух - плитовой чугунный холодильник - огнеупорная футеровка) количество технологических отверстий в ней достигает 7-10 штук диаметром 70-80 мм на 1 м2 поверхности охлаждаемой части шахты (табл. 3.1).
Таблица 3.1
Традиционная конструкция шахт доменных печей
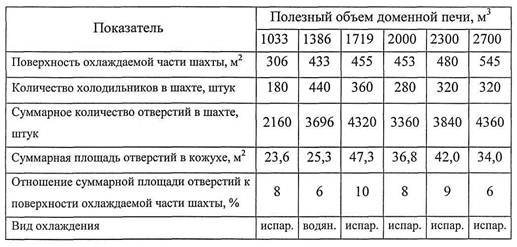
Известно, что отверстия являются концентраторами напряжений в кожухе, поэтому исследованию поведения таких оболочек посвящено большое количество монографий и обзоров [126-130], в соответствии с классификацией которых, отверстия в кожухе шахт доменных печей принято считать малыми:
![]()
где r0 - радиус отверстия;
Rиh — радиус и толщина кожуха.
Отверстия в кожухе определяют уровень его напряженного состояния. Поэтому, уменьшение их количества повышает прочность, газоплотность и надежность эксплуатации шахт доменных печей. Этим условиям в значительной степени отвечает разработанная нами новая конструкция шахты, изготавливаемая из крупногабаритных охлаждаемых модулей [88].
Опыт эксплуатации доменных печей с такой конструкцией шахт [89] свидетельствует о том, что уменьшение количества отверстий в кожухе до 5-8 штук на 1 м2 охлаждаемой поверхности (табл. 3.2) достигается даже при применении толстостенных труб охлаждения минимальной длины: 0,5; 1,0; и 1,5 м.
Таблица 3.2
Шахты доменных печей, изготовленные из
крупногабаритных охлаждаемых модулей
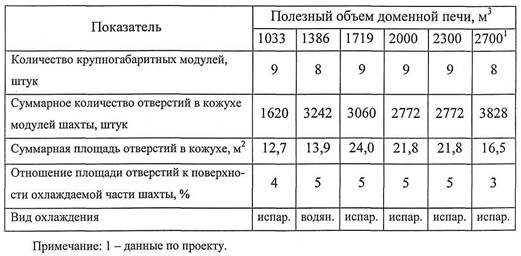
Таким образом, применение шахт новой конструкции должно обеспечивать увеличение межремонтного периода в работе печей.
Вместе с тем, жесткое защемление (сваркой) выводов труб охлаждения с кожухом, обеспечивающее высокую его газоплотность, вызывает рост напряжений в трубах особенно при колебаниях температуры.
Удлинение труб при изменении температуры составляет:
![]()
где α- коэффициент линейного расширения материала трубы, град.-1;
l - длина трубы, м;
Δt- разность температур, °С.
Так, при α=12,0-10-6 град.-1 повышение температуры на 100°С вызывает удлинение трубы (l = 1 м) на 1,2 мм.
Так как оба конца трубы жестко закреплены в кожухе модуля (сваркой), то в материале трубы возникают напряжения:
![]()
где Е - модуль упругости материала, МПа.
Для Е=2·105 МПа величина а составит 240 МПа.
При изменении параметров трубы (длина, диаметр, толщина стенки и т.д.), ее формы и способов крепления к кожуху величина напряжений может изменяться в широких пределах.
Задача наших исследований состояла в выборе условий, при которых напряжения в трубах охлаждения не превышали бы уровень критических значений.
3.1. Анализ влияния различных факторов на напряженное
состояние труб охлаждения
Шахта новой конструкции может работать с водяной или испарительной системой охлаждения. Для водяного охлаждения используются трубы с наружным диаметром 70 или 76 мм и толщиной стенки δ=14 мм (при работе на повышенном давлении воды 0,5-0,6 МПа δ=16 мм). В случае испарительного охлаждения ![]() 95 мм и δ=14(16) мм. Геометрические характеристики сечений этих труб приведены в таблице 3.3.
95 мм и δ=14(16) мм. Геометрические характеристики сечений этих труб приведены в таблице 3.3.
Таблица 3.3
Геометрические характеристики труб крупногабаритных
охлаждаемых модулей шахт доменных печей
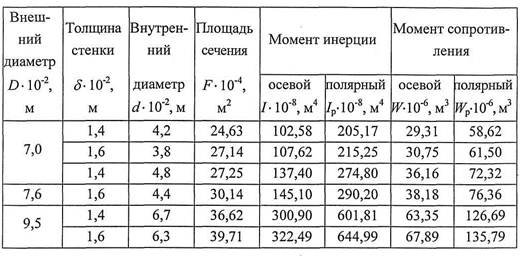
Материал труб системы охлаждения - сталь 20 (ГОСТ 1050-74), механические характеристики которой приведены в таблице 3.4.
Таблица 3.4
Механические характеристики стали 20
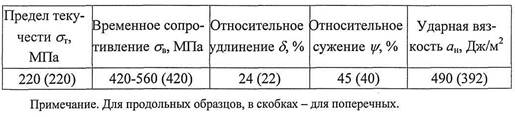
При выполнении прочностных расчетов труб выбрано расчетное сопротивление, равное пределу текучести этой стали.
Говоря о механических характеристиках материала, следует отметить, что для сталей, находящихся в условиях действия напряжения при повышенной температуре, характерно развитие со временем необратимой деформации, получившей название ползучести [131]. Однако, известно, что для малоуглеродистой стали временные эффекты становятся существенными при температурах выше 400 °С [132]. В работе [133] на основании обширных экспериментальных данных ползучесть стали 20 рассматривается при различных значениях напряжений для температуры 500°С. Это позволяет пренебречь остаточными деформациями, возникающими в конструкции модуля вследствие ползучести материала. Об этом же свидетельствуют данные [134], где рассматриваются вопросы ползучести трубопроводов, работающих в режиме высоких температур (500-600°С).
Фактически внешняя поверхность трубы модуля в рабочей зоне печи при нормальном режиме эксплуатации имеет температуру на 30-50°С выше, чем температура теплоносителя (табл. 3.5).
Таблица 3.5
Температура труб охлаждения крупногабаритных модулей
при различных режимах эксплуатации
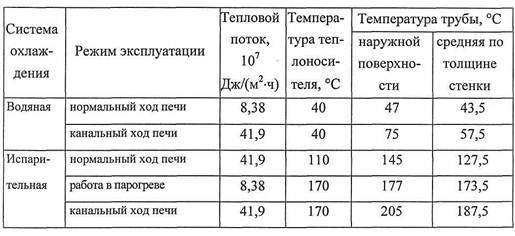
В табл. 3.5 представлены температуры, соответствующие различным режимам эксплуатации печи при водяной и испарительной системах охлаждения. Приведены температуры труб при нормальном ходе печи, а также величины температур, до которых прогревается наружная поверхность труб при суточных циклах, вызванных неравномерным ходом печи и годовых циклах при переходе с водяного охлаждения на испарительное.
Внешняя поверхность трубы может быть нагрета до более высокой температуры при отклонениях хода печи от нормального (периферийный ход). Рост температуры трубы наблюдается также в случае перехода с водяной на испарительную систему охлаждения.
В расчетах принимали равномерный прогрев трубы до температуры средней по толщине.
На рис. 3.1 приведены расчетные схемы труб системы охлаждения (трубы в местах сопряжения с кожухом жестко защемлены сваркой).
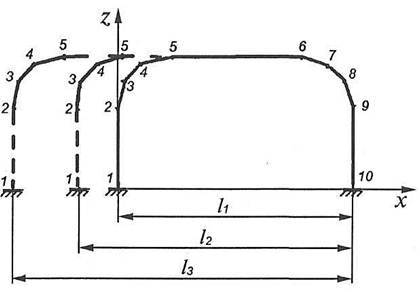
Рис. 3.1. Схема расчета величины напряжений в трубе при
ее жестком креплении к кожуху модуля:
1-2; 2-3; 3-4 и т.д. - принятая условная разбивка трубы на
расчетные элементы; l1= 0,96м; l2= 1,275 м;l3 = 1,6м
Расчетные схемы построены автором с учетом следующих предположений:
- на величину напряжений в трубах не оказывает влияние наличие бетонамежду трубами и кожухом;
- не учитывалась также термическая деформация кожуха, связанная с нагревом его в режиме эксплуатации.
В пользу расчетной схемы без учета влияния бетона можно привести следующие соображения:
- учет влияния бетона необходим только на этапе задувки печи, посколькув дальнейшем происходит его износ и замена бетона со стороны рабочего пространства на тонкий слой гарнисажа [89, 90], который не оказывает существенного механического воздействия на трубы;
- бетон представляет собой материал, склонный к усадке и ползучести, чтоприводит [95, 96, 135] к снижению уровня напряжений в бетоне во времени.Кроме того, модуль упругости бетона на порядок меньше, чем модуль упругости стали 20, из которой изготовлены трубы;
- отсутствие огнеупорной кладки в охлаждаемой части шахты и наличие компенсационных швов из Ст.3 в бетоне крупногабаритных модулей приводит к существенному снижению уровня деформации в кожухе шахты по сравнению с традиционной ее конструкцией (кожух - чугунный холодильник - огнеупорная кладка) [93, 136].
Все это свидетельствует о незначительном влиянии бетона на уровень напряжений в трубах, чего нельзя сказать о влиянии термического роста кожуха.
Следует отметить, что оба эти допущения приводили к завышению расчетного напряжения в трубах в сравнении с реальными значениями. Вместе с тем расчеты позволяют определить наиболее напряженные участки в конструкции крупногабаритного охлаждаемого модуля.
Для анализа напряженного состояния труб охлаждения модулей использован пакет прикладных программ для автоматизированного проектирования железобетонных конструкций надземных и подземных сооружений в промышленном и гражданском строительстве [137], позволяющий определить распределение внутренних силовых факторов в сечениях труб. Решение строится на основе метода конечных элементов.
3.1.1. Оценка уровня напряжений в толстостенных трубах
различной длины с защемленными выводами
Результатом вычислений являются значения N, Qи М (продольной, поперечной сил и изгибающего момента соответственно) в узлах конечных элементов по рис. 3.1. Зная распределение этих факторов, можно определить величины напряжений, развивающиеся в трубах.
Анализ напряженного состояния показал, что величиной касательных напряжений можно пренебречь и расчет труб выполнять только на нормальные напряжения:
![]()
где Fи W— см. табл. 3.3.
На рис. 3.2 приведены эпюры распределения по трубе охлаждения внутренних силовых факторов N,QиМ для труб различной длины. Анализ эпюр показывает, что наиболее нагруженными являются узлы, представленные на рис. 3.1 точками 1 и 10 (места защемления труб в кожухе). Напряжения в этих узлах (табл. 3.6) значительно превышают расчетное сопротивление для материала труб (сталь 20). Характерной особенностью при этом является тот факт, что увеличение толщины стенки трубы с 14 до 16 мм приводит к росту напряжений в этих точках.
Таблица 3.6
Значения напряжений в трубах охлаждения диаметром 95 мм при
изменении толщины (δ) стенки и длины (l) (температура трубы 150 °С)
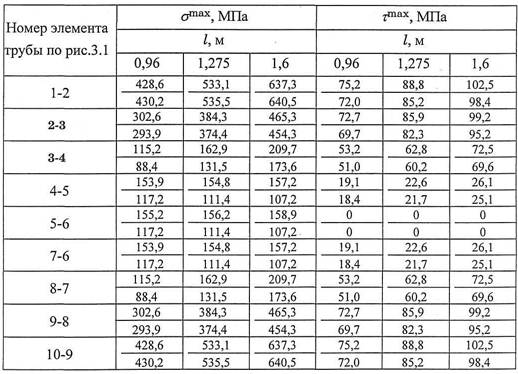
Примечание. Числитель –δ=14 мм; знаменатель - δ=16 мм.
3.1.2. Влияние разности температур "труба-кожух"
На напряженное состояние труб охлаждения оказывает существенное влияние температурный рост кожуха модуля [138], который с достаточной для практики точностью может быть рассчитан по схеме стержня. Учитывая, что труба в расчетной схеме также сводится к стержню, то в конечном итоге расчет можно производить на разность температур "труба-кожух" [139]. Такое допущение освобождает от необходимости точного определения температур кожуха модуля и трубы охлаждения в отдельности.
На примере расчетной схемы по рис. 3.1 получим аналитическое решение этой задачи:
![]()
где σmax- максимальные изгибающие напряжения в сечениях 1 и 10, МПа;
М0 - изгибающий момент в указанных сечениях;
W- момент сопротивления сечения трубы (см. табл.3.3);
D - внешний диаметр трубы, м;
h - вылет трубы, м;
l - длина трубы, м;
Е - модуль упругости материала трубы;
Ry - расчетное сопротивление материала трубы.
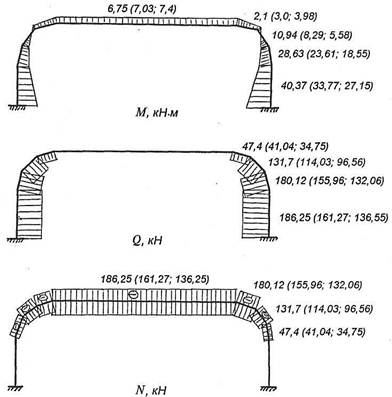
Рис. 3.2. Распределение внутренних силовых факторов в сечениях трубы диаметром 95 мм (δ= 14 мм).
Температура трубы 150°С. Цифры в каждой точке относятся к трубам длиной 1600, 1275 и 960мм, соответственно (см. рис. 3.1).
Уравнение (3.5) позволяет установить оптимальное соотношение между длиной трубы охлаждения (l) и ее вылетом за пределы кожуха модуля в рабочее, пространство печи (h),удовлетворяющее условиям прочности.
На рис. 3.3 приведены данные расчетов.
Представленные кривые являются нижней границей комбинации l и h, удовлетворяющей условиям прочности узлов 1 и 10. Точки, лежащие ниже кривых, условиям прочности не удовлетворяют, выше кривых - удовлетворяют. Эти результаты совместно с данными о вертикальных перемещениях кожуха печи (см. раздел 2) рекомендованы для использования при проектировании крупногабаритных охлаждаемых модулей.

Рис. 3.3. Предельные соотношения вылета (h) и длины (l) труб системы
водяного (а) и испарительного (б) охлаждения при различных
температуре (t) и величине роста кожуха (цифры у кривых, мм)
Ранее было отмечено, что преимуществом шахт, изготовленных из крупногабаритных охлаждаемых модулей, является существенное снижение (на -30%) количества отверстий в кожухе (см. табл. 3.1 и 3.2). Это обеспечивает более высокую газоплотность кожуха, повышение его надежности и стойкости.
Поэтому стремление к дальнейшему уменьшению количества отверстий в кожухе является оправданным. Однако это может быть достигнуто только в условиях применения новой конструкции шахты путем снижения количества охлаждаемых элементов за счет увеличения их длины. Отметим, что такое решение принципиально невозможно при традиционной конструкции стенки шахты.
Поэтому весьма актуальным является вопрос о максимально допустимой длине толстостенных труб в конструкции крупногабаритного модуля. Обоснованное увеличение их длины будет, повторимся, сопровождаться уменьшением числа отверстий в кожухе, что в конечном итоге повысит его стойкость и надежность работы доменной печи. Кроме этого, снизятся трудоемкость и стоимость изготовления конструкции модуля вследствие уменьшения работ по изготовлению скоб, отверстий в кожухе, обварке стыков скоб с кожухом и т.д.
При увеличении длины охлаждаемых скоб в конструкции модуля следует исходить из того, что в процессе эксплуатации термические условия работы труб могут существенно изменяться (см. табл. 3.5).
На рис. 3.4 представлены данные об изменении величин напряжений в узлах 1 и 10 в зависимости от перепада температур (ΔT) "труба-кожух", длины труб и их диаметра, вида охлаждения. Отметим линейную зависимость напряжений в трубах от величины ΔTи то, что с увеличением диаметра и длины труб достигаются большие напряжения в узлах 1 и 10 при меньшей допустимой разнице в температурах кожуха и трубы. Применение труб с толщиной стенки 16 мм не приводит к существенным изменениям зависимостей.
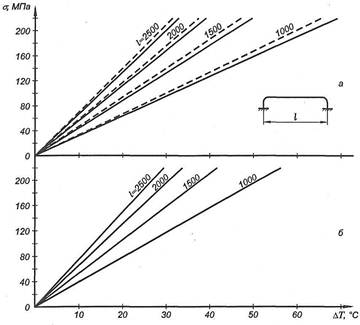
Рис. 3.4. Зависимость напряжений в опасном сечении трубы
(узлы 1 и 10) от перепада температур "труба-кожух":
а - система водяного охлаждения:— - диаметр трубы 70 мм,
δ= 14 мм;----- - диаметр трубы 76мм, δ=14 мм;
б - система испарительного охлаждения: диаметр трубы 95мм, δ=14 мм
На рис. 3.5 представлены кривые, разделяющие области упругого деформирования труб (расположенные ниже кривых) от областей пластического деформирования (расположены выше кривых).
Данные рис. 3.4 и 3.5 показывают, что превышение предельных значений разницы температур "труба-кожух" ведет к исчерпанию упругих свойств материала трубы. Это необходимо учитывать при проектировании крупногабаритных охлаждаемых модулей.
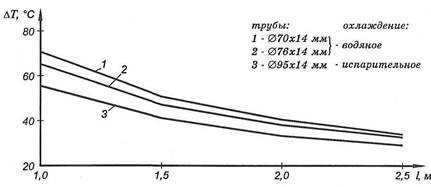
Рис. 3.5. Границы упругого деформирования труб (материал - сталь 20)
3.1.3. Влияниеразнотолщинности стенки трубы и
температурного градиента в ней на величину напряжений
При изгибе толстостенных труб в скобу для крупногабаритных модулей появляется разнотолщинность по периметру в зонах с наибольшей кривизной.
При этом упруго-пластические деформации, возникающие в металле трубы при изгибе, сопровождаются остаточными пластическими деформациями в сжатой и растянутой зонах ее стенки, достигающими максимальных значений на внешней и внутренней частях гиба. Процесс гиба сопровождается уменьшением толщины стенки трубы на ее внешней части и увеличением ее на внутренней части, изменением формы поперечного сечения.
По данным металлографических исследований [138, 140] в трубах системы охлаждения максимальное превышение толщины стенки в сжатой зоне над толщиной в растянутой зоне примерно равно двум. Это приводит к увеличению напряжений в этой зоне на 10-15%.
В то же время напряжения в опасном сечении трубы (узлы 1 и 10 на рис. 3.1) превышают напряжения в зоне гиба в несколько раз. Следовательно, уменьшение толщины стенки трубы, вызванное ее изгибом, не приводит к появлению в зоне гиба напряжений более высоких, чем в местах жесткого крепления труб к кожуху.
Автором рассмотрены изменения напряжений в трубах в зависимости от неравномерного прогрева по толщине их стенки. Принимаем, что температурноеполе симметрично относительно оси трубы, постоянно по ее длине, а модуль упругостиЕне зависит от температуры.
В литературе подробно представлено решение этой задачи (задачи Ламе) для случаев изменения температуры по толщине трубы по линейному и логарифмическому законам [141-143]. Линейное изменение можно описать следующими соотношениями [141]:
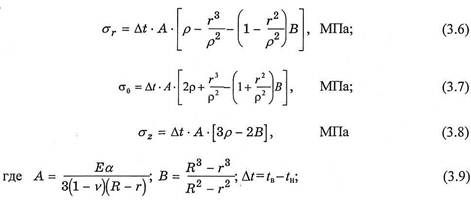
σr, σƟиσz -нормальные напряжения в трубе в радиальном, окружном и продольном направлениях, соответственно, МПа;
Δt - перепад температуры по толщине стенки трубы, °С;
ρ - текущий радиус трубы, м;
r -внутренний радиус трубы, м;
R - внешний радиус трубы, м;
tн,tв - температура наружной и внутренней поверхностей трубы, С;
ν - коэффициент Пуассона.
Таблица 3.7
Напряжения в трубе, вызванные градиентом температур
по толщине стенки
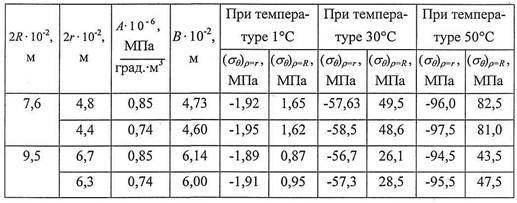
На внутренней поверхности трубы при ρ = r:

На наружной поверхности при ρ= R:

Принимаядля трубрассматриваемыхсечений E = 2·105 МПа,v=0,3 иν=12·10-6 град.-1 и определив по уравнениям (3.9) величиныАи В, получим значения напряжений в крайних волокнах внутренней и внешней поверхностей трубы при разных перепадах температуры (Δt) по ее стенке (1; 30 и 50 °С). Как следует из данных таблицы 3.7, для указанных Δtнапряжения не превышают предельных значений длясталь 20, хотя с ростом Δtзначения σƟповышаются.
3.1.4. Напряженное состояние труб охлаждения опорного ряда
крупногабаритных модулей
Применение крупногабаритных охлаждаемых модулей в конструкции шахт доменных печей определило переход к жесткому тонкостенному профилю: толщина стенки охлаждаемой зоны шахты не превышала 420 мм. Возникла необходимость решения вопроса о стыковке этой части шахты с верхним, неохлаждаемым участком (огнеупорная кладка толщиной 920 мм).
Решение было найдено в придании верхнему ряду труб охлаждения модулей функций опоры для огнеупорной футеровки верхней части шахты. При этом конфигурация труб опорного ряда отличалась от труб охлаждения нижних рядов модуля (рис. 3.6).
Актуальным стал вопрос об изучении влияния этого фактора на термонапряженное состояние труб, а также обоснование рационального соотношения длины трубы и ее нижнего "вылета" за пределы кожуха модуля (параметр b - таблица 3.8).
Расчеты выполнялись для трубы системы испарительного охлаждения, имеющей диаметр 95 мм и толщину стенки 14 мм. Температура трубы принята равной 128°С, нагрузка на нее - фрагмент огнеупорной кладки неохлаждаемой зоны шахты (толщина - 500 мм, ширина - 370 мм и высота - 6000 мм, удельная масса огне-упора 2,0 т/м3). В расчетной схеме воздействие массы кладки представлено в виде распределенной поперечной нагрузки, приложенной к верхнему горизонтальному участку трубы охлаждения, выполняющей роль опоры.
В таблице 3.8 представлены эпюры распределения внутренних силовых факторов в трубах для трех вариантов их исполнения, а на рис.3.7 - характер зависимости в наиболее опасных сечениях трубы (точки 1 и 4).
Из представленных данных следует, что характер изменения напряжений в точках 1 и 4 при увеличении величины b аналогичен для труб вариантов А и Б (величина σ снижается при увеличении b). При применении труб опорного рядапо варианту В наблюдается рост напряжений в точках защемления (сваркой) трубы с кожухом модуля.
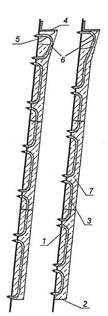
Рис. 3.6. Вертикальный разрез крупногабаритного охлаждаемого
модуля шахты доменной печи:
1- кожух; 2 - металлический каркас;
3 - толстостенные трубы охлаждения;4 - кронштейн;
5 - косынка;6 - трубы охлаждения опорного ряда;
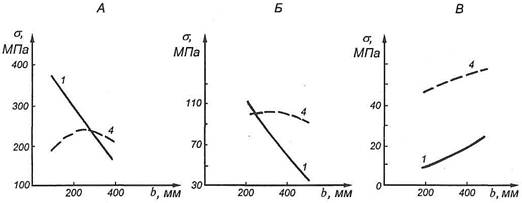
Рис. 3.7. Влияние величины вылета трубы (b) опорного ряда на ее напряженное состояние
Таблица 3.8
Распределение продольной силы (N) и изгибающего момента (М) в
элементах трубы охлаждения опорного ряда крупногабаритного
модуляшахты доменной печи
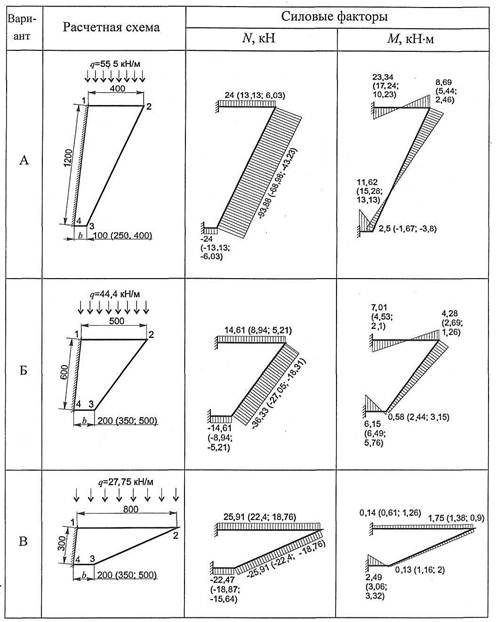
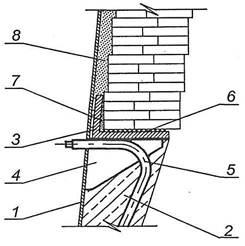
Рис. 3.8. Схема узла примыкания верхней части крупногабаритного охлаждаемого модуля к футеровке неохлаждаемой зоны шахты доменной печи:
1 - кожух шахты печи;
2 - охлаждаемый модуль;
3 - кронштейн;
4 - косынка;
5 - скоба охлаждения;
6 - шамотно-глинистая масса;
7 - шамотно-глинистый раствор;
8 - шамотно-асбестовая масса
С учетом полученных результатов автором предложено при изготовлении крупногабаритных охлаждаемых модулей применять трубы опорного ряда, изогнутые по вариантам А и Б (см. табл. 3.8). В этом случае узел стыковки модулей с огнеупорной кладкой неохлаждаемой зоны шахты может быть выполнен по схеме рис. 3.8.
Конструкция модулей с опорным рядом труб, выполненных по схеме рис. 3.8, применены на ряде доменных печей [89] и показали высокую надежность в эксплуатации.
3.1.5. Напряженное состояние труб охлаждения
в случае образования настылей
Некоторые режимы эксплуатации доменной печи, обусловленные неоднородным распределением газовых потоков в поперечном сечении рабочего объема, иногда приводят к образованию настылей на внутренней поверхности шахты. При этом масса настыля передается в качестве нагрузки на трубы системы охлаждения. Это вызывает повышение уровня напряжений в трубах. Поэтому, оценка такого влияния настылей представляет практический интерес.
В качестве нагрузки на трубу выбран фрагмент настыля толщиной 1000 мм, выделенный плоскостями симметрии, проходящими между трубами (длина фрагмента 2300 мм, ширина 215 мм) (рис. 3.9). Для настыля принята удельная масса 3,5 т/м3. В расчетной схеме воздействие настыля на трубу представлено в виде распределенной нагрузки, приложенной к участку трубы, параллельному кожуху и сосредоточенным в срединном сечении трубы моментом. Расчеты выполнены для трубы охлаждения, имеющей диаметр 70 мм и толщину стенки 14 мм. Температура трубы принята равной 44°С.
На рис. 3.10 приведены эпюры распределения внутренних силовых факторов в трубе от термического воздействия и массы настыля. Анализ эпюр показывает, что учет массы настыля оказывает несущественное влияние на величину наибольшего момента, развивающегося в сечении трубы, в месте врезки в кожух. Наибольшее напряжение в этом сечении составляет 245,9 МПа, а без учета массы настыля 242,3 МПа. Это свидетельствует о незначительном влиянии массы настыля на напряженное состояние в трубе.
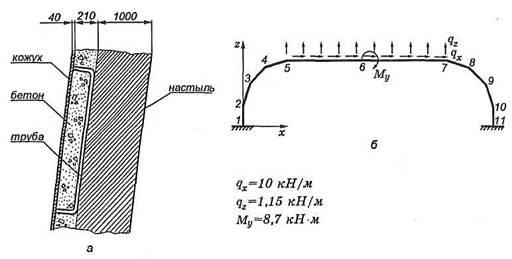
Рис. 3.9. Расчетная схема для определения напряженного состояния трубы охлаждения с настылем:
а- разрез стенки шахты;
б - расчетная схема
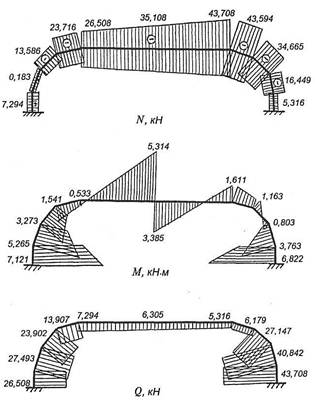
Рис. 3.10. Распределение внутренних силовых факторов в
элементах трубы
3.2. Экспериментальные исследования напряженно-деформированного
состояния труб системы охлаждения
В разделе 2 описана методика контроля деформированного состояния кожуха доменной печи с применением двухкоординатных длиннобазовых тензометров. Обладая высокой эксплуатационной надежностью, позволяющей производить замеры в течение продолжительного времени на действующих доменных печах, эта система тензометрирования обеспечивает уменьшение относительной погрешности измерений за счет большой базы.
С другой стороны, замеры на большой базе дают информацию об интегральной характеристике деформации и не позволяют определить уровень деформации вблизи разного рода конструктивных концентраторов напряжений на кожухе. В то же время внедрение крупногабаритных модулей со стальными толстостенными трубами предполагает получение экспериментальной информации о характере деформированного состояния элементов конструкции - труб охлаждения и кожуха модуля. Отметим, что возможно это только при использовании тензодатчиков на малой базе.
3.2.1. Методика исследования и аппаратура для тензометрирования
Для измерения деформаций автором применялись высокотемпературные тензометрические датчики типа НМТ-450 (ТУ 25-7726.001-86), имеющие следующие характеристики:
- диапазон измеряемой деформации - от -2000 до 2000 мкм/м;
- предельное относительное отклонение сопротивления тензорезисторов впартии от номинального - не более 5%;
- максимальный рабочий ток питания - 30 мА;
- интервал рабочих температур - до 450°С.
Тензодатчики устанавливались на трубах и кожухе модуля с внутренней и внешней его стороны. В качестве подложки для тензодатчиков НМТ-450 использовалась фольга (сплав Х20Н80, ГОСТ 24222-80) толщиной 0,15 мм.
С внешней стороны кожуха устанавливались обычные тензодатчики типаКФ-5 (ТУ 25-06.2002-80), предварительно наклеенные на подложку из нержавеющей стали Х18Н10Т толщиной 0,15 мм с полимеризацией в термошкафу.
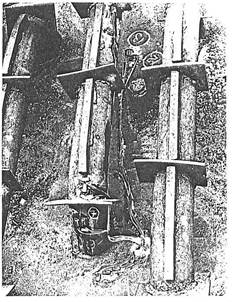
Рис. 3.11. Расположение тензодатчиков на кожухе и трубах
охлаждения модуля
Регистрирующие приборы соединялись с тензорезисторами при помощи высокотемпературных проводов типа МГТФ-4, выведенных на внешнюю сторону кожуха через трубку, вваренную в кожух печи. С целью защиты от механических повреждений, тензодатчики, зафиксированные с помощью точечной сварки на предварительно зачищенной поверхности элементов конструкции, закрывались металлическими коробочками и заливались эпоксидным клеем (рис. 3.11).
Деформации на кожухе измерялись информационно-измерительной системой СИИТ-3 (ТУ 25-06.2087-83), предназначенной для измерения выходных сигналов тензорезисторов. Структурная схема измерения представлена на рис. 3.12. Схема предусматривала компенсацию влияния температуры на показания датчиков. Измерительные преобразователи, установленные на доменной печи, соединены со входами блока дистанционного релейного переключения (БДРП), который производит согласование различных схем включения тензорезисторов с блоком измерений (БИ) и коммутацию измерительных каналов.
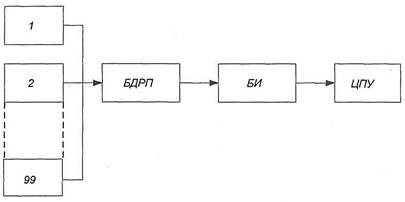
Рис. 3.12. Структурная схема измерения деформаций:
1-99 — измерительные преобразователи;
БДРП — блок дистанционного релейного переключения;
БИ — блок измерения;
ЦПУ - устройство цифропечатающее
Результаты измерений фиксировались визуально на табло блока измерений (БИ) или на ленте цифропечатающего устройства (ЦПУ), которое выдает на печать номер измерительного канала и результаты измерений.
Измерение деформаций и соответствующих напряжений металлоконструкций или их элементов основано на принципе электрического измерения механических величин методом снятия двух показаний измерительного преобразователя. "Нулевые" показания (до нагружения конструкции, т.е. при отсутствии напряжений) и текущие показания (при нагружении).
Входные сигналы тензорезисторов (ξi) соответствуют следующим данным:
- при четырех активных тензорезисторах:
![]()
где N0 и Ni- результаты соответственно нулевого и текущего наблюдений;
- при двух активных тензорезисторах:
![]()
- при одном активном тензорезисторе:

При вычислении относительной деформации(ɛ)применима формула
![]()
где S- коэффициент тензочувствительности. Начальные (нулевые) измерения были выполнены перед задувкой доменной печи. Все последующие замеры велись на действующих печах.
3.2.2. Напряжения в трубах охлаждения вблизи мест
их жесткого закрепления в кожухе модуля
С целью получения данных о фактическом уровне напряжений в трубах модулей, выполнены экспериментальные замеры на доменной печи № 11 Днепровского меткомбината, шахта которой изготовлена из крупногабаритных модулей с водяным охлаждением [139].
Тензодатчики были установлены в период капитального ремонта печи II разряда на трубе (l = 1340 мм, ![]() = 70 мм, δ= 16 мм) четвертого яруса в стыке I и VIII модулей в районе отметки 18400. Схема установки тензодатчиков представлена на рис. 3.13.
= 70 мм, δ= 16 мм) четвертого яруса в стыке I и VIII модулей в районе отметки 18400. Схема установки тензодатчиков представлена на рис. 3.13.
Замеры производились начиная с момента задувки доменной печи и до достижения наибольших значений деформаций в трубе (в течение месяца).
На основании данных о величине деформаций рассчитывались напряжения. Для этого, исходя из характера одноосного напряженно-деформированного состояния труб, использовался закон Гука для одноосного состояния:
![]()
где σiи ɛi- напряжения и деформации в i-той точке;
Е - модуль упругости стали 20, из которой изготовлены трубы (принято E=2,0·105 МПа).
Как следует из таблицы 3.9, напряжения в трубе медленно возрастали с момента ввода печи в эксплуатацию до выхода ее в режим устойчивой работы, который был достигнут на ~ 20 сутки после задувки. В табл. 3.10 дано сравнениеэкспериментальных и расчетных напряжений, полученных на основании приведенных выше исходных данных. Сравнение приведено для датчиков 2 и 4, установленных в плоскости изгиба трубы в крайних ее волокнах. Датчики 2 и 4 расположены на удалении 50 мм от стыка трубы с кожухом.
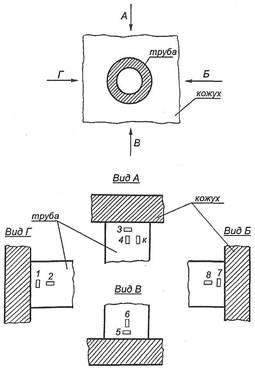
Рис. 3.13. Схема установки тензодатчиков на трубе системы охлаждения:1-8 — тензодатчики
Таблица 3.9
Значения напряжений (МПа) в трубе системы охлаждения шахты
доменной печи № 11 Днепровского меткомбината
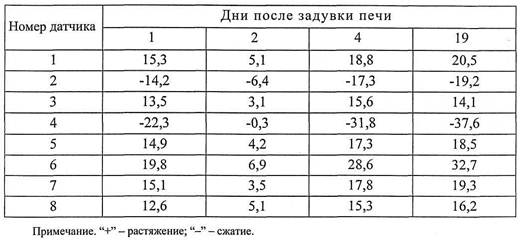
Таблица 3.10
Сравнение экспериментальных и расчетных напряжений
в трубе системы охлаждения

Приведенные результаты свидетельствуют об адекватности предложенной автором расчетной схемы реальному процессу деформирования труб системы охлаждения крупногабаритных модулей шахт доменных печей.
3.2.3. Экспериментальная оценка уровня совместной
деформации труб охлаждения и кожуха модуля
Исследования выполнены на двух доменных печах: ДП № 4 меткомбината им. Ильича (Vп = 2002 м3) и ДП № 11 ДМК (Vп = 1386 м3) с применением испарительного и водяного охлаждения шахты соответственно.
На ДП № 4 тензодатчики были установлены на трубе охлаждения и кожухе модуля в соответствии со схемой рис. 3.14 [138].
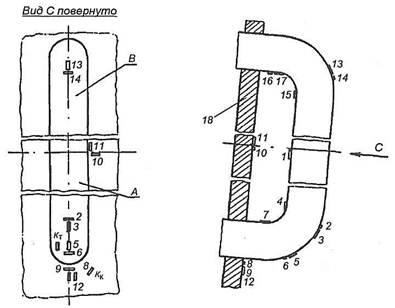
Рис. 3.14. Схема установки высокотемпературных тензодатчиков
в конструкции крупногабаритного модуля шахты ДП № 4
меткомбината им. Ильича:
1-17 - тензодатчики; 18- кожух модуля; А и В —участки трубы
При пересчете измеренных деформаций в напряжения, развивающиеся в трубах охлаждения, применяли уравнение (3.18), а величину продольных и кольцевых напряжений в кожухе определяли по уравнениям (2.90) и (2.91). Результаты исследований представлены в таблице 3.11 и на рис. 3.15.
Таблица 3.11
Значения напряжений (МПа) в трубах и кожухе крупногабаритных
модулей шахты ДП № 4 меткомбината им. Ильича
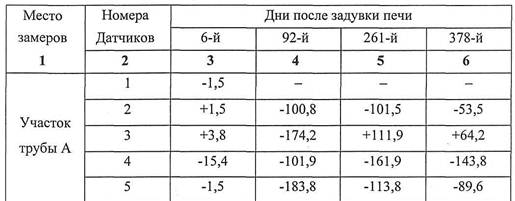
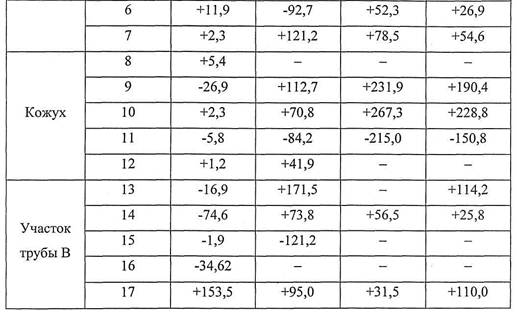
Анализ уровня напряжений, развивающихся в кожухе и трубах системы охлаждения, указывает на изменение во времени напряженно-деформированного состояния конструкции. Главной причиной такого процесса является изменение температурного поля, обусловленное следующими факторами:
- постепенным износом футерующих элементов шахты в процессе эксплуатации печи;
- сезонными колебаниями температуры внешней среды;
- неравномерностью тепловых потоков в рабочем объеме печи, вызванных периферийным ходом.

Рис. 3.15. Характер изменения напряжений в трубах и кожухе
модулей ДП № 4 меткомбината им. Ильича (цифры у кривых –
номера тензодатчиков по рис. 3.14)
Стойкость элементов конструкции модуля в значительной степени зависит от количества теплосмен [144-149]. Автором этот вопрос рассмотрен в разделе 7.
Обращает внимание, что напряжения в кожухе несколько выше по сравнению с трубами охлаждения. С целью уточнения данных и получения разносторонней информации о поведении кожуха в конструкции модуля автором проведены специальные исследования на ДП № 11 ДМК [150].
Тензодатчики устанавливались не только на трубах охлаждения и на внешней поверхности кожуха, но дополнительно на внутренней поверхности кожуха. Так, на внешней поверхности кожуха (рис. 3.16) датчики № 1-25 были установлены с целью определения характера распределения продольных и кольцевых напряжений между отверстиями для вывода труб охлаждения. Фоновые напряжения определялись по данным замеров деформации кожуха датчиками № 26 и № 27.
В рабочем объеме печи датчики № 1-8 были установлены на кожухе с целью определения величины его изгиба в зоне выводов труб (рис. 3.17).
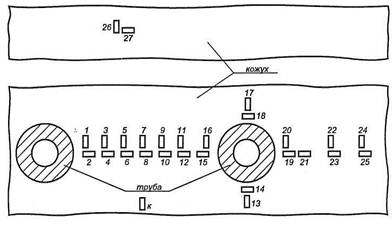
Рис. 3.16. Схема установки внешних датчиков:
1-27- номера датчиков; к - компенсационный датчик
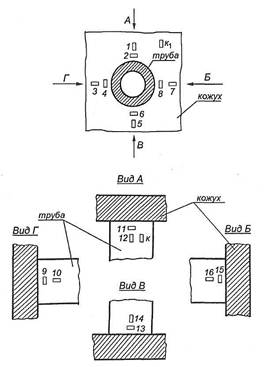
Рис. 3.17. Схема установки датчиков на кожухе и трубах
модуля со стороны рабочего пространства:
1-16 - номера датчиков;
кик1- компенсационные датчики температуры
Деформации в этих точках сопоставлялись с показаниями датчиков, установленных в зоне отверстия на кожухе с внешней стороны. Для определения уровня напряжений в трубах в наиболее нагруженных сечениях (примыкание труб к кожуху со стороны рабочего пространства) использовались датчики № 9-16.
Все тензодатчики были установлены в период капитального ремонта печи после монтажа крупногабаритных охлаждаемых модулей.
Результаты пересчета деформаций в напряжения в трубах и кожухе модулей, достигаемые в ходе эксплуатации печи, представлены в таблицах 3.12 и 3.13.
Таблица 3.12
Значения напряжений (МПа) в трубах и на внутренней поверхности
кожуха модуля ДП № 11 Днепровского меткомбината
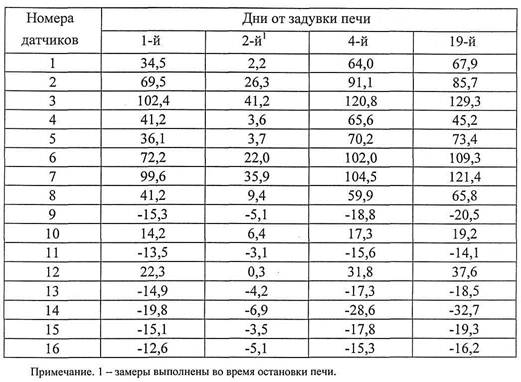
Анализ приведенных данных свидетельствует о постепенном повышении напряжений в элементах конструкции модуля (рис. 3.18). Такой характер изменения напряжений соответствует стабилизации теплового состояния шахты печи, а их абсолютная величина далека от предельных значений для стали кожуха и труб.
Таблица 3.13
Значения напряжений (МПа) на внешней поверхности кожуха
модуля шахты ДП № 11 Днепровского меткомбината
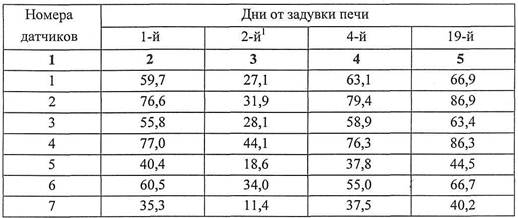
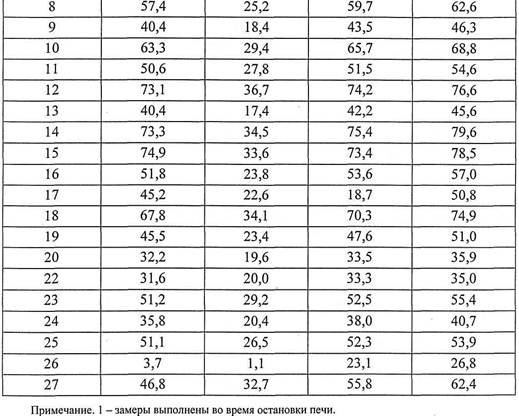
Так, на 19 сутки после задувки печи фоновые кольцевые растягивающие напряжения в кожухе модуля достигли 62,4 МПа (что составляет 23% от предела текучести стали 09Г2С, из которой изготовлен кожух ДП № 11 ДМК), а максимальные значения напряжений в зоне отверстия - 86,9 МПа (32%). Уровень напряжений в трубе охлаждения в месте ее примыкания к кожуху со стороны рабочего пространства составил в растянутой зоне 37,6 МПа (18% от предела текучести стали 20, из которой изготовлены трубы), в сжатой - 32,7 МПа (соответственно 16%).
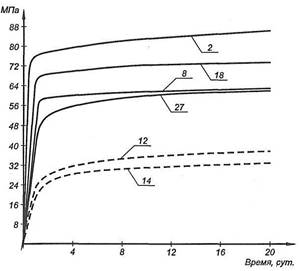
Рис. 3.18. Экспериментальные значения напряжений в трубах
охлаждения (----) и кожухе (—) доменной печи (цифры у
кривых - номера тензодатчиков)
Результаты замеров напряжений на кожухе между отверстиями под трубы (рис. 3.19) показывают, что вблизи отверстий кольцевые напряжения возрастают, но далеки от критических значений. По мере удаления от отверстий напряжения уменьшаются и достигают величин фоновых. Это свидетельствует о низком влиянии рядом расположенных отверстий на напряженное состояние кожуха между ними.
Представляет интерес вопрос о величине продольных усилий, возникающих в кожухе модулей шахты при изменении температуры. Для оценки этих напряжений воспользуемся соотношением [139]:
![]()
где Р - продольное усилие в кожухе, кН;
S - площадь поперечного сечения кожуха, м2;
σ - нормальное продольное усилие в кожухе, МПа;
R - радиус кожуха, м;
δ - толщина кожуха, м;
α - коэффициент линейного расширения материала кожуха;
Е - модуль упругости материала;
ΔT - разность температур между кожухом и трубами охлаждения, °С.
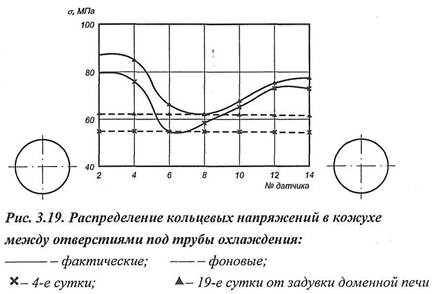
Для кожуха ДП № 11 имеем: R = 6220 мм, δ = 40 мм, Е =2-105 МПа, α=12,0-10-6 град.-1. Тогда
![]()
Для определения ΔT исходили из температуры отходящей воды из трубы охлаждения, на которой выполнялись замеры (она была равна 26,5°С). Следовательно, температуру трубы, согласно табл. 3.4, которая соответствует нормальному ходу печи можно принять равной 30°С.
Температура кожуха в зоне размещения датчиков равнялась 41°С. Таким образом, перепад температур "труба-кожух" составил 11°С.
Полученное по уравнению (3.20) значение продольных усилий (Р)соизмеримо с массой технологического оборудования для печи объемом 1386 м3, находящегося выше шахты и воздействующего на нее (примерно 3300 кН [151]).
Таким образом, равномерный разогрев кожуха на 1 °С вполне компенсирует массу технологического оборудования, приходящуюся на кожух.
Учитывая малое значение этой величины и погрешности, связанные с определением температур трубы и кожуха, можно пренебречь влиянием массы технологического оборудования, находящегося выше шахты печи, на температурный рост кожуха шахты при разогреве.
3.3. Выводы
1. Наличие в конструкции модулей толстостенных труб с жестким защемлением (сваркой) выводов в кожухе требует исследования их термонапряженного состояния. Автором предложены расчетные схемы, позволяющие оценить влияние различных факторов на величину деформаций и напряжений втрубах и кожухе модулей шахты.
2. Установлено, что жесткое соединение (сваркой) труб охлаждения с кожухом не вызывает роста напряжений до опасных значений - они находятся в области упругих деформаций.
3. Определены рациональные соотношения длины и вылета труб охлаждения в конструкции модуля в случае применения водяного и испарительногоохлаждения.
4. Показано, что превышение разности температур "труба-кожух" вышепредельно допустимых значений сопровождается исчерпанием упругих свойствматериала трубы, что может привести к их разрушению. Это позволило сформулировать требования к режиму эксплуатации доменных печей с шахтами предлагаемой конструкции: недопустимость перебоев в подаче хладоагента (водыили пароводяной смеси) в трубы модулей, чрезмерного развития периферийного, канального хода и т.д.
5. Установлено, что влияние на величину напряжений в трубах такихфакторов, как разнотолщинность их стенки (вызываемая изгибом), наличие в ней температурного градиента, приложение к трубам внешней нагрузки (например, настылей и т.д.) не велико и в расчетах может не учитываться.
6. В связи с применением шахт новой конструкции, знаменующей переход к жесткому тонкостенному профилю, теоретически обосновано и разработано техническое решение по узлу стыковки тонкостенных модулей с футеровкой неохлаждаемой зоны шахты.
7. На доменных печах металлургических комбинатов им. Ильича и ДМК выполнены экспериментальные замеры (тензометрированием) деформаций иопределено напряженное состояние элементов модуля. Полученные данные свидетельствуют об адекватности предложенных расчетных схем реальному процессу деформаций.
8. Применение крупногабаритных модулей с длиной труб охлаждения до 1,5 м привело к уменьшению на 20-30% количества отверстий в шахте на единицу ее охлаждаемой поверхности.
Учитывая, что отверстия в кожухе являются концентраторами напряжений, то уменьшение их количества является одним из эффективных путей повышения газоплотности кожуха и его стойкости.
В этой связи автор утверждает, что увеличение длины труб охлаждения в конструкции модуля может быть осуществлено только путем применения решений, позволяющих компенсировать их термическое удлинение.
РАЗДЕЛ 4
КОНСТРУКТИВНЫЕ РЕШЕНИЯ ПО КОМПЕНСАЦИИ
ТЕРМИЧЕСКОГО УДЛИНЕНИЯ ТРУБ ОХЛАЖДЕНИЯ
КРУПНОГАБАРИТНЫХ МОДУЛЕЙ
Термическое удлинение труб охлаждения крупногабаритных модулей шахт доменных печей вызывает рост напряжений в местах примыкания труб к кожуху (см. раздел 3), величина которых пропорциональна длине применяемых труб [152-154]. Снижение уровня напряжений в трубах может быть достигнуто за счет введения в конструкцию температурных компенсаторов. Наиболее простыми в реализации представляются дополнительный изгиб труб в срединном по длине сечении, либо вывод труб за кожух через специальный патрубок, устанавливаемый с внешней стороны кожуха модуля.
Автором произведена оценка уровня напряжений в трубах охлаждения при применении этих технических решений.
4.1. Влияние дополнительного изгиба труб охлаждения
на их термонапряженное состояние
На рис. 4.1 представлены два варианта изгиба труб. В обоих случаях труба охлаждения имеет изгиб в срединной части (точка С). Однако в варианте I все точки изгиба (В, В' и С) лежат в одной плоскости (xoz) с точками крепления трубы к кожуху (точки А, А'). В варианте II труба изогнута в двух перпендикулярных плоскостях: в плоскости xoz лежат точки А, В, А' и В', а в плоскости y'o'z' -точки В, В' и С.
Мера отклонения вариантов I и II от обычного варианта исполнения трубы охлаждения (без изгиба в точке С) определяется прогибом f или углом а.
Расчеты выполнены по методике [137] в соответствии с условиями, изложенными в разделе 3. Введено еще одно допущение: сопряжение прямолинейных участков трубы выполнено по лучам, совпадающим с осью трубы (т.е. не учитывался радиус изгиба труб в точках В, В' и С).
В пользу этого предположения свидетельствуют данные исследований [138], в которых сопоставление результатов расчетов напряженно-деформированного состояния трубы с учетом и без учета радиуса гиба показало их практическое совпадение. Кроме того, наибольшие напряжения в трубе развиваются в сечениях, не совпадающих с точками гибов, а именно, в точках приварки труб к кожуху (см. раздел 3).
Расчетные схемы построены с учетом совместного деформирования труб и кожуха, обусловленных температурой. При этом расчет труб производился не на абсолютное значение температуры в трубе, а на разность температур "труба-кожух". Такое предположение, как было отмечено в разделе 3, освобождает от необходимости точного знания температур трубы и кожуха в отдельности.
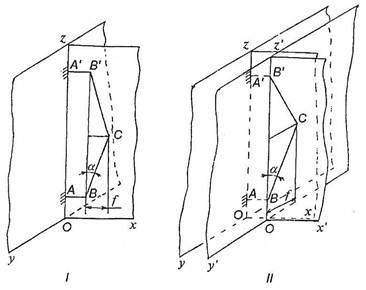
Рис. 4.1. Варианты изгиба труб охлаждения, позволяющие
компенсировать их термическое удлинение:
I- изгиб в одной плоскости;
II- изгиб в двух плоскостях
Результатом вычислений являлись значения N, Q и М в узлах конечных элементов (продольной, поперечной сил и изгибающего момента соответственно). По известному распределению этих силовых факторов определялись величины напряжений, развивающиеся в трубах. Анализ показал, что величиной касательных напряжений можно пренебречь и расчет производить только на нормальные напряжения по уравнению (3.4).
Наиболее нагруженными в трубе являются сечения, примыкающие к кожуху. Поэтому в таблице 4.1 приведены результаты расчета напряжений именно в этих точках (1 и 10) для труб, изготовленных по варианту I.
С целью сравнения, в этой таблице приведены также данные для труб без дополнительного изгиба (вариант А, табл. 4.1) и с изгибом трубы в сторону кожуха модуля (вариант Б).
Видно, что изгиб трубы по варианту Б сопровождается даже повышением напряжений в узлах 1 и 10 в сравнении с исходным вариантом А. Поэтому трубы с такой формой изгиба не могут быть применены в конструкции модуля.
Таблица 4.1
Показатели напряженного состояния труб охлаждения (изогнутых в одной
плоскости) в местах защемления их с кожухом модуля (узлы 1 и 10) [155]
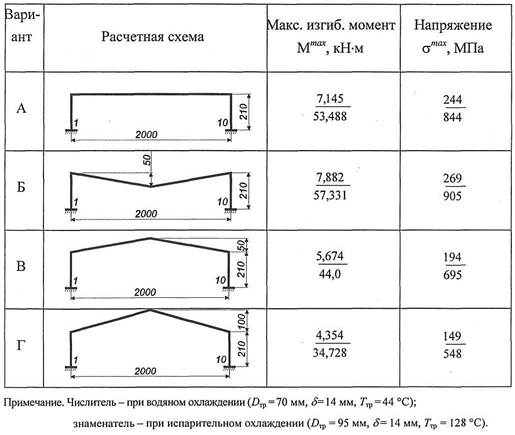
Снижение уровня напряжений в местах примыкания труб к кожуху можно получить при введении в конструкцию дополнительного изгиба труб по схемам В и Г. Развиваемые в этом случае напряжения в трубе D=70 мм и δ=14 мм в узлах 1 и 10 составляют 194 и 149 МПа соответственно, что значительно ниже значений σв(временное сопротивление) и σт (предел текучести) для стали 20 (см. раздел 3).
Таким образом, изготовление труб с дополнительным изгибом по рис.4.1 (вариант I) позволяет в значительной степени компенсировать ее термический рост. Однако при этом актуальным становится вопрос о рациональной конфигурации гнутых труб, углов изгиба с целью определения влияния этих факторов на уровень напряжений в местах приварки труб к кожуху модуля, на жесткость труб в направлении движения шихты в доменной печи.
Рассмотрим влияние на величину напряжений в трубах такого фактора, как изгиб в двух плоскостях (см. рис. 4.1, вариант II). Расчетная схема представлена на рис. 4.2.
В анализируемом варианте самокомпенсация труб осуществляется за счет деформаций изгиба и кручения, развивающихся в трубах взамен линейных удлинений, обусловленных изменением температуры.
При этом в трубах развивается сложное напряженное состояние, характеризуемое в общем случае шестью компонентами тензора напряжений. Для трубы нормальное напряжение в любой точке сечения определяется по формуле:
![]()
где N, Mz, My- действующие усилия в поперечном сечении стержня, кН-м;
F- площадь поперечного сечения, м2;
Iz, Iy— моменты инерции сечения относительно главных центральных
осей z и у;
y, z- координаты рассматриваемой точки сечения.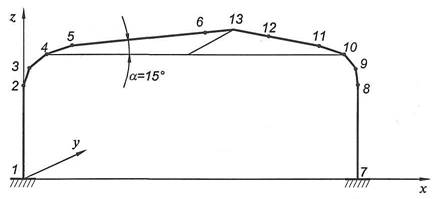
Рис. 4.2. Расчетная схема для оценки напряжений в трубе
охлаждения при ее изгибе в двух плоскостях (вариант II, рис. 4.1)
Наибольшие напряжения возникают в опасных точках S и S' сечения (рис.4.3), наиболее удаленных от нейтральной линии. Нейтральная линия перпендикулярна плоскости действия результирующего изгибающего момента
![]()
Следовательно,
![]()
где W - момент сопротивления наиболее удаленной точки. Касательные напряжения от поперечных сил Qyи Qzвычисляются по формуле Журавского [93]:
где S(y), S(z) - статические моменты частей сечения, лежащих выше (или ниже) уровня у и z, на котором определяются напряжения;
b(y), b(z) - ширина поперечного сечения на расстоянии у и z от оси.
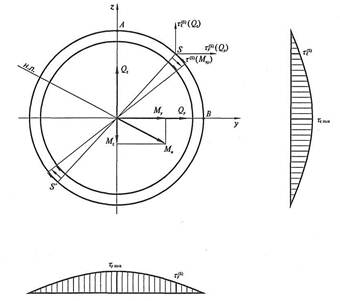
Рис. 4.3. Схема распределения сил в трубе, изогнутой в двух плоскостях
Наибольшие касательные напряжения в трубе от поперечных сил Qy и Qz будут в точках А и В:
в точке А
![]()
в точке В

Касательные напряжения от крутящего момента
![]()
где Мкр - крутящий момент в поперечном сечении;
Wp - полярный момент инерции.
Касательные напряжения от поперечных сил в опасной точке S будут значительно меньше вычисленных максимальных значений напряжений от крутящего момента. Поэтому, ввиду громоздкости определения касательных напряжений, приведенные напряжения в точке S определяем без учета влияния поперечных сил по формуле:
![]()
Анализ внутренних силовых факторов выполнен для труб испарительного охлаждения с углом гиба α равным 15°. Результаты приведены на рис. 4.4, а в таблице 4.2 представлены рассчитанные величины напряжений в элементах трубы испарительного охлаждения (Ø95 мм, δ=14 мм).
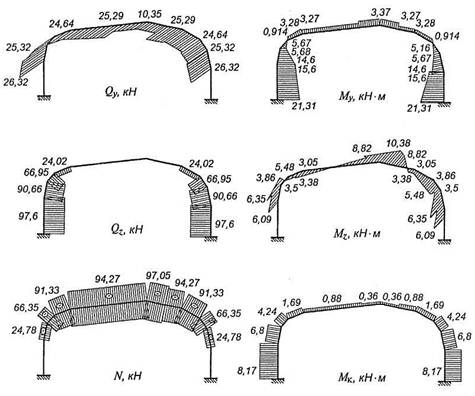
Рис. 4.4. Распределение силовых факторов в сечениях трубы
испарительного охлаждения (Ø95x14 мм), изогнутой в двух
плоскостях
Приведенные данные иллюстрируют существенное снижение напряжений в наиболее опасных сечениях трубы (места жесткого крепления к кожуху) при изгибе трубы в двух плоскостях в сравнении с одноплоскостным изгибом (см. табл. 4.1). Так, для вариантов В и Г (табл. 4.1) напряжения в этих точках составили 695 и 548 МПа соответственно, а при изгибе трубы в двух плоскостях -336,3 МПа (см. табл. 4.2).
Рис. 4.5 иллюстрирует зависимость внутренних силовых факторов в наиболее опасном сечении трубы от угла гиба трубы α. Видно, что силовой фактор Му, определяющий уровень напряжений в трубе, уменьшается в два раза при угле α равном 15° и в четыре - при α = 25°. Таким образом, предлагаемое конструктивное решение существенно снижает уровень напряжений в конструкции и может быть предложено в качестве мероприятия, направленного на самокомпенсацию труб большой длины в конструкции крупногабаритных модулей.
Таблица 4.2
Значения напряжений в элементах трубы,
изогнутой в двух плоскостях (схема рис.4.2)
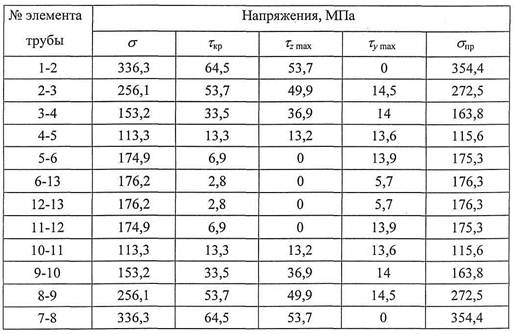
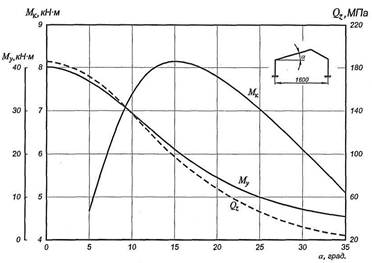
Рис. 4.5. Влияние угла гиба α на величину усилий в местах жесткого
закрепления трубы (Ø95x14 мм) в кожухе модуля
4.2. Применение компенсаторов термического удлинения
труб охлаждения в конструкции модуля
Представляет интерес другой возможный путь снижения уровня напряжений в трубах за счет введения в конструкцию специального температурного компенсатора (рис. 4.6) [156]. В этом случае один вывод трубы жестко защемлен в кожухе (сваркой), а другой - сопрягается с кожухом через патрубок. При этом с внешней стороны кожуха появляется участок (13-14), соединяющий рядом расположенные выводы труб охлаждения.
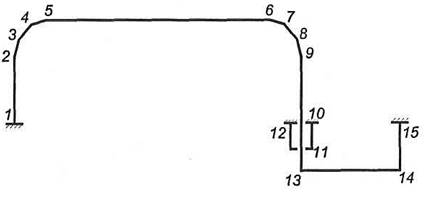
Рис. 4.6. Расчетная схема трубы охлаждения
с температурным компенсатором
Расчет внутренних силовых факторов и напряжений выполнен для труб испарительного охлаждения (диаметр 95 мм, толщина стенки 14 мм, температура 150°С), а в качестве компенсатора предусмотрен патрубок диаметром 153 мм и толщиной стенки 6 мм. Результаты расчетов приведены на рис. 4.7 и в таблице 4.3.
Влияние компенсатора на напряженное состояние труб охлаждения в конструкции модуля видно при сравнении рисунков 4.7 и 3.2, а также таблиц 4.3 и 3.6, где представлены результаты расчетов для таких же труб, но с защемлением (сваркой) в кожухе обоих выводов. В наиболее опасных сечениях (узлы 1 и 10) трубы с компенсатором величина напряжений (σтах) снизилась при длине труб:
- с 428,6 до 145,9-170,2 МПа (l = 0,96 м);
- с 533,1 до 179,9-219,7 МПа (l =1,275 м);
- с 637,3 до 211,3-270,4 МПа (l = 1,6 м).
Таблица 4.3
Значения напряжений в трубах охлаждения (Ø95х14 мм, Т=150°С)
с температурным компенсатором
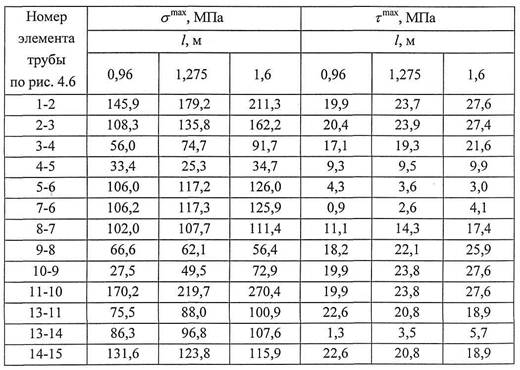
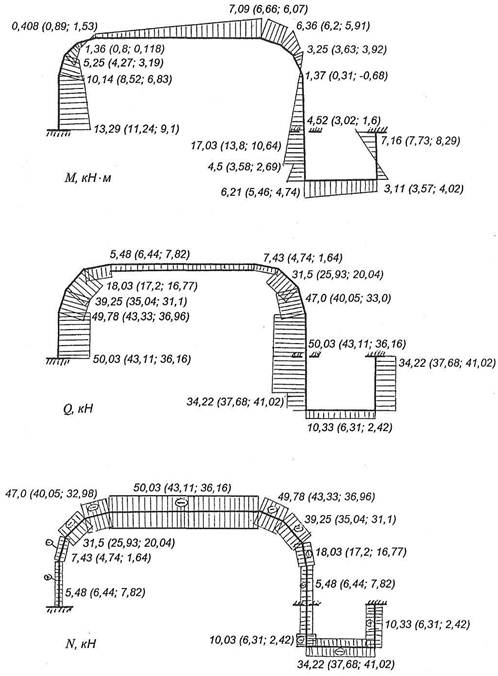
Рис. 4.7. Распределение внутренних силовых факторов
в сечениях трубы диаметром 95x14 мм (температура 150 °С)
Представляет интерес характер влияния на напряженное состояние труб охлаждения параметров компенсатора: толщина стенки, диаметр и длина патрубка. Анализ выполнен на примере трубы испарительного охлаждения (D=95 мм, δ=14 мм) при ее длине 1.6 м для следующих вариантов компенсатора (табл. 4.4).
Таблица 4.4
Параметры патрубка, принятые в расчетах
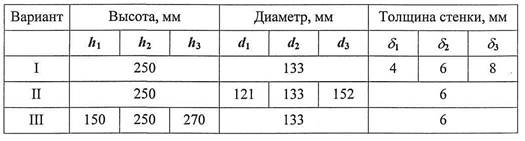
В таблице 4.5 приведены значения внутренних усилий и напряжений, развивающихся в наиболее характерных сечениях трубы. Из результатов расчетов следует, что наиболее нагруженными участками трубы являются узлы 1 и 10 (узел 12 принадлежит патрубку). На рис. 4.8 представлены данные об изменении напряжений в этих узлах в зависимости от параметров патрубка. Можно видеть, что увеличение жесткости патрубка ведет к росту напряжений в трубе охлаждения. А именно, увеличение толщины стенки и диаметра патрубка, а также уменьшение его высоты над кожухом вызывает повышение напряжений в узлах 1 и 10. Влияние высоты патрубка особенно значительно.
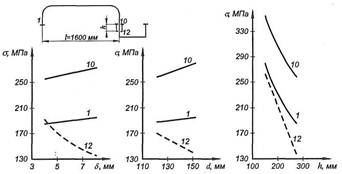
Рис. 4.8. Влияние размеров патрубка-компенсатора на величину
напряжений в наиболее опасных узлах трубы охлаждения
Это техническое решение по компенсации термического удлинения труб допускает более высокий перепад температур между кожухом и трубой, чем при жестком закреплении в кожухе обоих выводов трубы (рис. 4.9). Следует отметить, что ограничением по максимальной величине напряжений служит исчерпание упругих свойств материала (сталь 20), т.е. 220 МПа.
Еще в большей степени положительное влияние компенсаторов сказывается в трубах, изогнутых в двух плоскостях (см. рис. 4.1, вариант II). Расчетная схема в этом случае представлена на рис. 4.10, а данные о напряженном состоянии труб - в таблице 4.6.
Таблица 4.5
Внутренние силовые факторы и напряжения в наиболее нагруженных
сечениях трубы при изменении параметров компенсатора
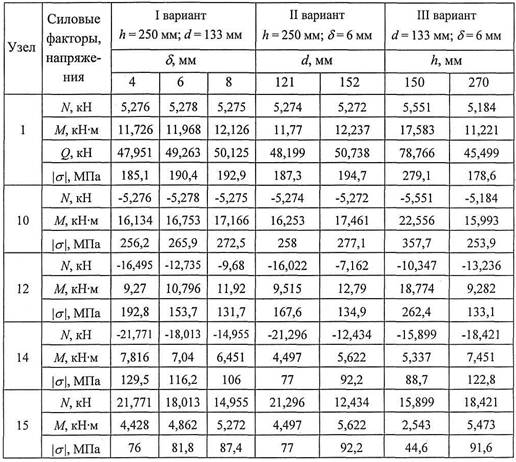
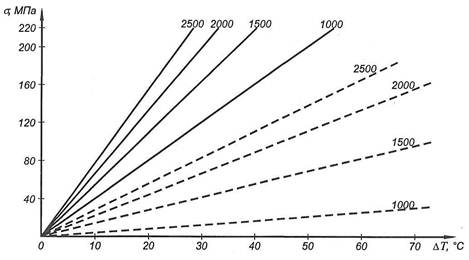
Рис. 4.9. Изменение величины напряжений в опасных сечениях труб испарительного охлаждения (D = 95 мм, δ=14 мм) в зависимости от перепада температур "труба-кожух" крупногабаритного модуля:
— - труба без патрубка; ----- -труба с патрубком;
цифры у линий - длина труб охлаждения, мм.
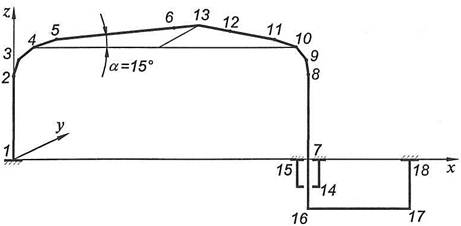
Рис. 4.10. Расчетная схема труб охлаждения с изгибом в двух плоскостях и применением компенсатора температурного
удлинения труб
Таблица 4.6
Значения напряжений в элементах трубы, изогнутой
в двух плоскостях с температурным компенсатором
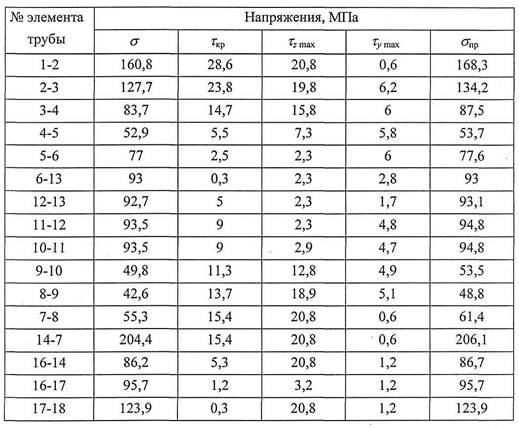
Сравнение данных таблиц 4.2 и 4.6 иллюстрирует существенное снижение напряжений в наиболее опасных сечениях трубы при применении компенсаторов в трубах, изогнутых в 2-х плоскостях. Так, в точках 1 и 7 (см. рис. 4.2 и 4.10) максимальные напряжения снизились с 336,3 МПа (труба без компенсатора) до 55,3-160,8 МПа (труба с компенсатором).
Таким образом, предложенная автором конструкция модуля с компенсатором напряжений для труб охлаждения, позволяет снизить напряжение в месте выхода, труб из кожуха в несколько раз. Это решение делает возможным применение труб охлаждения до 2000 мм и более.
4.3. Оценка жесткости труб охлаждения в конструкции
крупногабаритных модулей шахт доменных печей
4.3.1. Канонические уравнения метода сил
К настоящему времени практически отсутствуют данные о нагрузках, оказываемых движущейся и падающей после подвисания шихтой на рабочую поверхность охлаждаемой зоны шахты доменной печи. Все это свидетельствует о невозможности точного расчета напряженного состояния труб системы охлаждения, вызванного взаимодействием с шихтой. Косвенным свидетельством о способности труб сопротивляться воздействиям шихты является их жесткость в направлении движения шихты.
Выполним сопоставительный расчет жесткости труб охлаждения различной конфигурации. С этой целью сначала определим податливость труб и, а затем найдем жесткость С—1/и. Податливость механической системы определяется как перемещение, возникающее в системе от единичной силы, приложенной в заданном направлении [157].
Введем следующие предположения:
- трубы жестко защемлены в местах примыкания к кожуху (за счет при
варки труб к кожуху с его внешней и внутренней сторон);
- влияние бетона не учитывается;
- единичная нагрузка приложена к трубе в ее срединном по длине сечениии направлена параллельно прямой, проходящей через точки примыкания трубы к кожуху.
Представленные варианты конфигурации труб приводятся к расчетной схеме в виде плоской (вариант I) и пространственной (вариант II) статически неопределимых рам. Расчет статически неопределимых рам рационально выполнять методом сил, в соответствии с которым за основные неизвестные принимаются обобщенные реактивные силы в отброшенных связях системы [157].
От заданных систем (рис.4.1) необходимо перейти к основным, отбросив лишние связи и приложив вместо них неизвестные обобщенные силы Х1, Х2, X3,...Xn.
Канонические уравнения метода сил выражают условие, при котором перемещения по направлению каждой неизвестной обобщенной силы от всех неизвестных и от заданной нагрузки должны равняться нулю, так как в заданной системе по каждому из этих направлений имеются связи:
Коэффициенты δ11, δ12,..., δпт являются перемещениями основной системы по направлению неизвестных Х1, Х2,...,Хп. от единичных сил ![]() ,
, ![]() ,…,
,…, ![]() , соответствующих этим неизвестным.
, соответствующих этим неизвестным.
Свободные члены уравнений (Δlp, Δ2p,..., Δnр) - это перемещение основной системы по направлению неизвестных от заданной нагрузки.
Коэффициенты при неизвестных и свободные члены уравнений (4.10) определяются с помощью интеграла Максвелла-Мора:
![]()
где Е - модуль упругости стали 20, из которой изготовлены трубы (принято Е = 2·105 МПа);
I - момент инерции поперечного сечения трубы (см. табл.3.3);
![]() ,
, ![]() - эпюры изгибающих моментов от единичных сил
- эпюры изгибающих моментов от единичных сил ![]() ,
, ![]() ,…,
,…, ![]() ;
;
Мр - эпюра изгибающих моментов от заданной нагрузки.
В рассматриваемых пространственных рамах в общем случае в поперечных сечениях стержней могут действовать шесть компонентов внутренних усилий. Это изгибающие моменты Мх, Му, крутящий момент Н, поперечные силы Qx, Qyи продольная сила Nx.
Канонические уравнения метода сил для пространственной рамы имеют тот же вид и смысл, что и для плоской рамы, но входящие в них в виде коэффициентов при неизвестных и свободных членов перемещения определяются с учетом изгибающих моментов, действующих в двух плоскостях, и крутящих моментов.
Перемещения с учетом изгибающих моментов определяются по формулам (4.11) с учетом крутящих моментов следующим образом:
![]()
![]()
µ - коэффициент Пуассона;
Iр = 2I - полярный момент инерции;
![]() - эпюры крутящих моментов от единичных сил
- эпюры крутящих моментов от единичных сил ![]() ,
, ![]() ,…,
,…, ![]() ;
;
Hр - эпюра крутящих моментов от заданной нагрузки.
При расчете рамы на тепловое воздействие свободные члены канонических уравнений определяются по формулам:
![]()
где α - коэффициент температурного расширения материала трубы - стали 20 (принято α= 12,5 · 10-6 град.-1).
Для систем, состоящих из прямых стержней, при постоянной по длине стержня температуре формулу (4.13) можно представить в виде:
![]()
где ![]() ,
, ![]() - площади эпюр продольных сил и изгибающих моментов от
- площади эпюр продольных сил и изгибающих моментов от ![]() =1
=1
t1, t2 - приращения температур соответственно на сжатой и вытянутой стороне прямолинейного участка трубы, °С;
D - внешний диаметр трубы, h2 = h1 =D/2, м.
4.3.2. Труба охлаждения с изгибом в одной плоскости
Рассмотрим вариант I конфигурации трубы. Заданная и эквивалентная системы представлены на рис. 4.11.
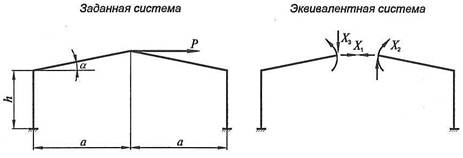
Рис. 4.11. Расчетная схема для трубы, изогнутой в одной плоскости
В соответствии с методом сил коэффициенты системы уравнений

определяются способом Верещагина:
![]()
![]()
![]()
![]()
![]()
Исходя из единичных сил нагрузки Р получаем:
![]()
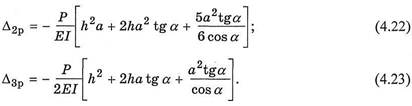
В результате решения системы уравнений (4.15) и определения неизвестных Х1, Х2, Х3, находим изгибающие моменты в исследуемых сечениях:

Перемещение точки С (см. рис. 4.1, вариант I), характеризующее податливость трубы охлаждения, получаем, перемножая суммарную эпюру изгибающих моментов, учитывающую Х1, Х2, Х3, Р на эпюру изгибающих моментов от Р = 1:
![]()
Результаты расчетов податливости в зависимости от угла гиба трубы α представлены на рис. 4.12 (кривая I).
Рис. 4.12. Податливость труб различной конфигурации
в направлении движения шихты:
I - изгиб трубы в одной плоскости;
II— изгиб трубы в двух плоскостях.
4.3.3. Труба охлаждения с изгибом в двух плоскостях
Рассмотрим вариант II (см. рис. 4.1) изгиба трубы охлаждения в конструкции модуля. Расчетная схема для этого случая представлена на рис. 4.13.
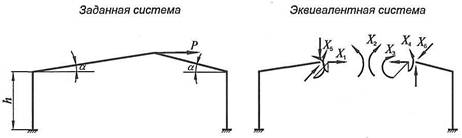
Рис. 4.13. Расчетная схема для трубы, изогнутой в двух плоскостях
В систему уравнений вида (4.10) будут входить шесть основных неизвестных Х1, Х2, Х3, Х4, Х5, Х6. Симметричная группа сил, действующих на симметричную систему, не вызывает кососимметричных перемещений, и наоборот.
Поэтому побочные перемещения δ14, δ15, δ16, δ24, δ25, δ26, δ34, δ35, δ36 равны нулю и канонические уравнения упрощаются. Система канонических уравнений распадается на две независимые подсистемы: первая содержит симметричные неизвестные, вторая - кососимметричные неизвестные
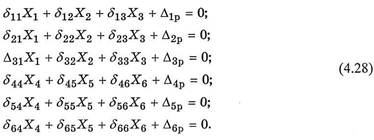
Коэффициенты при неизвестных в уравнениях (4.28) определяются способом Верещагина:
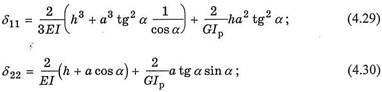
![]()
![]()
![]()
![]()
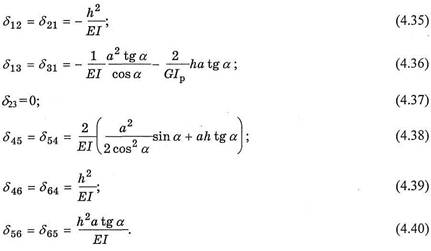
Исходя из единичных сил и нагрузки Р получаем:
После решения системы уравнений (4.28) на ЭВМ и определения основных неизвестных Х1, Х2,..., Х6, находим изгибающие и крутящие моменты в исследуемых сечениях.
Изгибающие моменты в вертикальной плоскости:
![]()
Изгибающие моменты в горизонтальной плоскости:

Крутящие моменты:
![]()
Исследуемое горизонтальное перемещение узла С (см. рис. 4.1) получаем перемножая суммарную эпюру изгибающих моментов, учитывающую Х1,Х2,..., Х6, Р, на эпюру изгибающих моментов от Р = 1:
![]()
Результаты расчетов податливости трубы, изогнутой в 2-х плоскостях, в зависимости от величиныа представлены на рис. 4.12 (кривая II).
4.3.4. Жесткость и области упругого деформирования
труб различной конфигурации
Рис. 4.12 иллюстрирует зависимость податливости труб вариантов I и II от угла дополнительного гиба α и величины f. Отметим, что при α = 0 трубы охлаждения превращаются в плоские скобы, не имеющие дополнительных гибов. Такая конструкция трубы охлаждения обладает меньшей податливостью, чем трубы, изогнутые по вариантам I, II.
На рис. 4.14 представлены результаты расчетов жесткости труб, изогнутых по этим вариантам. Анализ данных свидетельствует о том, что значения и для рассматриваемых вариантов изготовления труб существенно зависят от α и f.
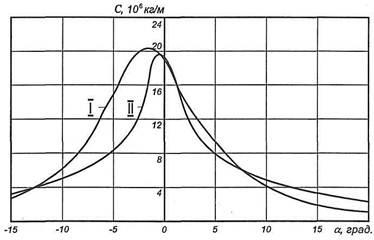
Рис. 4.14. Зависимость жесткости труб охлаждения по отношению к движущейся шихте в доменной печи:
I и II- варианты изгиба труб по рис. 4.1.
Так, трубы по варианту II обладают наибольшей жесткостью при α=0, а трубы по варианту I - при незначительном изгибе трубы к кожуху (α= - 3°).
Увеличение угла изгиба (α) сопровождается снижением жесткости труб обоих вариантов. Однако в диапазоне изменения а от 0 до 8° с позиций жесткости наиболее приемлемыми являются трубы варианта I, от 8° и более - трубы варианта II.
Следует отметить, что размещение изгиба в сторону рабочего пространства доменной печи (труба варианта I) вызывает незначительное уменьшение ее объема. Однако это уменьшение несравнимо с приростом объема шахты печи при переходе от традиционной конструкции (кожух - холодильник - футеровка) к крупногабаритным охлаждаемым модулям. При традиционной конструкции толщина стенки шахты составляет 1,1-1,4 м, а в случае применения крупногабаритных модулей - 0,4-0,47 м.
Изгиб труб в сторону рабочего пространства может, на первый взгляд, вызывать увеличенный абразивный износ трубы в месте дополнительного гиба. Однако, как показывает опыт [89], при разрушении слоя бетона над трубами охлаждения, их поверхность покрывается слоем гарнисажа, который предохраняет трубы от абразивного износа шихты.
Несмотря на более сложную конфигурацию труб охлаждения, изготовленных по варианту II, трудозатраты при их монтаже на кожухе крупногабаритного модуля несколько меньше, чем труб выполненных по варианту I.
Это связано с тем, что при несовпадении осей отверстий в кожухе и трубы неизбежен дополнительный подгиб трубы. При варианте I выводы труб через кожух теряют свою параллельность, что затрудняет их монтаж на кожухе модуля.
Однако изготовление рассматриваемых конструкций из толстостенных труб по варианту I, безусловно более технологично.
На рис. 4.15 представлены результаты определения областей упругого деформирования гнутых труб по вариантам I и П. Ниже каждой кривой располагается область упругого деформирования труб, выше кривой - область пластического деформирования.
Отметим, что при углах изгиба трубы α ≥5° кривые имеют минимум при определенных значениях длины трубы (l), а затем отмечается рост значений ΔT. Механизм такого поведения труб может быть, по-видимому, объяснен нелинейным характером взаимодействия в трубе ее изгибной жесткости, жесткости на растяжение-сжатие и крутильной (для труб варианта II).
4.4. Выводы
1. Одним из эффективных решений для компенсации термического удлинения труб охлаждения в конструкции крупногабаритных модулей является дополнительный их изгиб в срединном по длине сечении, выполненный в однойили двух плоскостях относительно мест защемления выводов труб в кожухе. При этом появляется возможность увеличения длины труб охлаждения до
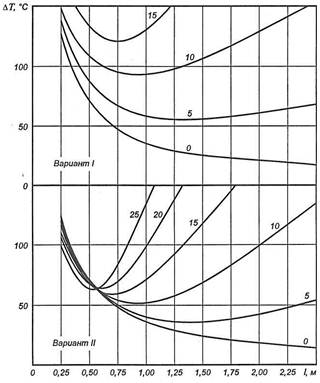
Рис. 4.15. Границы упругого деформирования труб вариантов I и II в зависимости от угла их изгиба в срединном сечении
2,0 м и более, что требует изготовления меньшего количества отверстий в кожухе, являющихся местами концентраций напряжений. Этим обеспечивается увеличениегазоплотности кожуха и надежность его работы.
2. Сопоставительный анализ жесткости труб различной конфигурации поотношению к воздействиям движущейся шихты показал их высокую надежностьэксплуатации в конструкциях крупногабаритных охлаждаемых модулей. С позиций обеспечения высокой жесткости труб охлаждения по отношению к воздействиям движущейся шихты и снижения напряженного состояния труб предпочтительным является вариант их изгиба в срединной части с углом до 8° вплоскости скобы.
3. Снижение напряжений в толстостенных трубах охлаждения крупногабаритных модулей могут быть уменьшены путем установки компенсаторов -патрубков на одном из выводов труб через кожух. Увеличение длины патрубкаведет к снижению уровня напряжений в местах жесткого крепления труб к кожуху, а увеличение толщины стенки и диаметра - к росту. Применение компенсаторов обеспечивает работу труб в упругой области деформации при любом изприменяемых типоразмеров труб и температуре теплоносителя.
РАЗДЕЛ 5
ОГНЕУПОРЫ КРУПНОГАБАРИТНЫХ МОДУЛЕЙ И
ИХ ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
5.1. Условия службы стандартных огнеупоров в шахте доменной печи
В разделе 1 отмечен ряд факторов, определяющих условия службы огнеупорной футеровки доменных печей [14-35]. Для оценки возможных путей повышения стойкости шахт необходим более глубокий анализ этого вопроса.
В процессе задувки и эксплуатации доменной печи на кладку шахты оказывают влияние:
- механические напряжения, превышающие 90 МПа [158];
- термические напряжения, обусловленные градиентом температуры изделий [21, 22, 159, 160];
- химическое воздействие флюсующих оксидов пылегазового потока[20, 160], в том числе щелочей, вносимых в количестве до 17 кг на 1 т чугуна, изкоторых в шлак переносится 60%, уносится с газами 28%, остальное поглощаетсяогнеупорами и циркулирует в печи [161];
- абразивное воздействие [162] шихтовых материалов, движущихся со скоростью 8,3-11,1 м/с и более, а также воздействие пылевого потока, скорость которого составляет 32-64 м/сна участке фурма-распар и 22-24 м/с - на участке распар-колошник;
- воздействие сажистого углерода - продукта распада СО при 460-600°С [16,159, 163] в порах и трещинах огнеупора;
- воздействие цинкита (ZnO), образующегося при конденсации металлического цинка в трещинах огнеупора, при окислении которого происходит увеличение объема [159];
- воздействие в шахте - заплечиках первичных легкотекучих шлаков, содержащих до 20-30% FeO и до 10% МпО с основностью от 0,9-1,0 и конечных шлаков, содержащих 0,3-0,5% FeO с основностью 1,1-1,2 в зоне горна [164];
- попеременное воздействие конечного шлака, чугуна и восстановительных газов в зоне горна и чугунных леток [164].
В настоящее время нет единого мнения о том, какой из перечисленных факторов оказывает наибольшее влияние на износ футеровки в разных зонах доменной печи.
Установлено [165-169], что разрушающее воздействие на огнеупоры в интервале температур 460-600°С оказывает сажистый углерод от распада СО. Эта реакция катализируется оксидами железа, свежевосстановленным железом [159], цинком, цинкитом, цементитом, а также алюмосиликатным материалом [170], входящим в состав огнеупоров шахты доменной печи.
Разрушение огнеупоров носит механический характер, заключающийся в расклинивающем воздействии сажистого углерода за счет отложения или рекристаллизации [171] в порах или трещинах огнеупора.
В работах [170, 172] установлено, что отложение сажистого углерода происходит, в основном, вдоль границ между связкой и зернами шамота. В работе [173] ставят под сомнение решающую роль сажистого углерода в разрушении футеровки шахт доменных печей.
По мнению авторов [174-178] одной из причин разрушения огнеупоров в шахте, распаре и заплечиках является также воздействие щелочей. Щелочи проникают в кладку на глубину до 100 мм в газообразном или жидком виде и легко разрушают шамотные, муллитовые, муллитокорундовые и корундовые огнеупоры. По данным [179] скорость проникновения в огнеупор щелочей выше, чем скорость отложения сажистого углерода. Незначительное увеличение содержания К2О при высоких температурах ведет к полному разрушению муллита и резкому увеличению количества вязкой стеклофазы. В работах [180, 181] указывается, что в огнеупорах, содержащих 50-75% Аl2Оз, образуются трещины, распространяющиеся на значительную глубину материала, вызванные увеличением объема кристаллизующихся продуктов при взаимодействии огнеупора со щелочами; в огнеупорах, содержащих 20-30% АЬОз, на поверхности образуются вязкие пленки, препятствующие дальнейшему проникновению щелочей; огнеупоры, содержащие 38-45% Аl2Оз, разрушаются незначительно и имеют наибольшую щелоче-устойчивость.
Считают [159, 174, 175], что в условиях насыщения щелочами (более 35%) происходит полное перерождение огнеупора с перекристаллизацией из расплава калиофилита, сопровождающейся увеличением плотности и объема прореагировавшей зоны.
На износ футеровки значительное влияние оказывает образование легкоплавких соединений вследствие "прилипания" продуктов возгонки, что вызывает размягчение огнеупора. Известно, что температура начала деформации под нагрузкой 0,2 МПа шамотных огнеупоров составляет 1200°С. Это усиливает абразивное воздействие шихты на футеровку [160, 182].
Из приведенных данных и опыта эксплуатации доменных печей можно заключить, что износ кладки в верхней части шахты происходит, в основном за счет, абразивного воздействия шихты. Механизм разрушения огнеупоров в средней и нижней части шахты, а также распара, сложный и зависит от совокупности разрушающих факторов (термических и механических напряжений), вызывающих трещинообразование; коррозии (структурное перерождение огнеупора в результате его взаимодействия со щелочами и другими продуктами возгонки); эрозии (скалывание рабочей поверхности и абразивный износ). Удельный вес того или другого фактора зависит от сырья, режима работы доменной печи, системы охлаждения и конструкции шахты.
Это позволяет сформулировать основные требования к огнеупорам [183]:
- высокая плотность и низкая газопроницаемость;
- инертность к воздействию щелочей и первичных железистых шлаков;
- высокая термостойкость и объемопостоянство;
- хорошая теплопроводность;
- необходимая прочность, абразивоустойчивость при высоких температурах (900-1500°С).
Разработка огнеупоров, одновременно отвечающим всем этим требованиям, представляет сложную задачу [184-187].
Согласно теории Кёнинга [188], повышение теплопроводности и нижней температуры реакции огнеупора с окружающей средой (СО, щелочи, первичный шлак) позволяет сдвинуть изотерму последней в сторону рабочей зоны и тем самым увеличить остаточную толщину футеровки под защитой охлаждения. Это явилось причиной использования в шахте печи карбидкремниевых огнеупоров на нитридной, оксинитридной, сиалоновой и Р-карбидкремниевых связках, обладающих большими значениями нижней температуры реакции (на 300-400°С) и теплопроводности (в 7-8 раз), чем шамотные огнеупоры. По данным [189] за рубежом до 56% доменных печей футерованы карбидокремниевыми огнеупорами. Однако такие огнеупоры в 15-20 раз дороже шамотных, поэтому пока их применение ограничено фурменной зоной, распаром и заплечиками.
С целью снижения стоимости футеровки при сохранении или даже продлении сроков ее службы в шахтах доменных печей, в 80-е годы все шире сталиприменять неформованные огнеупоры в виде торкретмасс или бетонов [190-195], а также бетонные блоки [196].
К огнеупорным бетонам или торкретмассам для шахты предъявляется ряд требований:
- объемопостоянство при повышении температуры вплоть до 1500°С;
- высокие прочность и абразивоустойчивость при температурах службы;
- устойчивость к монооксиду углерода (СО), разрушающего бетон в результате образования сажистого углерода.
По этой причине для бетонов доменных печей рекомендуют специальные цементы Secor-40 или Secor-50 [197].
Известно, что свойства бетона определяются как заполнителем, так и вяжущим. Огнеупорные заполнители следует рассматривать как химически активные компоненты, которые при взаимодействии с вяжущим образуют структуру бетона с регулируемыми свойствами. Заполнитель снижает усадку бетона. Вяжущее является составной частью огнеупорного бетона, обеспечивающей их начальную прочность, а также прочность в широком диапазоне температур. Значительные полиморфные превращения в вяжущем нежелательны, так как приводят к нарушениям связи между зернами заполнителя и разрушению в целом [198].
Поэтому применение бетона на алюмофосфатной связке, в связи с положительным объемным эффектом берлинита (АlРО4) при 586°С, не желательно. При высокой температуре фосфаты алюминия неустойчивы. Кроме того, бетоном на алюмофосфатной связке для твердения требуется термообработка при 500°С, что неприемлемо для металлоконструкций.
Применение в качестве вяжущего жидкого стекла приводит при высоких температурах к повышению усадки и увеличению деформации под нагрузкой за счет образования стеклофазы, поэтому этот бетон для низа шахты не оптимальный.
Гидравлическое вяжущее (высокоглиноземистый цемент) в процессе эксплуатации образует прочную связку вплоть до температуры 1345°С с шамотным заполнителем, а с корундовым - выше 1600°С. Исследованиям применения вяжущего из высокоглиноземистого цемента посвящен ряд работ [199-203].
С участием автора впервые на металлургических предприятиях Украины (ДМЗ, МК им. Ильича) по проектам НПО "Энергосталь" взамен литых чугунных холодильников были испытаны в шахтах доменных печей холодильные плиты с толстостенными трубами, пространство между которыми заполнялось бетоном на основе шамота и глиноземистого цемента. При этом кирпичная рабочая футеровка выполнялась так же, как и при применении чугунных холодильников. Опыт показал, что в межтрубном пространстве шамотный гидравлически твердеющий бетон служит удовлетворительно, однако по мере отдаления от труб в сторону рабочей горячей поверхности он быстро разрушался при отсутствии кладки. Это обусловлено низкими теплопроводностью, абразивоустойчивостью и коррозионной устойчивостью бетона.
Поэтому возникла необходимость в разработке жаропрочного бетона, удовлетворяющего условиям эксплуатации в шахтах доменных печей. Эта задача приобрела особую актуальность в связи с применением новой конструкции шахт, изготовленных из крупногабаритных охлаждаемых модулей.
5.2. Материалы и методы исследования1
Для изготовления огнеупорных бетонов, являющихся предметом исследований, в качестве заполнителя использовать муллитокорундовый кусковой шамот марки ШС-85 Семилукского огнеупорного завода (ТИ завода 199-0-4-01-80) или муллитокорундовый кусковой шамот марки ШМК-77,5 Запорожского огнеупорного завода по ТУ 14-297-45-85, карбид кремния черный по ГОСТ 3647-80, заполнитель шамотный марки ШКН-1 по ТУ 14-8-58-72, глиноземистый цемент марки 400. Химический состав применяемых материалов приведен в табл. 5.1.
В качестве связующего применяли натриевое жидкое стекло, техническая характеристика которого соответствовала ГОСТ 13678-67. Высокоглиноземистый быстротвердеющий цемент изготавливали на опытном производстве Укр-НИИО по ТИ 207-40-282-1. Для изготовления высокоглиноземистого цемента использовали мел Белгородского месторождения по ГОСТ 1498-64 и глинозем марок Г-0, Г-00 по ГОСТ 6912-74. Химический состав высокоглиноземистого цемента был представлен оксидами, %: Аl2О3 - 64,0; СаО - 24,0; Fe2O3 - 0,35; п.п.п.-0,36.
![]()
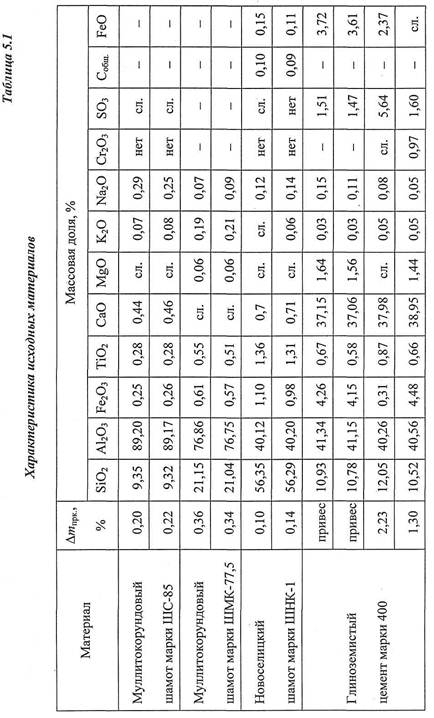
При изготовлении огнеупорных бетонов использовали метод оформления изделий вибрационным уплотнением на установке модели УВ 70/200 [204] и "Инструкцию по технологии приготовления и применения жаростойких бетонов СН 156-79". Увлажнение бетонов начинали через 3-4 часа после укладки в формы и продолжали 48 часов.
В основу методики исследования эффективности процесса виброуплотнения положено определение величины осадки уплотняемого зернистого материала (заполнителя) Δhi, как разность высот зернистой массы до (h0) и после (hi) виброуплотнения.
По расчетному значению относительной осадки yi = Δhi/h0 и из условия равенства масс до и после уплотнения определяли величину достигнутой относительной плотности ρi по формуле [205]:
![]()
где ρ0- относительная плотность зернистого материала до виброуплотнения, равная, по определению, отношению кажущейся насыпной плотности исследуемого материала ρk к плотности компактного материала ρкомп.
Приращение относительной плотности Δρi равно разности достигнутой ρi, и насыпной ρ0 относительной плотности.
Изучение прочностных и термомеханических свойств бетона проводили на кубах (40x40x40 мм), отформованных вибрацией.
Свойства образцов и изделий, такие как предел прочности при сжатии, открытая пористость, кажущаяся плотность, теплопроводность, изменение линейных размеров после термообработки, температура деформации под нагрузкой, термостойкость определяли по методикам, принятым в огнеупорной промышленности, согласно стандарту [206].
При проведении петрографических исследований использовали методики, принятые в петрографии огнеупоров [207]. Петрографические исследования проводили в шлифах, иммерсионных препаратах и полировках при помощи поляризационного микроскопа типа МИН-8 и автоматического структурного анализатора "Эпиквант".
Рентгенофазовый анализ выполняли на дифрактометре ДРОН-1,5, съемку производили в излучении Cu-Cd (Ni фильтр). Для анализа использовали образцы в виде таблеток диаметром 10 мм и толщиной 2 мм, спрессованных из анализируемых порошков на декстриновой связке. Идентификацию минералов производили в соответствии с американской рентгенометрической картотекой (УСРДБ, USA, 1973).
Электронномикроскопические исследования образцов бетонной массы, подвергнутых термообработке в разных средах, проводились на электронном микроскопе ЭМВ-100АК. В качестве вспомогательной аппаратуры использовались вакуумная установка ВУП-2к и оптический микроскоп NH-2E. Для изучения микроструктуры применялись методики: двухступенчатые целлюлозоугольныереплики; реплики с извлечением; метод суспензий; электроннографический метод.
Для определения зависимости свойств бетона от массовой доли в нем карбида кремния применен метод математического планирования эксперимента [208]. Испытания образцов бетона на щелочеустойчивость и шлакоустойчивость выполняли по методикам [209, 210], а химические исследования проводили согласно ГОСТ 2642.0-81 и ГОСТ 2642.12-81.
Абразивоустойчивость бетонов определяли на высокотемпературном абра-зивометре огнеупоров, позволяющем учитывать влияние линейной скорости движения абразива, температуры и потери массы испытуемых образцов [211].
Результаты исследований свойств исходных материалов и огнеупорных изделий из них представлены автором в ряде работ [212-227].
5.3. Исследование прочностных свойств и фазового состава
шамотного бетона до и после службы
С целью оценки механизма износа бетона и выбора направления исследований по определению оптимального его состава для холодильных плит, изучено изменение структурно-механических свойств и фазового состава бетона после службы в доменной печи.
На Донецком металлургическом заводе и Мариупольском меткомбинате были проведены испытания в шахтах доменных печей холодильных плит, залитых шамотноцементным бетоном, состоящим из глиноземистого цемента марки 400, в т.ч. и с добавками водного раствора жидкого стекла плотностью 1300 кг/м3.
Шихту составляли из 34% шамотной крошки, 25% шамотного порошка, 25% глиноземистого цемента и 16% жидкого стекла.
Свойства образцов исследуемого шамотного бетона:
- огнеупорность,°С - 1445
- предел прочности при сжатии, МПа:
без термообработки -18,0
после термообработки до: 800°С -16,4
1000°С -15,8
1100°С -12,0
- открытая пористость после термообработки при 800°С,% - 28,9
- термическое расширение при 1100°С, % - 0,64
- теплопроводность, Вт/(м-К) - 0,84
- усадка при 1100°С, % -1,27
Из приведенных данных видно, что бетон характеризовался низкой теплопроводностью, невысокой прочностью и повышенной пористостью.
Из доменной печи № 4 Мариупольского меткомбината им. Ильича (рис.5.1) отобраны пробы шамотного бетона после службы из холодильных плит, заполненных шамотным бетоном (район 3-го ряда сверху). При отборе на исследование взяты образцы из наименее измененной зоны (между холодильными трубами и кожухом) и рабочей зоны (горячая сторона между холодильными трубами и рабочей поверхностью).
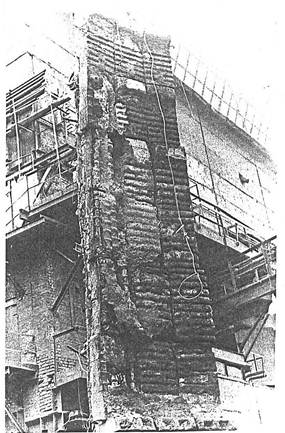
Рис. 5.1. Вырезанная часть кожуха шахты ДП№ 4 Мариупольского
меткомбината им. Ильича после службы с холодильными плитами, заполненными шамотным бетоном
Петрографические исследования образцов шамотного бетона после службы показали, что фазовый состав наименее измененной зоны представляет, %: щелочной карбонат (К2СО3 и Na2CO3) или гидрокарбонат - 65-70; шамот - 25-30; алюминаты кальция - 1-2; гексаалюминат кальция (СаО·6Аl2Оз) - 3-5; гидраты щелочного силиката - менее 1. В рабочей зоне на поверхности бетона образуются науглероженные слои. Образец состоит в основном из углеродистого вещества и щелочного карбоната или гидрокарбоната натрия. В подчиненном количестве присутствуют шамот, алюминат кальция (СаО·А12О3) и магнитные частицы. Бетон сильно науглерожен (7,48% С), пропитан щелочами (12,5%), серой (1,1 %) и оксидом железа (7,4%).
Химический состав образцов шамотного бетона, отобранных после службы, представлен в табл. 5.2.
Таблица 5.2
Химический состав бетона после службы
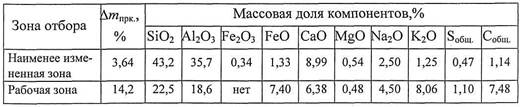
Прочность при сжатии образцов шамотного бетона наименее измененной и рабочей зон соответствовала 25,1 и 34 МПа. Прочность бетона в рабочей зоне повысилась за счет насыщения углеродом и дополнительного спекания в процессе службы. Эти же факторы привели и к изменению пористости (10,5%) и соответственно кажущейся плотности 2290 кг/м3. Теплопроводность рабочей зоны соответствовала 0,84 Вт/(м·К). Усадка в рабочей зоне составляла 1,5%.
Обследование отслуживших плит шахты доменной печи показало, что состояние бетона в межтрубном пространстве удовлетворительное, однако в рабочей зоне структура бетона претерпела полное перерождение.
Для более эффективной работы огнеутюрной футеровки и холодильных плит, заполненных бетоном в зоне близкой к рабочей поверхности, необходимо применять материалы имеющие огнеупорность до 2000°С и теплопроводность (до 3 Вт/(м·К)), незначительной усадкой при температурах 800-1000°С.
По данным [228] этого можно достичь путем добавки в шихту SiC от 20% и более. Благодаря высокой твердости (13 ед. по шкале Мооса), низкому коэффициенту термического расширения (4-10-6 град-1), высокой теплопроводности (выше 40 Вт/(м·К)) и относительно высокой стойкости к силикатным расплавам (шлакам) карбид кремния (α-SiC) широко применяют для повышения стойкости огнеупоров в металлургии, химии, энергетике.
С целью экспериментальной проверки возможности использования α-SiC в составе бетона для крупногабаритных охлаждаемых модулей шахт доменных печей, автором проведены исследования составов бетонов, в которых в качестве заполнителя кроме высокоглиноземистого шамота применялся также карбид кремния с вяжущими из высокоглиноземистого цемента с пластификаторами.
5.4. Разработка, исследование и промышленное апробирование
карбидкремнийсодержащих бетонов в конструкции крупногабаритных
охлаждаемых модулей
5.4.1. Разработка состава бетонов и исследование их свойств
С целью получения плотного малоусадочного бетона с усадкой до 0,5%,твердеющего без дополнительной термообработки при t = 20°С, исследовали влияние добавок карбида кремния в бетонные массы, используемые для заполнения межтрубного пространства холодильных плит и крупногабаритных охлаждаемых модулей. В качестве вяжущего предусматривалось использование высокоглиноземистого цемента.
Методом определения максимальной насыпной массы при постоянном добавлении монофракций 2-1, 1-0,5 и менее 0,5 мм и монофракции 3-2 мм определен оптимальный четырехфракционный зерновой состав заполнителя из шамота. Установлено, что максимальную насыпную массу (плотную упаковку) имеет следующий состав заполнителя, %: 3-2 мм - 12-14; 2-1 мм - 18-22; 1-0,5 мм - 20-24; менее 0,5 мм - 40-50.
Карбид кремния в качестве заполнителя существенно улучшает свойства бетона на основе алюмосиликатных заполнителей [228-232].
Для определения оптимального состава карбидкремнийсодержащего бетона использован метод полного факторного эксперимента [208].
Для проведения исследований формовали кубы 40x40x40 мм. Состав бетонной массы колебался в пределах, % (масс):
- заполнитель шамотный марки ШС-85 фракции 3-0 мм
(четырехфракционный состав)- 25-85
- карбид кремния (cc-SiC)- 0-60
- высокоглиноземистый цемент- 15
- вода (сверх 100%)-7-8
После семисуточного твердения образцы бетона обжигали в коксовой засыпке для выявления взаимодействия углерода с бетоном, выдерживали в течение 4 часов при температурах 800, 1000 и 1400°С. Определяли кажущуюся плотность, открытую пористость, предел прочности при сжатии образцов до и после термообработки.
Характеристика факторов, оказывающих влияние на свойства бетонной массы, приведена в табл. 5.3.
Таблица 5.3
Характеристика и область определения факторов
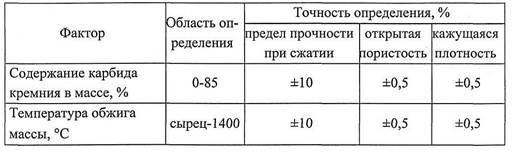
Проверка по критерию Кохрена ![]()
позволила объединить результаты экспериментов в единый расчетный комплекс и определить коэффициенты линейной регрессии, характеризующие зависимость открытой пористости, кажущейся плотности и механической прочности при сжатии бетонной массы в зависимости от количества введенного в нее карбида кремния и температуры обжига.
В результате расчетов установлено, что для условий службы, характеризующихся температурами 800-1000°С, целесообразно применять бетонную массу с содержанием 20-30% SiC.
Для изготовления такой бетонной массы использовали высокоглиноземистый шамот с массовой долей Аl2О3 - 85%, карбид кремния черный (α-SiC) и высокоглиноземистый цемент. При изготовлении бетона в состав массы вводили карбид кремния в количестве 25%. Содержание высокоглиноземистого цемента
в массе составило 15%, что обеспечивает высокую прочность бетона в процессе затвердевания и сохранение достаточной его прочности при температуре службы [233, 234].
Образцы бетона готовили в виде нормального кирпича (230x114х65/75мм) на вибростоле с частотой вибрации 2300 кол/мин и амплитудой 1 мм.
После семисуточного твердения при t = 20°С открытая пористость бетона составляла около 20%, кажущаяся плотность - 2320 кг/м3, а предел прочности при сжатии - выше 45 МПа. Упрочнение бетона происходит засчет гидратации диалюмината кальция и алюмината кальция, в процессе чего образуются гидратные соединения (2СаО·А12Оз·8Н2О, ЗСаО·А12Оз·8Н2О) с выделением большого количества тепла.
Петрографический анализ показал, что структура бетона после гидратации плотная, в связующей массе выделяются черные зерна карбида кремния. Связка представлена тонкими зернами шамота и гидроалюмината кальция. Толщина пленки гидроалюминатов 6-12 мм с показателем преломления Ncp.=1,510-1,530±0,010. Контакт связующей массы с зернами шамота и карбида кремния плотный. Алюминаты кальция по скорости растворения, гидратации и степени упрочнения располагаются в ряд: ЗСаО·А12Оз→5СаО·ЗА12Оз→СаО·А12Оз→СаО·2А12Оз. По абсолютной величине прочности после твердения этот ряд идет в обратном порядке.
С целью изучения поведения бетонов при нагревании, их обжигали при температурах, приближенным к условиям службы (1000°С), а также при температурах ниже 800°С и выше 1400°С. Методика испытания бетонов разработана автором и внедрена в УкрНИО (г. Харьков). Обжиг бетона проводили в восстановительной среде (в коксовой засыпке), приближая к условиям службы футеровки шахты доменной печи. Выдержка при заданных температурах составляла 24 часа, скорость подъема температуры была на уровне 50°С/час с выдержками при 200°С - 18 час, при 300°С - 12 час и 500°С - 12 час.
В процессе испытания бетонов установлено, что гидроалюминаты кальция разлагаются уже при 400°С. При повышении температуры до 1100°С происходит образование легкоплавких соединений анортита (СаО·А12Оз·2SiO2) за счет взаимодействия алюминатов кальция с примесями SiO2, находящегося преимущественно в стекловидном веществе и силикатах.
С увеличением температуры до 1100°С наблюдается повышение открытой пористости и снижение прочности и плотности за счет изменения структуры бетона, сопровождающегося раскрытием контактов связующей массы с зернами и появлением трещиновидных пор 10-12 мкм (рис. 5.2) [221]. При дальнейшем повышении температуры до 1400°С указанные свойства несколько улучшаются, происходит упрочнение и уплотнение бетона за счет спекания. Усадка бетона отсутствует. Основной причиной уплотнения бетона является перекристаллизация α-SiC в β- SiC, сопровождающаяся объемным ростом решетки.
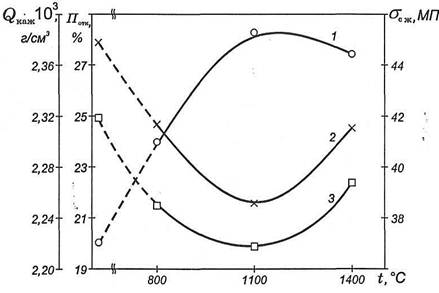
Рис. 5.2. Зависимость изменения открытой пористости Потк (1),
предела прочности при сжатии σсж (2) и кажущейся плотности
Qкаж (3) бетона от температуры обжига t в коксовой засыпке
Бетон, подвергнутый обжигу в восстановительной среде до 1100°С, характеризуется теплопроводностью при 300°С - 2,4 Вт/(м·К) и температурой начала размягчения под нагрузкой 0,2·106 Н/м2 - 1640°С. Термическое расширение бетона увеличивается от 0,06% при 500°С до 0,36% при 800°С, затем при повышении температуры до 1100°С оно несколько снижается до 0,24% за счет появления жидкой фазы в начале спекания.
Таким образом установлено, что разработанный бетон как до, так и после его термообработки вплоть до 1400°С сохраняет плотную структуру и достаточно высокую (39-45 МПа) прочность.
Для получения данных о свойствах бетона, необходимых для проектирования крупногабаритных модулей, выполнены исследования на предмет температурной зависимости прочности бетона при сжатии в условиях одно- и двуосного сжатия, изгиба, теплопроводности, термического расширения и теплоемкости.
Учитывая, что в ряде случаев для торкретирования шахт, а также заполнения холодильных плит использовался шамотный бетон на жидкостекольном вяжущем, термомеханические и теплофизические испытания для сопоставления свойств выполняли параллельно на двух составах бетона: первый (А) - разработанный автором, второй (Б) - представлен тем же заполнителем, что и первый, но в качестве связующего использовано жидкое стекло (19%) и отвердитель феррохромовый шлак (7%).
Изделия размером 230x114x65 мм формовали на вибростоле с частотой 2800 колебаний в минуту и амплитудой колебаний 1 мм. После сушки при 150°С бетоны А и Б имели прочность при сжатии соответственно 67,4 и 43,6 МПа, а пористость 19,6 и 19,9% соответственно. Затем изделия после 7-ми суточного твердения обжигали 72 ч. при 1200°С и подвергали испытаниям. Результаты исследований представлены в табл. 5.4.
Таблица 5.4
Прочность жаростойких бетонов состава А и Б
при их сжатии и изгибе (ТИ 07-87)
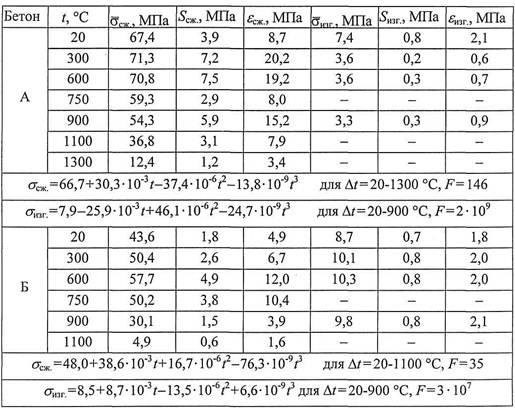
Все включенные в таблицу данные получены путем усреднения результатов измерений не менее чем на 5-ти образцах (идентичных) каждого бетона, а данные по двуосному сжатию - не менее чем на 10 образцах. В качестве статистических характеристик, кроме усредненных значений каждого показателя, приведены средние квадратичные отклонения Sи доверительные границы случайной погрешности измерений ɛ (при доверительной вероятности 0,95), рассчитанные в соответствии с требованиями ГОСТ 8.207-86 "Прямые измерения с многократными наблюдениями".
Температурные зависимости исследованных свойств аппроксимированы уравнениями типа у=ао + а1x+а2x2 + азx3, рассчитанными на ЭВМ. В таблице 5.4, кроме указанных уравнений, приведены температурные границы их применения Δt, а также в ряде случаев - значения критерия Фишера F, характеризующего адекватность уравнения данным эксперимента.
Из рис. 5.3 видно, что прочность при сжатии у бетонов состава А выше во всем диапазоне температур. Разрушения, имеющие пластический характер (деформацию), в бетоне состава А наступают при 1300°С, а состава Б - при 1100°С. Это свидетельствует о том, что для футеровки холодильных плит в нижней части доменных печей следует применять бетон состава А.
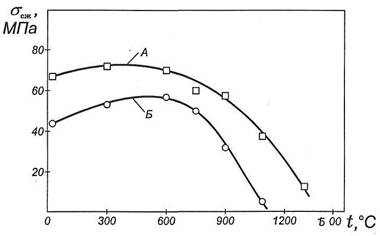
Рис. 5.3. Зависимость предела прочности при сжатии бетонов
на высокоглиноземистом цементе (А) и жидком стекле (Б) от
температуры испытания
Прочность бетонов при двуосном сжатии определяли на образцах в форме кубов размерами 30x30x30 мм при трех уровнях бокового нагружения, составляющих 0,1; 0,2 и 0,3 от разрушающей нагрузки. Испытывали 10 образцов каждого типа бетона при каждом уровне бокового сжатия.
Результаты исследований бетонов в условиях двуосного сжатия от уровня боковой нагрузки представлены на рис. 5.4.
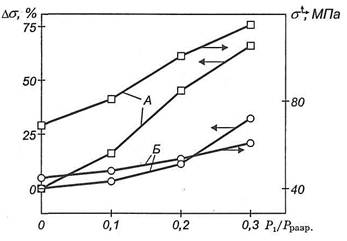
С увеличением боковой нагрузки прочность бетонов непрерывно возрастает и достигает 66% у бетонов состава А и 35% у бетонов состава Б при уровне сжатия 0,3. Увеличение прочности в условиях двуосного сжатия объясняется тем, что боковое усилие частично компенсирует тангенциальные напряжения, которые возникают в образце при осевом сжатии, и поэтому для разрушения его требуется приложить более высокие нагрузки. Опыт показал, что такие образцы разрушаются не по диагонали (конусу), как в условиях одноосного сжатия, а в направлении приложения основной нагрузки.
Температурные зависимости теплопроводности бетонов показаны на рис. 5.5.
Из приведенных данных следует, что теплопроводность бетонов А и Б с повышением температуры растет и отличается незначительно. Температурная зависимость теплопроводности бетонов описывается уравнениями третьего порядка. Для бетонов на высокоглиноземистом цементе (А):
![]()
Для бетонов на жидком стекле (Б):
![]()
Результаты исследований теплового расширения огнеупорных бетонов показаны в табл. 5.5. В интервале температур 20-1100°С величины теплового расширения бетонов на жидком стекле (бетоны Б) несколько выше, чем бетонов навысокоглиноземистом цементе (бетоны А) и составляет соответственно 6,8-10-6 и 5,3-Ю-6 К-1.
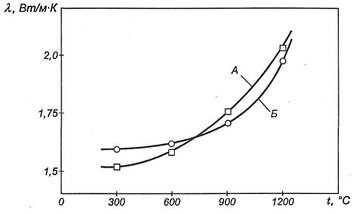
Рис. 5.5. Температурная зависимость теплопроводности огнеупорных бетонов на высокоглиноземистом цементе (А) и жидком стекле (Б)
Теплоемкость огнеупорных бетонов не зависит от характера их макроструктуры, пористости, плотности и определяется только химическим или фазовым составом. Увеличение теплоемкости с повышением температуры, как правило, незначительно, особенно выше 1000°С. Теплоемкость огнеупорных бетонов навысокоглиноземистом цементе составляет 1,25 кДж/(кг·К) при температуре 900°С, а для бетонов на жидком стекле - 1,27 кДж/(кг·К).
5.4.2. Исследование стойкости карбидкремнийсодержащих
бетонов в агрессивных средах
Отмечая положительное влияние добавок α-SiC на качество бетона, следует иметь в виду, что при высоких температурах (выше 1000°С) карбид кремния подвергается окислению кислородом, монооксидом (СО) и диоксидом (СО2) углерода, парами воды.
Окисление карбида кремния этими газами усиливается при совместном воздействии с ними щелочей (К2О или Nа2О).
Для выявления взаимодействия карбида кремния в составе огнеупоров с агрессивной средой, имеющего место в шахте доменной печи, автором выполнены эксперименты по воздействию на α-SiC монооксида углерода (СО) и совместно СО со щелочами (СО+К2О) и шлака (СО + шлак). Испытания проводили в среде СО при парциальном давлении кислорода Ро2=10-10-10-12 МПа [227].
В качестве исходного материала использовали порошок α-карбида кремния Запорожского абразивного завода фракции 0,2-0,6 мм, содержащий 87% α-SiC, 11% Al2O3+TiO2, до 0,5% Si и 0,25% Fe2O3. Навеску (100 г) порошка α-SiC помещали в газопроницаемый (с отверстиями) корундовый тигель, который в свою очередь помещали в большой тигель с засыпкой из нефтяного кокса фракции 3-5 мм.
Таблица 5.5
Термическое расширение карбидкремнийсодержащих бетонов
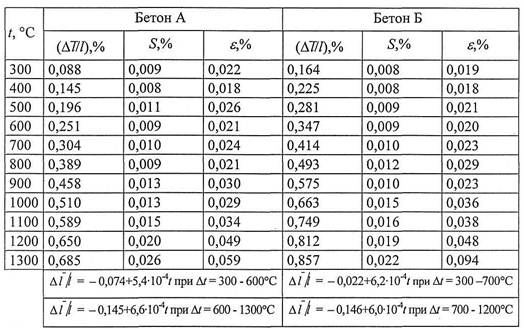
Аналогично этому во 2-й и 3-й тигель помещали смеси из 80% α-SiC и 20% щелочей (К2СО3), а также смесь из 80% α-SiC и 20% молотого доменного шлака, содержащего, %: СаО - 52; SiO2 - 24; FeO - 13; А12О3 - 8; , MgO - 2;и (K2O+Na2O) - 1. Тигли помещали в электропечь и нагревали до температур 1200, 1400и1500°С(4ч).
Из рис. 5.6а видно, что в среде СО количество SiC несколько снижается (на 2%), затем при повышении температуры увеличивается. По термодинамическим данным наиболее вероятны реакции окисления [235]:
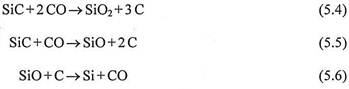
Продуктом реакции (5.4) является пленка из SiO2, покрывающая поверхность зерен SiC и тормозящая дальнейшее окисление. Однако продукты реакции могут реагировать и дальше, что свидетельствует о сложности процесса окисления SiC, зависящего в каждом конкретном случае от парциального давления паров СО2, Н2О, СО, О2, Н2 и SiO. При температуре 1200°С и выше более вероятны реакции 2 и 3 с образованием кремния и углерода. Поэтому на кривой 1 (см. рис. 5.6б) количество кремния увеличивается до 1,5%, а затем при 1400-1500°С снижается за счет расходования на образование (З-SiC (кубической формы) по реакции:
![]()
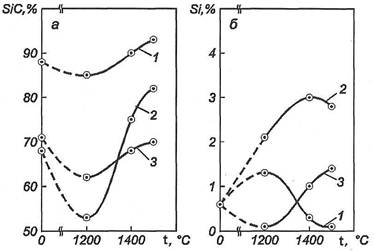
Рис. 5.6. Зависимость содержания SiC(а) и Si(б) в пробе карбидкремниевого
порошка от температуры обжига, газовой среды и добавок:
![]()
В итоге суммарное количество SiC (α-SiC+β-SiC) с увеличением температуры увеличивается по сравнению с исходным.
При воздействии щелочей разрушение α-SiC более интенсивное (см. рис. 5.6, кривая 2), особенно при температуре 1200°С, сопровождающееся и более усиленным образованием как кремния (до 3%), так и β-SiC с повышением температуры до 1400 и 1500°С. Суммарное количество SiC в продукте при 1500°С становится больше, чем в исходном, вследствие образования β-SiC.
При воздействии шлака на порошок α-SiC при 1200°С в среде СО количество SiC также снижается, а при 1500°С суммарное количество (α-SiC+β-SiC) увеличивается, оставаясь количественно несколько ниже, чем в исходной смеси.
Таким образом, карбид кремния (α-SiC), будучи в составе огнеупора, при температурах 1200°С и выше в восстановительной среде, в присутствии щелочей и шлака хотя и не является инертным, все же в процессе фазовых изменений и образования β-SiCколичественно уменьшается незначительно и его степеньразрушения будет зависеть от плотности огнеупора, ограничивающей контакт с агрессивной средой. Образующиеся дополнительно кубический β-SiC и углерод уплотняют и упрочняют огнеупорный бетон в результате отложения β-SiC и углерода в матрице огнеупора.
С целью изучения влияния добавки α-SiC на свойства огнеупорного бетона на вяжущем из высокоглиноземистого цемента (ВЦ) были изготовлены образцы методом вибролитья с добавкой α-SiC 25%, которые после 7-суточного твердения на воздухе, также как и в вышеописанном эксперименте, были термообрабо-таны на воздухе (образец 1), в среде СО (образец 2) и в среде СО с парами щелочей (образец 3). Для создания среды СО+щелочь засыпку готовили из 80% кокса и 20% щелочей (Na2O+K2O). После обжига при 1100°С образцы имели прочность: в атмосфере воздуха - 20-25 МПа; в среде СО - 27-30 МПа; в среде СО+щелочь - 9-12 МПа. Из этих данных видно, что наибольшее снижение прочности до 25% (при сравнении с прочностью сырца 40-50 МПа) наблюдается у образцов обжига в средах СО + щелочь и на воздухе, а наименьшее - до 50% в среде СО.
Специально выполненными исследованиями [227] путем петрографического и электронномикроскопического анализа образцов карбидкремнийсодержа-щего бетона установлено, что добавки α-SiC в рекомендуемых соотношениях способствует уплотнению и упрочнению бетона, повышая тем самым его теплопроводность до 2,5 Вт/(м·К) и более.
Оценку влияния факторов агрессивной печной среды на свойства карбид-кремнийсодержащего бетона проводили на образцах 40x40x40 мм. В качестве реагента при определении щелочеустойчивости использовали углекислый калий.
После испытания на щелочеустойчивость при 1100°С образцы исследовались по зонам проникновения щелочных оксидов: 1 - центральная (мало измененная), 2 - промежуточная, 3 - наиболее измененная (таблица 5.6.).
На поверхности бетона наблюдался белый налет, состоящий из гидрокарбонатов кальция и калия (таблица 5.7). В рабочей зоне появилось 10-15% криптокристаллического вещества, образовавшегося в результате разложения алюминатов кальция. За счет реакций (5.4)-(5.7) произошли соответствующие изменения массовой доли основных компонентов (корунда, муллита и карбида кремния) по толщине изделия. Содержащийся в бетоне карбид кремния на поверхности изделия подвергается незначительной коррозии за счет реакции (5.4). Образовавшаяся на поверхности карбида кремния пленка из SiO2 предохраняет его от дальнейшего разрушения.
Воздействие оксидов углерода на образцы бетона в течение 100 часов при температуре 500°С также не сопровождалось видимым разрушением образцов. В таблице 5.8 приведены данные о некоторых свойствах образцов до и после этих испытаний.
Исследования устойчивости карбидкремниевых бетонов к истиранию проводили на образцах диаметром 23-24 мм и высотой 35-40 мм при температуре750°С. Для сравнения испытывался: образец бетона, изготовленный из новосе-лицкого шамота ШКН-1 (60%), карбида кремния (25%) и глиноземистого цемента (15%), а также образец бетона на высокоглиноземистом цементе термообра-ботанный (после модельных испытаний).
Таблица 5.6
Химический состав карбидкремнийсодержащего бетона после
испытаний на щелочеустойчивость
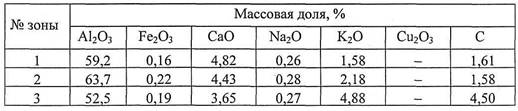
Таблица 5.7
Фазовый состав образцов бетона
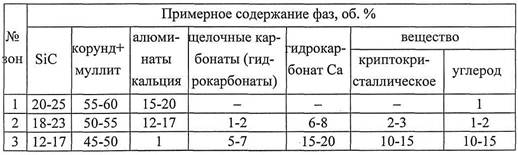
Таблица 5.8
Свойства карбидкремнийсодержащего бетона, подвергнутого
воздействию газа СО
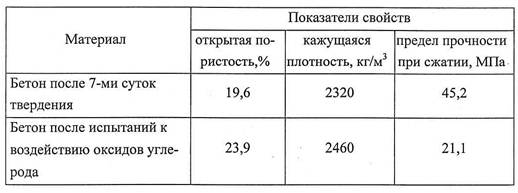
Из таблицы 5.9 следует, что бетон с заполнителем из высокоглиноземистого шамота имеет на порядок выше значения истираемости, чем бетон с заполнителем из каолинового рядового шамота.
Таблица 5.9
Истираемость бетона при температуре 750 °С
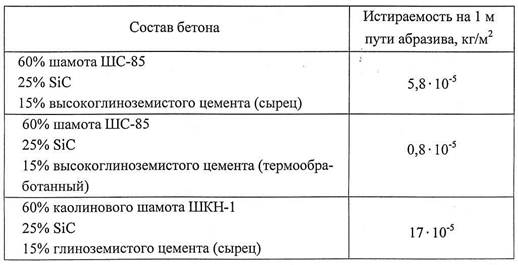
Таким образом, исследования показали, что разработанный состав карбид-кремнийсодержащего бетона обеспечивает устойчивость к воздействию щелочей, газа СО и истиранию, имеющих место в шахте доменной печи.
5.4.3. Стендовые испытания изделий из
карбидкремнийсодержащего бетона
Для оценки изменений свойств карбидкремнийсодержащего бетона в условиях одностороннего нагрева проведены его испытания в конструкции модели холодильной плиты [220]. Скорость нагрева холодильника составляла 40-50°С/час. Во время испытаний контролировали расход воды, измеряли температуру бетона в различных зонах и температуру охлаждающей воды на входе и выходе из холодильника. Выполнили 2 цикла испытаний в разных условиях одностороннего нагрева до заданной температуры с изотермической выдержкой и охлаждением до 20°С. При этом перепад температуры воды колебался от 12 до 51°С, что превышает перепады температур воды в реальных условиях охлажде-ния (табд. 5.10).
Первый цикл обжига проводился при температуре 930°С при воздействии на бетон оксидов углерода и щелочей. С этой целью внутри периодической печи из шамотного кирпича выкладывали муфель (рис. 5.7), одной из стенок которого служила рабочая поверхность бетона. Пространство муфеля заполняли смесью нефтяного кокса и углекислого калия в соотношении (масс.) 1:1. После испытаний проводили визуальный осмотр поверхности бетона: поверхность не имела трещин и разрушений. Для химического и петрографического анализа с поверхности модели холодильника отбирали пробу бетона.
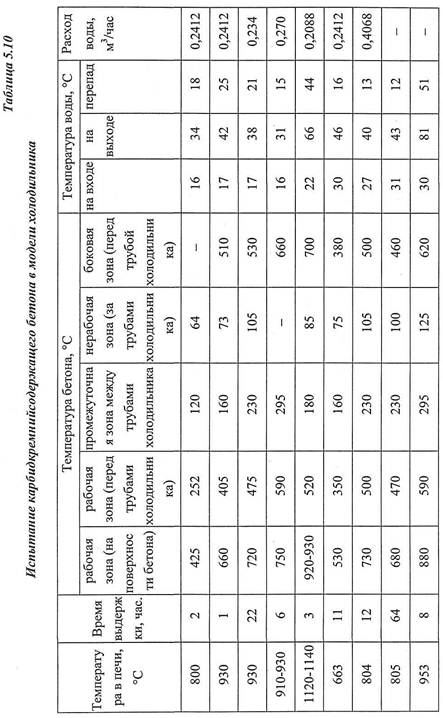
Химический анализ бетона, %: 61,4 - А12О3; 24,8 - SiC; 3,25 - СаО; 3,93 - SiO2, 0,59 - MgO; 0,18 - Na2O; 0,05 -К2О;0,55-С.
Петрографические исследования показали, что бетон структурно практически не изменился. Фазовый состав бетона, %: муллит - 50-55; карбид кремния -20-25; диалюминат кальция (2А12О3·СаО) - 10-15; криптокристаллическое вещество + стекловидное вещество - 10-15; углерод - 1-2.
После испытаний бетон был извлечен из модели холодильной плиты (рис.5.8) и исследован по зонам. Контакт бетона с трубами после испытаний плотный (сцементирован с металлом), что указывает на отсутствие усадки. Схема отбора проб по зонам указана на рис. 5.9. Свойства образцов после испытаний приведены в табл. 5.11.
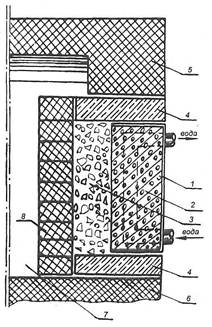
Рис. 5.7. Схема установки холодильной плиты для испытаний в условиях одностороннего нагрева:
1 - корпус печи;
2 - огнеупорный бетон;
3 - засыпка из нефтяного кокса с оксидами щелочей;
4 - шамотный легковес ШЛ-1,0;
5 - стена печи;
6 - подина печи;
7 - топочное пространство печи;
8 - защитная огнеупорная стенка муфеля.

Рис. 5.8. Бетон после испытаний в модели холодильной плиты
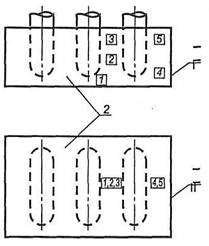
Рис. 5.9. Схема отбора проб бетона после испытаний в модели
холодильной плиты:
I - металлический корпус модели холодильной плиты;
II - испытуемый огнеупорный бетон; 1, 2, 3, 4, 5 (в контуре) - номера проб.
Таблица 5.11
Свойства образцов бетона, отобранных из разных зон
модели холодильной плиты
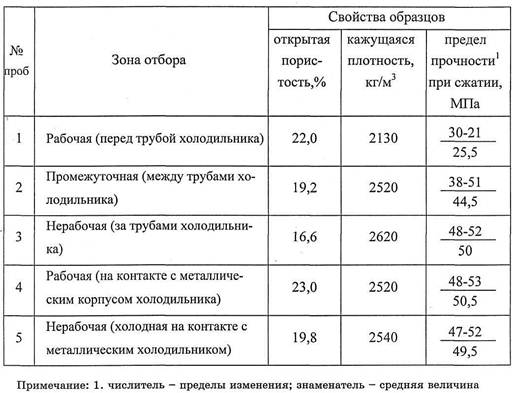
Петрографическими исследованиями определяли фазовый состав нерабочей (холодной) зоны и рабочей (промежуточной) зоны. Состав практически не изменился и составлял, %: муллит - 50 - 55; карбид кремния - 20 -25; диалюминат кальция - 10 - 15: криптокристаллическое вещество -10-15.
В рабочей зоне (перед трубами холодильника) несколько снизилось количество карбида кремния (до 15-20%).
Автор считает, что модельные испытания бетона в холодильной плите подтвердили ранее полученный вывод о том, что карбидкремнийсодержащий бетон при одностороннем нагреве сохраняет достаточную прочность (21-30 МПа), не разрушается, сохраняя плотную структуру.
Таким образом, на основании результатов выполненных исследований намирекомендован для практического использования в конструкции крупногабаритных охлаждаемых модулей карбидкремнийсодержащий бетон состава:
- заполнитель шамотный (ШС - 85) - 60
- карбид кремния (α - SiC) - 25
- высокоглиноземистый цемент - 15
- вода (сверх 100%) -7-8
со следующими свойствами:
- предел прочности при сжатии (t = 20°С), МПа - 45
- средняя плотность, кг/м3 - 2320
- открытая пористость, % - 19
- теплопроводность (при 300°С), Вт/м-К - 2,4
- температура начала размягчения под
нагрузкой 0,2 МПа, °С -1540
- огнеупорность, °С -1850
- линейная усадка, % - 0,3
Инструкция ТИ 07-87 «Бетонирование охлаждаемого кожуха шахт доменных печей», предусматривающая изготовление бетона и технологию бетонирования модулей утверждена техническим управлением Минчермета СССР.
5.5. Промышленные испытания разработанных составов бетонов в
конструкции крупногабаритных модулей шахт доменных печей
Впервые в конструкции крупногабаритных модулей шахты карбидкремнийсодержащий бетон был применен во время капитального ремонта I разряда доменной печи № 2 (Уп= ЮЗЗ м3) Мариупольского меткомбината им. Ильича.
В качестве сырья для изготовления карбидкремнийсодержащего бетона использовали муллитокорундовый шамот марки МКШ фракции 3-0 мм, карбид кремния черный фракции № 63, высокоглиноземистый цемент марки ВЦ-75 в соотношении 60; 25 и 15% масс, соответственно. Влажность массы составляла 6-7%. Подготовку бетона осуществляли в бетономешалке в следующей последовательности: порошок шамотного заполнителя перемешивали в бетономешалке в сухом виде в течение 4-5 минут (до однородного состава), затем увлажняли водой (15-20% от всего количества воды) и снова перемешивали 5-7 минут до однородной влажной массы. К увлажненному шамоту добавляли карбид кремния с последующим смешением в течение 5-7 минут. В увлажненную массу вносили высокоглиноземистый цемент, после чего масса перемешивалась еще 5-6 минут, затем добавлялось остальное количество (80-85%) воды и вся масса перемешивалась в течение 5-7 минут до слабо подвижного состояния. Водоцементное отношение составляло 0,6-0,7. Приготовленная бетонная масса использовалась в течение 5-10 минут для заполнения межтрубного пространства крупногабаритных модулей.
В период капитального ремонта (октябрь 1985 г.) в шахте доменной печи №2 было установлено 146 чугунных холодильников, подключенных к системе водяного охлаждения, и вместо 30 холодильников - два крупногабаритных модуля.
После завершения работ по монтажу металлоконструкций модуля, укладке термоизоляции и термокомпенсации его межтрубное пространство заполнялось жароупорным бетоном подготовленного состава.
При заполнении бетоном межтрубного пространства модуль находился в горизонтальном положении. Уплотнение бетона осуществляли глубинными и площадочными вибраторами. После бетонирования модуль выдерживался в течение 7 суток на воздухе при температуре 19-20°С. Во время выдержки бетон модуля периодически увлажняли водой.
Первые пять месяцев работы печи с модулями в шахте показали, что температура бетона на расстоянии 130 мм от кожуха модуля не превышала 100°С(рис. 5.10). Ее повышение до 150-300°С на шестом-седьмом месяцах работы печи вызвано технологическими причинами (чрезмерный периферийный ход).
Тепловые нагрузки на охлаждаемый модуль на уровне 3 и 4 поясов составляли 11,5 и 12,7 кВт/м2 (при температуре бетона 125-145°С). При данных температурах тепловые нагрузки на чугунные холодильники составляют 9,6 и 12,9 кВт/м2. Таким образом, экспериментально было подтверждено, что охлаждаемый модуль, заполненный огнеупорным карбидкремниевым бетоном, обеспечивает нормальную работу доменной печи.
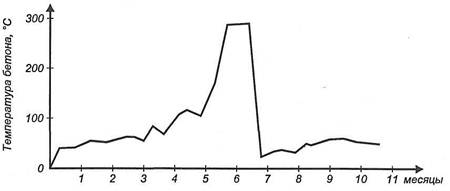
Рис. 5.10. Фактические данные по замерам температуры бетона в
процессе службы в доменной печи № 2 Мариупольского меткомбината
им. Ильича
Положительный опыт испытания карбидкремнийсодержащего огнеупорного бетона на доменных печах явился основанием для его применения в конструкции крупногабаритных модулей всей охлаждаемой части шахты доменной печи № 11 (Vп=1386 м3) Днепровского металлургического комбината [236]. Во время капитального ремонта второго разряда (ноябрь 1988 г.) шахта печи с отметки 15861 мм до отм. 26410 мм была выполнена из восьми крупногабаритных охлаждаемых модулей, межтрубное пространство которых (труба 070 мм, 5=16 мм) заполнено бетоном состава, разработанного автором:
- заполнитель (60%) - шамот марки ШС-85 по ТУ 14-8-58-72;
- заполнитель (25%) - карбид-кремний черный по ГОСТ 3647-80;
- глиноземистый цемент (15%)-М 500 по ГОСТ 969-77.
Толщина бетона модулей составляла 470 мм, огнеупорная кладка в охлаждаемой части шахты не применялась.
Для контроля за изменением температуры бетона в шахте были установлены термопары (рис. 5.11). Часть из них заглублена в бетон на ~380 мм, другие -на ~ 210 мм (уровень осей труб охлаждения).
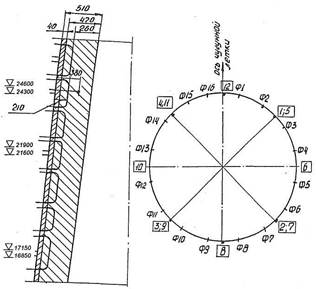
Рис. 5.11. Схема размещения термопар в крупногабаритных модулях шахты ДП № 11 Днепровского меткомбината
Ф1-Ф16 - номера фурм;
термопары 1-4 - на отм. 17150, 21900 и 24600мм;
термопары 5-12 - на отм. 16850, 21600 и 24300 мм.
Одновременно с замерами температуры бетона определяли тепловые нагрузки калориметрическим методом, а также параллельно проводили замеры температуры и напряжений в кожухе.
Как свидетельствуют данные замеров, между трубами охлаждения (210 мм от кожуха) уровень температур невелик на всех исследуемых горизонтах. Так, на горизонте труб первого ряда (отм. 16850-17150 мм) температура бетона колебалась в пределах 30-70°С. На уровне середины модулей (отм. 21600-21900 мм) -30-170°С, а верха модулей (отм. 24300-24600 мм) - от 150 до 350°С. Термопары, заглубленные в бетон на 380 мм, на всех горизонтах показывали температуру, близкую к температуре рабочего пространства доменной печи в этих зонах.
Характерно, что температура кожуха при этом на всех горизонтах не превышала 80°С (рис. 5.12).
На рис. 5.13 представлено изменение плотности тепловых потоков на поверхности шахты, где наблюдались более высокие (170-300°С) температуры бетона. Видно, что максимальные значения этого показателя не превышают 126*10 кДж/(м2*час), что соответствует обычным условиям работы печи [36, с.43].
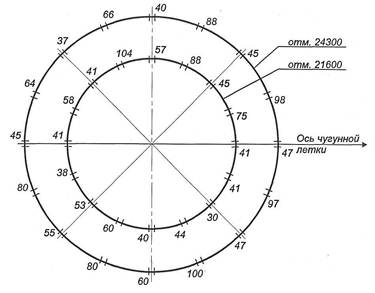
Рис. 5.12. Результаты замеров температуры кожуха ДП№ 11 в период
исследований
Совместный анализ данных о температуре кожуха, бетона и тепловых нагрузок позволил получить картину изменения толщины бетона по ходу эксплуатации печи. На первом этапе после задувки происходит прогрев бетона перед трубами охлаждения модуля до температуры рабочего пространства печи. В результате воздействия этих температур, механического и химического влияния печной среды, происходит разгар бетона (рис. 5.14). Разгар бетона увеличивается во времени до достижения теплового равновесия между интенсивностью охлаждения и тепловым потоком со стороны рабочего пространства доменной печи.
Если при обычной конструкции шахты (кожух - чугунный холодильник - футеровка) разгар кладки и образование рабочего профиля печи длится до одного года [10, 22, 34], то в условиях применения тонкостенных крупногабаритных модулей разгар бетона наступает значительно раньше с образованием на поверхности труб охлаждения гарнисажного слоя. При разработанной конструкции шахты печь более быстро приобретает рабочий профиль.
Именно образованием гарнисажа на поверхности труб после износа бетона можно объяснить наблюдаемый характер распределения температур между трубами по высоте модуля. Так, на нижних горизонтах создаются более благоприятные условия для образования гарнисажа, чем на верхних. Поэтому защитный гарнисажный слой здесь достигает 0,8-1 м, что и определяет более низкий уровень температур.
Следовательно, можно утверждать, что бетонное покрытие труб охлаждения модулей выполняет защитные функции лишь в период загрузки и задувки печи. В дальнейшем бетон разрушается до труб охлаждения. Защитные функциивпоследствии выполняет гарнисажный слой. Это мнение подтверждено опытом работы ДП № 11 Днепровского меткомбината на протяжении более 11 лет (с ноября 1988 г. по настоящее время).
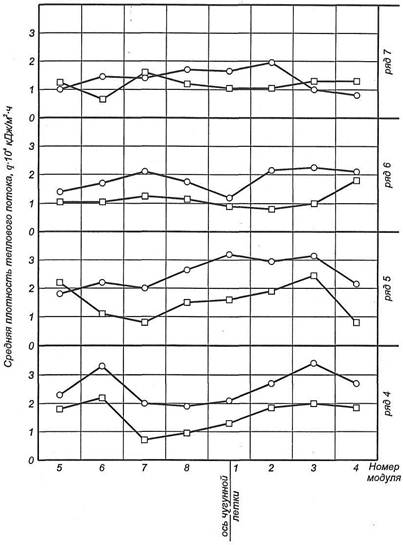
Рис. 5.13. Изменение плотности теплового потока на поверхность шахты ДП№ 11 через 3 (○) и 6 (□) месяцев после задувки
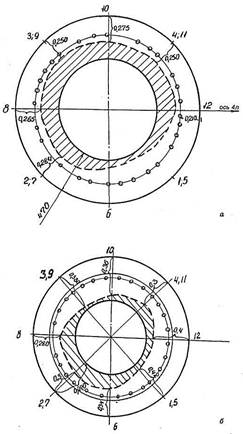
Рис. 5.14. Остаточная толщина бетона модулей через 2 месяца работы печи после задувки:
а — отметка 21600; б — отметка 24300.
Визуальная оценка состояния рабочего пространства шахты после 7-8 лет эксплуатации (на остановках уровень шихты понижали до уровня фурменной зоны) свидетельствует о равномерном слое гарнисажа по всей поверхности шахты. Оголенных участков труб охлаждения обнаружено не было. Все это доказывает надежность новой конструкции шахты печи.
Этот вывод подтверждается опытом работы других доменных печей (Мариупольского меткомбината [237, 238], "Азовсталь", Константиновского метза-вода [239] и др.), шахты которых изготовлены из крупногабаритных охлаждаемых модулей.
Учитывая большую роль гарнисажа по защите стенок шахты от воздействия печной среды, автор считает необходимым исследование закономерностей образования гарнисажа в условиях применения в шахтах доменных печей крупногабаритных охлаждаемых модулей.
5.6. Выводы
1. Исследованы свойства и фазовый состав шамотного бетона со связующим из глиноземистого; цемента и жидкого стекла после службы в крупногабаритных модулях шахт доменных печей. Установлено, что такой бетон в рабочейзоне под воздействием температуры, восстановительной среды и истирания шихтой дает усадку, имеет низкую теплопроводность и недостаточную стойкость. Показано, что для повышения стойкости необходимо применять бетон сболее высокими прочностью, теплопроводностью и объемопостоянством.
2. Разработан состав карбидкремнийсодержащего бетона на основе высокоглиноземистого шамота и высокоглиноземистого цемента, характеризующегося объемопостоянством, высокой прочностью (до 45 МПа) и повышенной теплопроводностью (2,4 Вт/(м·К)).
3. Выполнен комплекс исследований механических и теплофизическихсвойств карбидкремнийсодержащего бетона, его устойчивости к абразивному воздействию шихты при высоких температурах, воздействию газовой среды, щелочей и шлака. Показано, что бетон разработанного состава отвечает требованиям к огнеупорам, работающим в условиях шахт доменных печей.
4. Проведены модельные и промышленные испытания бетона разработанного состава в конструкциях крупногабаритных охлаждаемых модулей шахтдоменных печей ряда металлургических предприятий, результаты которых подтвердили высокие эксплуатационные свойства карбидкремнийсодержащего бетона и позволяют рекомендовать его применение в новых конструкциях шахт.
5. Установлен характер износа бетона перед трубами охлаждения крупногабаритных модулей в процессе эксплуатации и отмечено, что важную роль в обеспечении стойкости шахты новой конструкции играет гарнисажное покрытие.
РАЗДЕЛ 6
ИССЛЕДОВАНИЕ ПРОЦЕССА ОБРАЗОВАНИЯ ГАРНИСАЖА
НА РАБОЧЕЙ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ ОХЛАЖДАЕМЫХ МОДУЛЕЙ ШАХТ ДОМЕННЫХ ПЕЧЕЙ
Явление гарнисажеобразования на охлаждаемых стенках металлургических агрегатов хорошо известно технологам и исследователям в области металлургических процессов. Оно желательно, когда гарнисаж, образуясь на кирпичной кладке, закрывает ее поры и швы, снижая при этом проницаемость огнеупора для газов, расплавов и препятствуя его химическому взаимодействию с продуктами печной среды. Гарнисаж уменьшает эрозию (размывание) кладки, снижает потери тепла через стенки шахтных печей, препятствует привариванию губки (крицы) к металлическим стенкам реактора в процессах металлотермического восстановления. Образование гарнисажа вредно, когда требуется интенсивный отвод тепла через стенку аппарата или когда нежелательно уменьшение полезной емкости агрегата (ванны отражательной печи, конвертера, изложницы и т.д.) [240].
В литературе освещен и накоплен обширный материал по изучению механизма и особенностей образования гарнисажа в различных металлургических аппаратах. Значительная часть этих исследований относится к доменным печам [240-257].
На рабочей поверхности стенок доменной печи гарнисаж образуется в результате застывания размягченных и расплавленных частиц шихтовых материалов. Скорость этого процесса зависит от многих факторов, главными из которых являются интенсивность охлаждения и перепад температур [247], физико-химические и теплофизические свойства кусковых материалов и образующихся из них расплавов [246, 248, 249, 251, 253, 255], наличие в печной среде щелочей[244, 245, 254, 256, 257], пылевидных фракций (< 1 мм), особенно углеродсо-держащих частиц [255], распределение газа по сечению [255, 257] и др.
Защищая огнеупорную кладку и холодильники от теплового воздействия, уменьшая потери тепла через стенку, гарнисаж может оказывать непосредственное влияние на показатели доменного процесса. Так, обрыв (сход) даже части настыля со стенок печи сопровождается изменением теплового состояния горна, горением воздушных и шлаковых фурм. В результате уменьшается выплавка чугуна, ухудшается его качество и повышается расход кокса [248]. В то же время кладка печи, лишенная гарнисажа, подвергается резкому тепловому удару и механическому воздействию опускающейся шихты, что в итоге приводит к её быстрому разрушению.
Следовательно, необходимо не только обеспечить условия образования гарнисажа на рабочей поверхности стен доменной печи, но 'и надежно удерживать его на стенах в процессе эксплуатации в оптимальных размерах, не допуская лавинного оползания.
Известны технологические приемы, направленные на увеличение слоя гарнисажа путем перераспределения по окружности и сечению дутья и шихты [247, 252, 258, 259]. В работах [260, 261] также доказывается принципиальная возможность управления процессом возникновения и роста гарнисажа. Ранее в работах [251, 262] и автором [89, 237] показано, что толщина гарнисажного слоя в шахте печи в зависимости от условий может изменяться в широких пределах (от 50 до 500 мм). Контроль толщины слоя гарнисажа можно осуществлять по показаниям термопар [248, 263, 264] и косвенно по содержанию щелочей в шлаке на выпуске [248, 252, 255].

Рис. 6.1. Рабочая поверхность стенки шахты доменной
печи со слоем гарнисажа
Управление процессом гарнисажеобразования имеет еще более важное значение в случае применения в шахтах доменных печей тонкостенных конструкций крупногабаритных охлаждаемых модулей. Как уже было отмечено (см. раздел 5), незначительной толщины (до 100 мм) слой бетона над трубами охлаждения выполняет защитные функции лишь в начальный период работы печи. При этом обеспечивается:
- защита труб охлаждения от механических повреждений при загрузке холод
ной шихты в печь перед задувкой;
- защита от возможных перепадов температур в пусковой период (связанных с
нарушением хода печи).
В дальнейшем защитный слой бетона разрушается, а на его месте формируется слой гарнисажа [89]. Рабочая поверхность стенки шахты приобретает вид гофрированной поверхности, образуемой охлаждаемыми трубами. Трубы и промежутки между ними покрыты слоем гарнисажа (рис. 6.1), толщина которого зависит от многих факторов. Одним из них является расстояние между трубами охлаждения в конструкции модуля, что определяет условия теплообмена и, следовательно, условия образования гарнисажа на стенке модуля.
6.1. Распределение температурных полей в стенке
крупногабаритного охлаждаемого модуля
Стенка шахты доменной печи рассматривается как многослойная оболочка, на внутренней поверхности которой образуется гарнисаж с изотропными по объему свойствами. При моделировании этого процесса не принималась во внимание конусность стенки шахты, так как угол отклонения образующей конуса от вертикали составляет ≈5°.
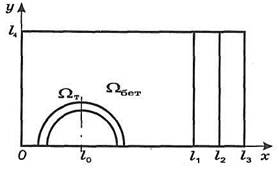
Рис. 6.2. Расчетная область трансляционного элемента
крупногабаритного охлаждаемого модуля
Для рассматриваемой конструкции охлаждаемых элементов и узлов модуля шахты доменной печи процесс теплообмена можно считать двумерным по пространству и не учитывать кривизну расчетного участка. Тогда температура в горизонтальном сечении рабочего пространства печи и стенки модуля зависит только от декартовых координат х, у и времени τ (рис. 6.2). В такой постановке не учитывались вертикальные тепловые потоки, которые, как известно [265], раз в 40 меньше радиальных. Пусть функция Т(х, у, τ) описывает распределение температур в стенке шахты доменной печи. Для определения этой функции необходимо рассмотреть процесс теплопереноса в системе: огнеупорный бетон (х,у ![]() Ωб) С включением охлаждающих труб (х,у
Ωб) С включением охлаждающих труб (х,у ![]() Ωт), компенсационный слой (х,у
Ωт), компенсационный слой (х,у ![]() Ωк.с.) - кожух доменной печи (х,у
Ωк.с.) - кожух доменной печи (х,у ![]() Ωк). В общем случае распространение теплоты в такой системе описывается сопряженными уравнениями баланса энергии в охлаждающей жидкости, уравнениями теплопроводности в огнеупорномбетоне, стенке охлаждающей трубы, компенсационном слое и кожухе шахты доменной печи.
Ωк). В общем случае распространение теплоты в такой системе описывается сопряженными уравнениями баланса энергии в охлаждающей жидкости, уравнениями теплопроводности в огнеупорномбетоне, стенке охлаждающей трубы, компенсационном слое и кожухе шахты доменной печи.
Уравнение теплопроводности в многослойной стенке шахты доменной печи (металлический кожух, теплоизолирующий слой асбеста, слой огнеупорного бетона), с выделением в явном виде элементов внутреннего охлаждения (труб), запишется в обобщенном виде:
![]()
где ρ = ρ(Т,х,у), с = с(Т,х,у), Я = Я(Т,х,у) - теплофизические свойства материалов стенки (плотность, теплоемкость и теплопроводность) изменяются в исследуемом поперечном сечении шахты доменной печи и равны: при х,у ![]() Ω - ρ, с, λ соответственно; при х,у
Ω - ρ, с, λ соответственно; при х,у ![]() Ωк.с. - ρк.с., ск.с., λк.с. соответственно; при х,у
Ωк.с. - ρк.с., ск.с., λк.с. соответственно; при х,у ![]() Ωт – ρт, ст, λт соответственно; при х,у
Ωт – ρт, ст, λт соответственно; при х,у ![]() Ωб - ρб, cб, λб соответственно.
Ωб - ρб, cб, λб соответственно.
Известно, что материал кожуха может иметь теплопроводность 40-46 Вт/м·К, которая описывается зависимостью:
![]()
а соответствующая формула для теплоемкости (Дж/кг·К) имеет вид:
![]()
Огнеупорный бетон имеет теплопроводность в пределах 0,128-3,0 Вт/(м·К), теплоемкость порядка 837 Дж/(кг·К), плотность ≈500 кг/м3. Асбестовая изоляция имеет теплопроводность в пределах 0,113-1,2 Вт/(м·К), теплоемкость порядка 816 Дж/(кг·К), плотность ≈384 кг/м3. Для расчета теплофизических свойств стальных труб использовали те же зависимости, что и для кожуха.
Запишем граничные условия для уравнения (6.1). На внешней поверхности шахты доменной печи осуществляется конвективный теплообмен со средой, имеющей температуруТо- температура воздуха в доменном цехе (в расчетах принимали 20°С), поэтому граничное условие имеет вид:
![]()
где αв — коэффициент теплоотдачи, зависящий от большого количества факторов: режима обтекания внешней поверхности шахты доменной печи, физических характеристик кожуха и его размеров и др. По результатам наблюдений на работающих печах передача теплоты воздуху естественной конвекцией характеризуется коэффициентами теплоотдачи 2-9 Вт/(м·К), а вследствие лучистого потока энергии эффективные коэффициенты теплоотдачи могут достигать 8-20Вт/(м2·К)[90]
На внутренней поверхности кожуха шахты доменной печи выполняются условия идеального теплового контакта,
![]()
с теплоизолирующим слоем асбеста, который далее имеет идеальный тепловой контакт,
![]()
со слоем огнеупорного бетона, на внутренней поверхности которого имеет лучисто-конвективный теплообмен с рабочим пространством печи:
![]()
где ![]() - эффективный коэффициент теплоотдачи излучением между поверхностью бетона и шихтой, печными газами (Тш -температура шихты);
- эффективный коэффициент теплоотдачи излучением между поверхностью бетона и шихтой, печными газами (Тш -температура шихты);
![]() - приведенная интегральная степень черноты;
- приведенная интегральная степень черноты;
![]() - постоянная Стефана-Больцмана. По опытным данным работы [66] эффективный коэффициент теплоотдачи можно принять равным 116 Вт/(м2·К).
- постоянная Стефана-Больцмана. По опытным данным работы [66] эффективный коэффициент теплоотдачи можно принять равным 116 Вт/(м2·К).
На внутренней поверхности водоохлаждаемой трубы выполняются условия конвективного теплообмена:
![]()
где п - нормаль к поверхности раздела труба-охладитель S1;
αк - коэффициент теплоотдачи от внутренней поверхности трубы к охладителю;
Тохл - температура охладителя.
Коэффициент теплоотдачи от стенок трубы с внутренним диаметром 45 мм к охлаждающей воде определен для скорости воды в трубах от 0,5 до 1,5 м/с при средней температуре жидкости в трубе равной 50°С, число Рейнольдса при этом изменяется в пределах от 45000 до 135000, что отвечает турбулентному режиму течения и теплообмена. Для расчета коэффициента теплоотдачи использовали формулу [266]:
![]()
Согласно расчета, коэффициент теплоотдачи изменяется в диапазоне от 3300до6600Вт/м2·К.
Температуру охладителя в трубе принимали равной 50°С при водяном охлаждении и 100°С при испарительном.
На внешней поверхности водоохлаждаемой трубы S2 выполняются условия идеального теплового контакта с огнеупорным бетоном:
![]()
На боковых поверхностях расчетного участка при у = 0 и у = l4 задаются условия симметрии температурного поля:
![]()
Итак, получена система взаимосвязанных уравнений, состоящая из квазилинейных уравнений параболического типа (6.1) с граничными и начальными условиями (6.4)-(6.8), (6.10) и (6.11). Очевидно, что ввиду нелинейности уравнений и граничных условий аналитическое решение задачи в общем случае получить невозможно. Наиболее целесообразен, поэтому, конечно-разностный метод решения поставленной задачи [267].
Введем в рассмотрение неравномерную координатную сетку, узлы которой сдвинуты на полшага за границы области для повышения порядка аппроксимации граничных условий. Дискретные промежутки с шагом η будем рассматривать и во времени.
Для построения разностной схемы воспользуемся локально-одномерным методом [267] для разделения пространственных переменных и интегро-интерполяционным методом по каждой из переменных. Тогда конечно-разностный аналог уравнения (6.1) на шеститочечном шаблоне (неявная схема) в каждом пространственном направлении (k - 1 - вдоль координаты х, k = 2 - вдоль координаты y) сводится к следующим уравнениям для определения (S+ 1) - итерации температурных сеточных функций на (l + 1) - временном слое:
![]()
где ![]() ;
;
Mk - количество узлов разбиения расчетной области по k-ой координате;
Jит - максимальное число итераций (заданное целое число).
Итерации прекращаются, когда относительная разность между двумя последовательными приближениями станет меньше некоторого наперед заданного числа:
![]()
С использованием полученных формул составлен алгоритм решения поставленной задачи, который реализован в виде программы для IBM PC AT на языке Фортран для расчета температур по поперечному сечению стенки шахты доменной печи. Расчеты проводили для водяного и испарительного охлаждения. Рассматривалось два сечения шахты: середина R0 = 4,483 м и низ R0 = 5,282 м с температурами рабочего пространства 1200 и 1400°С, соответственно (рис. 6.3).
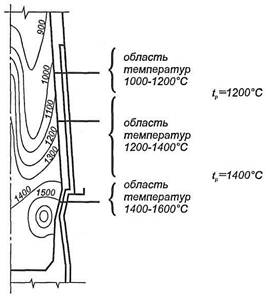
Рис. 6.3. Распределение температур в рабочем пространстве доменной печи
tp — температура, для которой выполнен расчет
Результаты расчета представлены графиками изотерм в трансляционных элементах охлаждаемого модуля. По ряду характерных расчетных вариантов построены температурные поля в поперечных сечениях модуля (бетон, слой термоизоляции, кожух печи).
На рис. 6.4 представлены результаты расчетов температуры в нижнем сечении шахты при водяном охлаждении (с диаметром труб охлаждения 76 мм), а на рис. 6.5 - при испарительном охлаждении (с диаметром труб охлаждения 95 мм) для различных расстояний между трубами.
Аналогичные расчеты выполнены и для средней части охлаждаемой зоны шахты доменной печи: на рис. 6.6 - при водяном охлаждении (трубы ø76 мм), а на рис. 6.7 - для испарительного охлаждения (трубы 095 мм).
На рис. 6.8 представлены результаты расчета плотности теплового потока (кВт/м2) через поверхность труб охлаждения крупногабаритных модулей в случае применения испарительного охлаждения и расстояния между трубами 250 мм. Для сравнения на рис. 6.9 приведены данные по среднему сечению шахты, но для расстояния между трубами 400 мм.
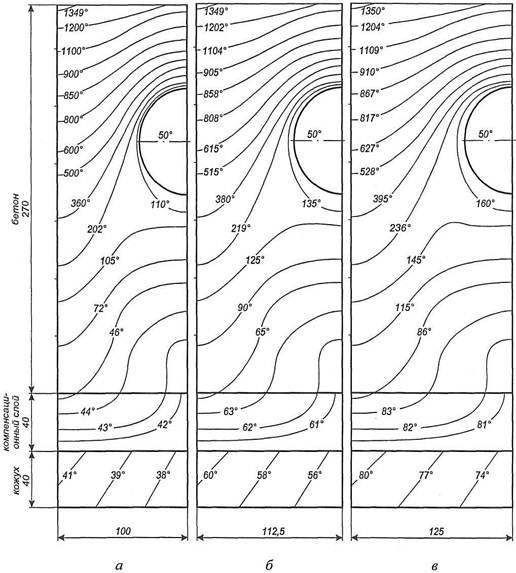
Рис. 6.4. Распределение температур в трансляционном элементе крупногабаритного охлаждаемого модуля в нижнем сечении шахты при водяном охлаждении:
а, б, в - расстояние между трубами 200; 225 и 250 мм соответственно.
Температура (°C): рабочего пространства печи - 1400;
теплоносителя - 50; воздуха в цехе - 20.
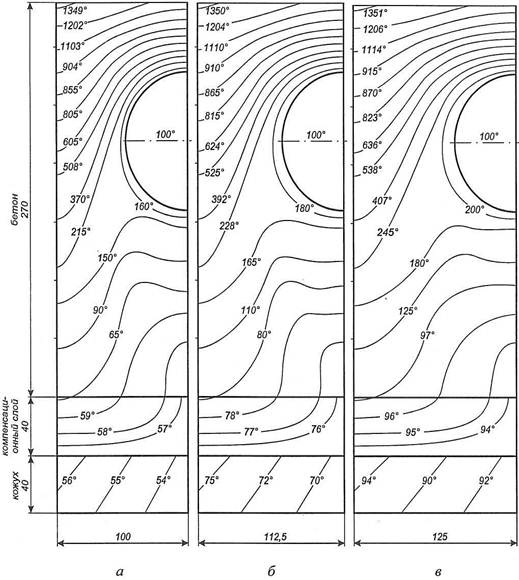
Рис. 6.5. Распределение температур в трансляционном элементе крупногабаритного охлаждаемого модуля в нижнем сечении шахты при испарительном охлаждении:
а, б, в —расстояние между трубами 200; 225 и 250 мм соответственно.
Температура (°С): рабочего пространства печи — 1400;
теплоносителя - 100; воздуха в цехе - 20.
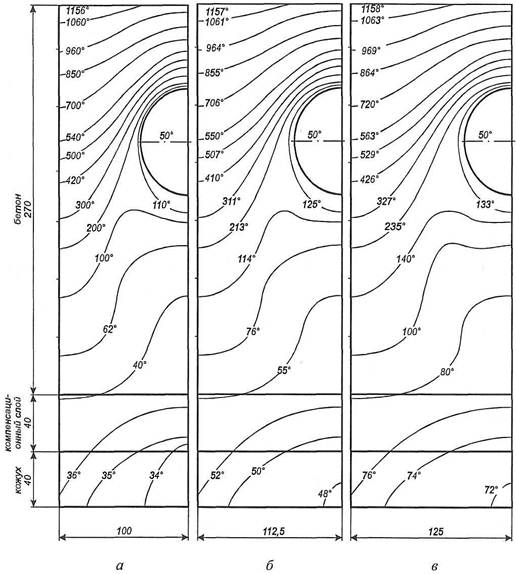
Рис. 6.6. Распределение температур в трансляционном элементе крупногабаритного охлаждаемого модуля в его средней части при
водяном охлаждении:
а, б, в -расстояние между трубами 200; 225 и 250 мм соответственно.
Температура (°С): рабочего пространства печи - 1200;
теплоносителя - 50; воздуха в цехе - 20.
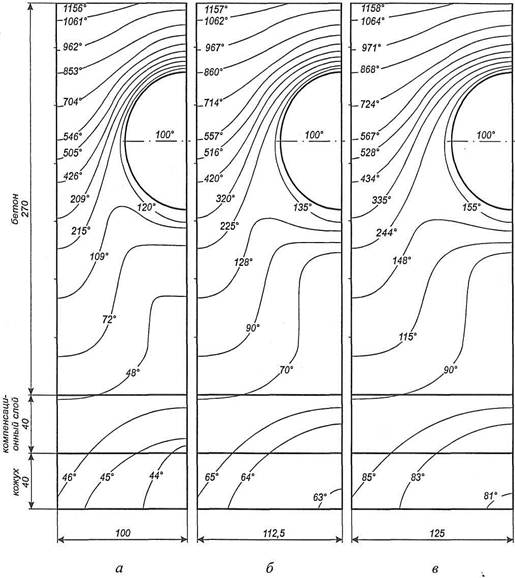
Рис. 6.7. Распределение температур в трансляционном элементе
крупногабаритного охлаждаемого модуля в его средней части при
испарительном охлаждении:
а, б, в -расстояние между трубами 200; 225 и 250 мм соответственно.
Температура (°С): рабочего пространства печи - 1200;
теплоносителя — 100; воздуха в цехе — 20.
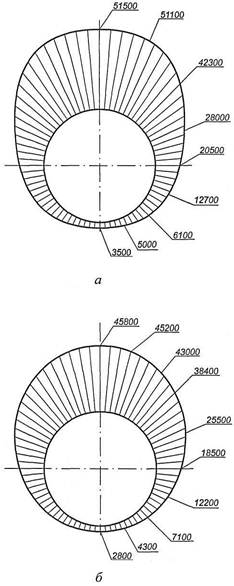
Рис. 6.8. Распределение плотности теплового потока (кВт/м2)
через поверхность труб охлаждения крупногабаритных модулей:
а — средняя часть модуля (температура рабочего пространства 1200 °С);
б- нижняя часть модуля (1400 °С)
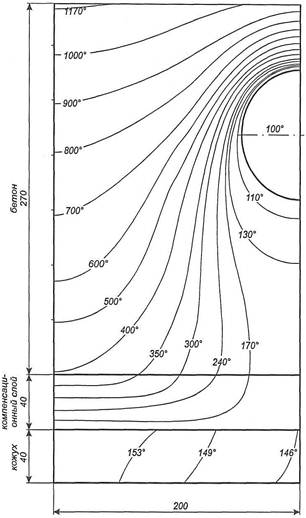
Рис. 6.9. Распределение температур в стенке модуля в средней его
части при испарительном охлаждении и увеличении расстояния
между трубами до 400 мм.
Температура (°С): рабочего пространства печи — 1200;
теплоносителя - 100; воздуха в цехе - 20.
Анализ данных рис. 6.4 - 6.9 позволяет сделать следующие выводы.
Крупногабаритные охлаждаемые модули из стальных толстостенных труб и бетона обеспечивают надежную защиту кожуха от нагрева. Эффект охлаждения усиливается при уменьшении расстояния между трубами охлаждения в вертикальных контурах. Так, в случае испарительного охлаждения и расстояния между трубами 250 мм температура кожуха может достигать 81-85°С в средней и 92-94°С - в нижней частях шахты. Те же условия при водяном охлаждении обеспечивают уровень температур 72-76 и 74-80°С соответственно. Уменьшение расстояния между трубами до 200 мм дает значения температур кожуха (°С):
Вид охлаждения Середина шахты Низ шахты
Водяное 34-36 38-41
Испарительное 44-46 54-56
Приведенные расчетные данные об уровне температур кожуха близки к результатам экспериментальных замеров (см. раздел 5), а распределение температур в стенке крупногабаритного модуля свидетельствует о возможности образования на его рабочей поверхности слоя гарнисажа.
Действительно, даже при разрушении слоя бетона над трубами охлаждения, уровень температур в районе труб не превышает температуру плавления-кристаллизации компонентов доменной шихты. Следовательно, создаются условия образования гарнисажа на поверхности самих труб охлаждения и на бетоне, расположенном между ними.
Эти условия сохраняются даже при значительном увеличении расстояния между трубами охлаждения (например, до 400 мм, см. рис. 6.9). Однако в этом случае температура кожуха может возрасти до опасных пределов, что исключает возможность увеличения расстояния между трубами охлаждения более чем на 250 мм.
6.2. Методика и результаты расчета динамики образования гарнисажного
слоя на рабочей поверхности крупногабаритных охлаждаемых модулей
Внедрение принципиально новой конструкции шахты требует прогнозирования динамики образования гарнисажа на рабочей поверхности стенки дляобеспечения управления тепловым состоянием печи.
Известные методики расчета [268, 269] рассматривают динамику образования гарнисажного слоя без учета его контакта с кладкой и в предположении об изотермических граничных условиях на внешней границе слоя. Следует отметить, что в работе [268] учитывалась динамика изменения температуры в слое.
В работах [240, 270] приведены исследования по изучению плавления и образования гарнисажа без учета динамики распределения температуры в слое и в предположении, что инерционность гарнисажного слоя, как элемента передачи тепла, пренебрежимо мала.
Во всех приведенных исследованиях отмечается значительное влияние нестационарности профиля температуры в слое на скорость плавления и образования гарнисажа.
В нашем расчете стенка шахты рассматривалась как многослойная цилиндрическая оболочка, на внутренней поверхности которой образуется гарнисаж с изотропными по объему свойствами. Принято также, что процесс теплообмена осесимметричен и температура в горизонтальном сечении рабочего пространства печи и стенки шахты зависит только от радиуса печи r и времени τ.
Пусть функцииТ1(r, τ) и Т2(r, τ) описывают распределение температур в расплаве шихты и стенке шахты доменной печи, соответственно. Для определения этих функций необходимо рассмотреть процесс совместного теплопереноса в системе шихта - гарнисажный слой - цилиндрическая стенка шахты доменной печи. В общем случае распространение теплоты в такой системе описывается сопряженными уравнениями баланса энергии в шихте, гарнисажном слое и стенке шахты доменной печи. Так, температура потока расплава шихты определяется уравнением энергии при наличии внутренних источников теплоты с объемной плотностью qvза счет объемных химических реакций:
![]()
где μш=μш(T1); ρ1ш= ρ1ш (T1); с1ш=с1ш (Е1); λ1ш = λ1ш (Т1)- эффективные теплофизические свойства потока шихты (динамическая вязкость, плотность, теплоемкость и теплопроводность);
![]()
- полная производная от температуры шихты по времени;
![]() - вектор скорости потока шихты;
- вектор скорости потока шихты;
Фν - диссипативная функция Рэлея, зависящая от распределения скоростей в потоке шихты.
Температура гарнисажного слоя, образующегося на поверхности охлаждаемой стенки шахты доменной печи из расплава, описывается уравнением теплопроводности в затвердевающем гарнисаже:
![]()
где ρ1г= ρ1г (Т1); c1г= c1г (Т1); λ1г= λ1г (Т1); - теплофизические свойства гарнисажа (плотность, теплоемкость и теплопроводность), для определения которых можно использовать опытные данные работы [269] и аналитические зависимости работы [248]:
![]()
Условия образования и существования гарнисажа допускают возможность наличия в нем кристаллических структур, что позволяет ввести температуру плавления (затвердевания) - Tф гарнисажа.
В уравнениях (6.14), (6.15) индексы "ш" и "г" относятся к величинам в шихте (жидкая фаза) и гарнисаже (твердая фаза), соответственно.
Уравнение теплопроводности в многослойной цилиндрической стенке шахты доменной печи (металлический кожух, теплоизолирующий слой асбеста, слой огнеупорного бетона), без выделения в явном виде элементов внутреннего охлаждения (труб), запишется в обобщенном виде:
![]()
где ρ2= ρ2(T2,r); c2 = c2(T2,r); λ2 = λ2(Т2,r) - теплофизические свойства материалов стенки (плотность, теплоемкость и теплопроводность) изменяются вдоль радиуса исследуемого поперечного сечения шахты доменной печи.
На поверхности раздела гарнисажа и расплава шихты r = Rф (τ), опредляемый из условия
![]()
должен выполняться закон сохранения энергии:
![]()
где ρф - плотность шихты при температуре фазового перехода;
L - эффективная удельная теплота фазового перехода.
По данным работы [248] можно принять, что ρф = 3300 кг/м3;
L = 276 кДж/кг.
Следуя работам [267, 271] и привлекая δ - функцию Дирака, уравнение баланса энергии для всей области, занимаемой слоем гарнисажа и жидкой фазой шихты вместе, запишем:

Условие на границе фазового перехода (6.18) автоматически учитывается в (6.19). Таким образом, уравнение (6.19) объединяет в себе уравнения (6.14), (6.15), (6.18).
На интервале температур [Tф - Δ, Tф + Δ] произведем сглаживание функций ρ1=ρ1(Т), c1=c1(Т), λ1=λ1(Т) и замену δ-функции δ-образной функцией δ(T1 - Tф, Δ), отличной от нуля лишь на этом интервале и удовлетворяющей условию нормировки:
![]()
В результате получим уравнение:
![]()
формально совпадающее с уравнением (6.14), где, однако, теплоемкость с1 является эффективной, учитывающей выделение теплоты фазового перехода в интервале температур [Tф - Δ, Tф + Δ].
Так как гидрогазодинамические процессы в рабочем пространстве печи очень сложны и недостаточно изучены, далее будем учитывать конвективный перенос в шихте за счет эффективной теплопроводности шихты. Тогда, в случае цилиндрической системы координат, с учетом осесимметричности нашей задачи, принимая во внимание равенства (6.17)-(6.20), уравнения (6.16) и (6.21) примут вид:
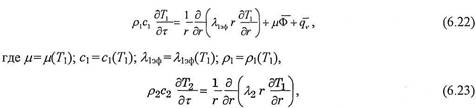
где р2=р2(Т2,г), С2 = с2(Т2,гУ, Л2=Л2(Т2,г) - теплофизические свойства стенки шахты доменной печи, равные: при Ro<r<RK.K.c. - рк, ск, λк, соответственно; при Rк.к.c.<r<Rк.с.,б – ρк.с., cк.с., λк.с, соответственно; при Rк.с.,б <r<R6,ш – ρб, сб, λб,соответственно.
Известно, что материал кожуха может иметь теплопроводность 40-46 Вт/(м·К), которая описывается зависимостью:
![]()
а соответствующая формула для теплоемкости имеет вид:
![]()
Данные о теплофизических свойствах бетона и асбестовой изоляции приведены в п. 6.1.
Запишем граничные условия для уравнений (6.22) и (6.23). На внешней поверхности шахты доменной печи осуществляется конвективный теплообмен со средой, имеющей температуруТ0 - температура воздуха в доменном цехе, поэтому граничное условие имеет вид:
![]()
где α - коэффициент теплоотдачи, зависящий от большого количества факторов: режима обтекания внешней поверхности шахты доменной печи, физических характеристик кожуха и его размеров и др. По результатам наблюдений на работающих печах передача теплоты воздуху естественной конвекцией характеризуется коэффициентами теплоотдачи 8,36 - 33,44 кДж/(м2·ч·град), а вследствие лучистого потока энергии эффективные коэффициенты теплоотдачи могут достигать 29,26 - 75,24 кДж/(м2·ч·град) [110].
На внутренней поверхности кожуха шахты доменной печи выполняются условия идеального теплового контакта:
![]()
с теплоизолирующим слоем асбеста, который также далее имеет идеальный тепловой контакт
![]()
со слоем огнеупорного бетона, на внутренней поверхности которого до момента образования гарнисажа имеет место неидеальный тепловой контакт с шихтой:
![]()
где ![]() ; λz - эффективная теплопроводность вещества между поверхностью бетона и шихтой, вычисленная при температуре (T26+ Т1ш)/2; δz - эффективная толщина вещества между поверхностью бетона и шихтой;
; λz - эффективная теплопроводность вещества между поверхностью бетона и шихтой, вычисленная при температуре (T26+ Т1ш)/2; δz - эффективная толщина вещества между поверхностью бетона и шихтой;
![]() - эффективный коэффициент теплообмена излучением между поверхностью бетона и шихтой, печными газами;
- эффективный коэффициент теплообмена излучением между поверхностью бетона и шихтой, печными газами; ![]() - приведенная интегральная степень черноты; σ0 - постоянная Стефана-Больцмана.
- приведенная интегральная степень черноты; σ0 - постоянная Стефана-Больцмана.
С момента образования слоя гарнисажа, на его поверхности со стороны шихты выполняются условия вида (6.17), (6.18), а на поверхности гарнисажа со стороны огнеупора - условие идеального теплового контакта вида:
![]()
На оси симметрии шахты доменной печи задаются условия постоянства температуры шихты для данного поперечного сечения шахты:
![]()
где Тс - температура рабочего пространства в центре печи.
Будем считать известными также начальные температуры стенки шахты доменной печи и шихты
![]()
Таким образом, получена система взаимосвязанных уравнений, состоящая из квазилинейных уравнений параболического типа (6.22), (6.23) с граничными и начальными условиями (6.26)-(6.32). Очевидно, что ввиду нелинейности уравнений и граничных условий аналитическое решение задачи в общем случае получить невозможно. Наиболее целесообразен, поэтому конечно-разностный метод решения [272, 273] поставленной задачи.
Для удобства вычислительного процесса введем безразмерные температуры ![]() ; координату ζ = r/R0, тогда уравнения (6.21), (6.22) с граничными условиями (6.23), (6.27)-(6.31) и начальными условиями (6.32) в безразмерномвиде запишутся следующим образом:
; координату ζ = r/R0, тогда уравнения (6.21), (6.22) с граничными условиями (6.23), (6.27)-(6.31) и начальными условиями (6.32) в безразмерномвиде запишутся следующим образом:
![]()
![]()
![]()

где
![]()
Здесь величина G' определяется из равенства (6.30) и соотношения
![]()
Коэффициент лучистого теплообмена в зазоре вычисляется так:
![]()
Введем в рассмотрение пространственную неравномерную координатную сетку, узлы которой совпадают с границами области. Такие же дискретные промежутки с шагом г/ будем рассматривать во времени. Для построения разностной схемы воспользуемся интегроинтерполяционным методом [273]. Тогда конечно-разностный аналог уравнений (6.33) на шеститочечном шаблоне (неявная схема) запишется следующим образом:

где N1 - число узлов по жидкости;
N - общее число узлов;
σ - числовой параметр из интервала [0,5; 1];
А - разностный оператор, определяемый соотношением

Нумерация узлов начата с единицы. Половинные индексы означают, что соответствующие параметры вычисляются по температуре, средней между координатными или временными узлами. При этом имеется в виду, что для 2≤i≤N1-1 уравнения (6.41) описывают поле температур в шихте, а для N1<i<N-1 - в стенке доменной печи.
Уравнения (6.41) являются нелинейными и должны решаться итерационным методом. Наиболее удобен для практической реализации метод простой итерации [273]. Из (6.41) получим следующие уравнения для определения (s+1) итерации температурных сеточных функций на (l+1) временном слое:
![]()
где ![]() ;
;
Jит - максимальное число итераций (заданное целое число).
Итерации прекращаются, когда выполняется условие (6.13) или когда число итераций превысит Jит. В качестве нулевого приближения принимаются значения параметров с предыдущего временного слоя. При Jит=0 получаем безитера-ционную схему, которая дает удовлетворительные результаты при небольших временных шагах τ [272, 274, 275]. В этом случае теплофизические характеристики ρ, с, λ вычисляются на предыдущем временном слое и уравнения (6.41) линеаризуются. Практические расчеты тестовых вариантов показали целесообразность такой линеаризации по крайней мере для тех конкретных задач, которые рассмотрены в данной работе.
Система алгебраических уравнений для определения сеточных функций, соответствующая системе уравнений (6.33)-(6.40), имеет, как видно из (6.44), трехдиагональный вид и решается прогонкой на каждом временном слое. Используя полученные формулы, был составлен алгоритм решения поставленной задачи, который реализован в виде программы расчета температур по толщине стенки шахты доменной печи и динамики образования гарнисажного слоя, написанной для IBM PC AT на языке Фортран.
Для анализа динамики образования гарнисажного слоя, оценки возможных тепловых потоков на внутренней поверхности крупногабаритных охлаждаемых модулей шахт доменных печей проведены серии расчетов теплового состояния стенок шахты. В расчетах принимали, что охлаждение стенок печи организовано таким образом, чтобы температура кожуха шахты была постоянной и равной 30; 50 и 100°С. Рассматривалось два сечения шахты: середина R0 = 4,483 м и низ R0 = 5,282 м с заданными температурами рабочего пространства 1200 и 1400°С, соответственно.
Анализ результатов расчетов показывает, что при применении крупногабаритных охлаждаемых модулей в шахтах доменных печей плотность тепловых потоков через стенку шахты, рассчитанная с учетом образования гарнисажа на ее рабочей поверхности, не превышает 2000-3000 Вт/м2 (табл. 6.1), т.е. соответствует значениям минимальных плотностей тепловых потоков на плитовые чугунные холодильники доменных печей [66]. Это свидетельствует о возможности применения новой конструкции шахты без увеличения расхода охладителя (воды или пароводяной смеси).
На рис. 6.10 представлена данные о росте слоя гарнисажа на бетонной поверхности охлаждаемого модуля в нижней части шахты при наличии бетона над трубами охлаждения. Для сравнения на рис. 6.11 представлены аналогичные данные для средней части шахты, но при частично разрушенном бетоне над трубами охлаждения. Видно, во-первых, что с увеличением интенсивности охлаждения толщина гарнисажного слоя несколько возрастает. Во-вторых, при частично разрушенном бетоне процесс образования гарнисажа ускоряется. В-третьих, слой гарнисажа на поверхности модуля стабилизируется практически через 1 сутки после задувки печи или возобновления работы после остановки. Обращает на себя внимание тот факт, что в нижней части печи расчетное значение толщины гарнисажа выше, чем в средней части охлаждаемой зоны шахты. Это в полной мере корреспондируется с данными наблюдений и измерений толщины гарнисажа на работающих доменных печах.
Таблица 6.1
Плотность тепловых потоков (Вт/м2) через стенку охлаждаемого
модуля шахты доменной печи
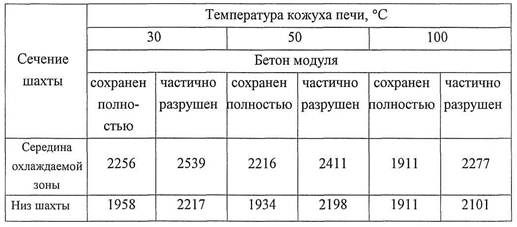
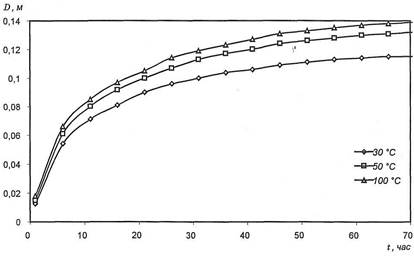
Рис. 6.10. Динамика образования гарнисажа на охлаждаемом
модуле низа шахты (кривые для различной температуры кожуха)
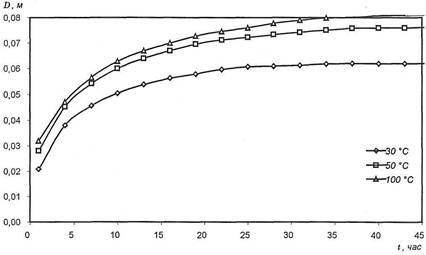
Рис. 6.11. Динамика образования гарнисажа в средней части шахты
Таким образом, предложенная физическая модель динамики образования гар-нисажа [276] может быть использована при принятии инженерных решений. А на основании выполненного анализа можно сделать вывод о том, что основой создания долговечной шахты доменной печи является не огнеупор, а конструкция тонкостенной рабочей поверхности с интенсивным охлаждением, работающая на принципе замены огнеупорной кладки подвижной защитной оболочкой - гарнисажем.
6.3. Результаты экспериментальных исследований гарнисажеобразования
на охлаждаемой поверхности крупногабаритных модулей
Идея замены огнеупорной кладки большой толщины 550-750 мм на устойчивый гарнисажный слой успешно реализована нами при применении крупногабаритных охлаждаемых модулей. Отсутствие огнеупорной кладки в конструкции стенки шахты приближает экран охлаждаемых элементов (труб) к рабочему пространству печи, что сопровождается усилением охлаждающего воздействия хладоагента (воды или пароводяной смеси) на рабочую поверхность стенки. В результате создаются условия формирования гарнисажа, толщина которого зависит от факторов, рассмотренных в п. 6.2.
Изучение гарнисажного покрытия модулей шахт осуществляли на доменных печах № 4 и № 5 Мариупольского меткомбината им. Ильича в период проведения их капитальных ремонтов II разряда.
ДП № 4 (Vп=2002 м3) была остановлена на ремонт 17.11.91 г. после 64,5 месяцев работы при удовлетворительном (отсутствие трещин) состоянии кожуха охлаждаемой части шахты, изготовленной из крупногабаритных охлаждающих модулей. Причины досрочной остановки не связаны с работой системы охлаждения и рассмотрены в разделе 8.
После выдувки печи внутреннее пространство охлаждаемой части шахты было покрыто слоем гарнисажа (рис. 6.12), толщина которого неравномерна по ее окружности и высоте (рис. 6.13). В верхней части наблюдались участки с утолщением гарнисажа до 200-300 мм наряду с участками, где гарнисажное покрытие не превышало 20-30 мм. В нижних горизонтах охлаждаемой части шахты толщина гарнисажа, как правило, увеличивалась (до 500 мм и более).

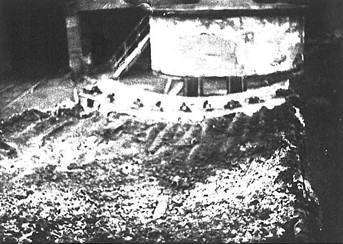
Рис. 6.12. Фрагменты крупногабаритных модулей, демонтированных на ДП № 4 меткомбината им. Ильича (капремонт - ноябрь 1991г.)
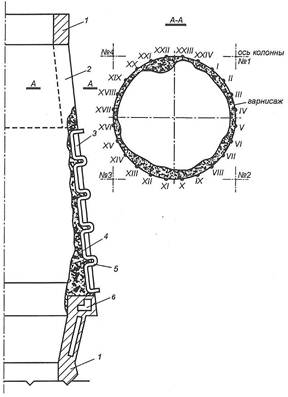
Рис. 6.13. Гарнисажное покрытие в охлаждаемой части шахты печи №4 после выдувки на капитальный ремонт II разряда:
1 - огнеупорная кладка;
2 - участок обрушенной футеровки;
3 - бетон;
4 - гарнисаж;
5 - охладительный контур;
6 - мараторный холодильник;
I-XXIV- фурмы.
Настылеобразований в шахте не наблюдалось, хотя в районе воздушных фурм № 21 и № 22 (см. рис. 6.13, вид АА) отмечено утолщение гарнисажа на участке от горна до верха шахты. Это объясняется тем, что печь в течение 17 месяцев (06.90 - 11.91 г.) эксплуатировалась с закрытыми этими двумя воздушными фурмами, что и вызвало образование слоя гарнисажа большой толщины.
Гарнисажное покрытие крупногабаритных модулей шахты ДП № 5 (Vп=2300 м3) имело аналогичный внешний вид. Бетон перед трубами охлаждения отсутствовал независимо от места расположения этих труб по высоте модуля и сохранялся в пространстве между трубами (ниже их осей) и кожухом модуля. Вместо бетона трубы охлаждения были покрыты слоем гарнисажа (толщиной до 100 мм), волнистая поверхность которого повторяет шаг труб охлаждения в экранированной стенке модуля (рис. 6.14).
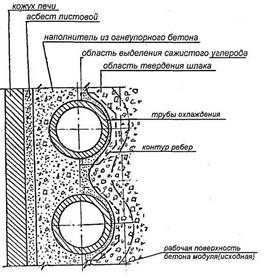
Рис. 6.14. Схема образования гарнисажного покрытия
в межтрубном пространстве модуля
Гарнисаж имеет слоистую структуру и включает кокс, шлак, железистый расплав с корольками металла, известняк, спеки материалов, входящих в состав шихты. В гарнисаже обнаруживались также зерна (иногда слои) сажистого углерода. Химический состав проб гарнисажа, отобранных по окружности и высоте шахт ДП № 4 и № 5, представлен в таблице 6.2.
Обращает внимание чрезвычайно большой диапазон содерлсания химических соединений, входящих в состав гарнисажа, высокая концентрация щелочных компонентов и цинка, что подтверждает ранее высказанное предположение о причинах разрушения бетона.
В нижней части модулей гарнисаж представляет собой плотную, оплавленную массу, в верхней - рыхлую, хорошо отделяемую от труб и бетона модулей.
Характерной особенностью структуры гарнисажного покрытия является наличие графитного или углеродистого слоя непосредственно на поверхности труб охлаждения. Выделение углерода в этих участках можно объяснить интенсивным течением реакции 2СО→СО2+С в результате резкого снижения температуры вблизи стенок труб охлаждения.
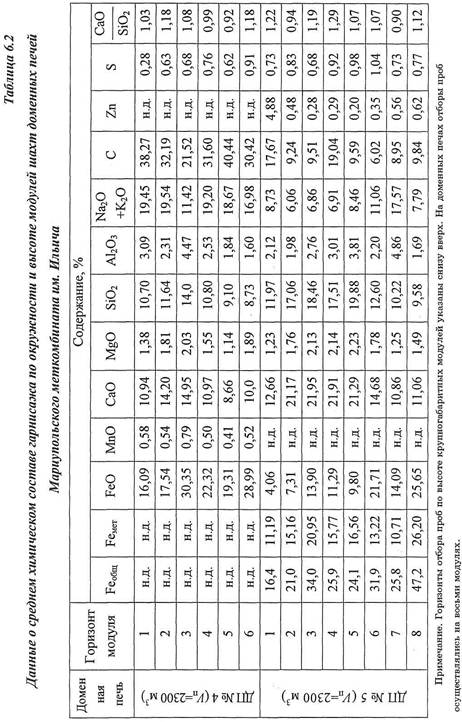
Существует мнение [277], что конденсирующийся на трубах углерод выполняет функцию смазочного слоя. Этим авторы объясняют незначительный износ поверхности труб движущейся шихтой и исключают, поэтому, истирание из числа причин выхода из строя толстостенных труб крупногабаритных модулей.
На наш взгляд, высокая стойкость труб охлаждения объясняется не наличием графито-углеродистой смазки на поверхности труб, а собственно наличием гарнисажа в результате интенсивного охлаждающего воздействия охладителя.
Так, в средней и верхней частях модуля, несмотря на присутствие углерода на поверхности труб, наваренные на трубы ребра жесткости отсутствовали из-за истирающего воздействия шихты (рис. 6.15). Отметим, что при этом слой гарнисажа отличался значительной рыхлостью и непрочностью, представлен в основном слипшимися частицами компонентов шихты. Напротив, ребра жесткости на трубах нижних горизонтов сохранились, что можно объяснить лишь наличием плотного, хорошо удерживаемого на поверхности модуля слоя гарнисажа (рис. 6.16). Именно это обеспечивает целостность труб охлаждения несмотря на длительную эксплуатацию в конструкции модуля шахты печи (рис. 6.17).
Таким образом, увеличение толщины гарнисажного покрытия за счет повышения температуры и изменения свойств гарнисажа, формирующегося с участием жидких фаз, обеспечивает высокую стойкость труб охлаждения.

Рис. 6.15. Фрагмент средней части крупногабаритного модуля.
Гарнисаж -рыхлая масса на трубе охлаждения;
ребра жесткости отсутствуют

Рис. 6.16. Фрагмент нижней части модуля. На трубах ребра
жесткости сохранились; гарнисаж представляет собой плотную массу

Рис. 6.17. Состояние трубы охлаждения после 64,5 месяцев
эксплуатации в конструкции крупногабаритного модуля шахты
ДП № 4 меткомбината им. Ильича (разрез выполнен газопламенной
резкой на демонтированном модуле)
Стойкость гарнисажного покрытия и, следовательно, труб охлаждения модулей шахты во многом определяется технологией доменной плавки. Так, воздействие печной среды на футеровку и трубы модулей может многократно усиливаться при неровном ходе печи, при ее работе с чрезмерно развитым как периферийным, так и центральным потоком газа, при нарушениях режима отработки жидких продуктов плавки, дутьевых параметров процесса и др.
6.4. Выводы
1. Разработан расчетный метод определения температурных полей встенке крупногабаритных модулей шахт доменных печей при использовании водяной и испарительной систем охлаждения.
2. Установлен рациональный шаг труб охлаждения по периметру шахтдоменных печей, обеспечивающий заданную температуру кожуха. Так, как расстояние между трубами в модуле равное 200-250 мм обеспечивает температурукожуха не более 60°С при водяном и испарительном охлаждении шахты.
3. Выполнен анализ факторов, определяющих условия образования гарнисажа на рабочей поверхности крупногабаритных модулей.
4. Разработан расчетный метод оценки динамики роста гарнисажа, установлено, что гарнисаж формируется на поверхности бетонных модулей в первыесутки после задувки доменной печи.
5. Исследования гарнисажа на доменных печах полезным объемом 2002 и 2300 м3 подтвердили результаты расчетных оценок по условиям образованиягарнисажа и его роли в обеспечении стойкости элементов конструкции крупногабаритных модулей.
РАЗДЕЛ 7
ПРОГНОЗИРОВАНИЕ ЖИВУЧЕСТИ ЭЛЕМЕНТОВ
КОЖУХА ШАХТЫ ДОМЕННОЙ ПЕЧИ
Интенсификация доменного процесса сопровождается повышением нагрузок на стенки печи. Это требует поиска решений по защите кожуха для увеличения его стойкости и межремонтного периода в работе агрегата.
Одним из путей является выбор параметров кожуха (качества стали, толщины кожуха, способа изготовления и т.д.). Например, для доменной печи объемом 5000 м3 по нормативным расчетам толщина кожуха из сталей В.ст.3сп, 09Г2С должна составлять 60-90 мм [12]. Такая толщина ведет к увеличению жесткости кожуха, снижению деформативности трубопроводных систем при их нагреве, расстройству узлов сопряжения элементов и агрегатов доменного комплекса [109].
В связи с этим, для кожухов рекомендовано применять низколегированные стали 14-16 Г2АФ, 14Х2ГМР и т.п. [6, 12, 278, 279], обеспечивающие по нормативам толщину 30 - 60 мм, что считается приемлемым. С внедрением высокопрочных сталей связывалась экономия металла от 40 до 60% при значительном (в 2 - 3 раза) увеличении их долговечности [278].
Однако в полной мере достигнуть этого не удалось. Простои вследствие разрывов, трещин и продувов кожуха в среднем по металлургическим комбинатам в 1978-1982 г.г. составляли около 20% от общего числа [2]. В дальнейшем ситуация мало изменялась. Например, по данным ВНИИМехчермета за 1984-1986 г.г. в доменном цехе №1 металлургического комбината «Криворожсталь» простои вследствие отказов кожуха составили 41,1%, из которых 52,4% отказов приходится на область шахты, 20,6% - на заплечики и фурменную зону, 27% - на купол и колошник печи. Поэтому, в результате недостаточной надежности кожуха, экономия металла, достигнутая при изготовлении конструкций, уменыналась при эксплуатации.
Вместе с тем нельзя не отметить, что на некоторых передовых предприятиях стойкость кожухов увеличивается, но не из-за качества применяемого металла, а в результате совершенствования систем охлаждения [2].
Однако, как показывает опыт работы печей, применение традиционных методов и средств защиты кожуха не позволяет значительно (до 10-12 лет) повысить его стойкость.
Расчет напряженно-деформированного состояния кожуха нами производился методами теории оболочек, представляя стенку доменной печи в виде многослойного усеченного конуса или цилиндра, испытывающего воздействие внутреннего давления и температуры. Рассчитанные с учетом работы системы кладка - компенсационный слой - кожух меридиональные σм и кольцевые σк напряжения сравнивались с допускаемыми для оценки величины запаса прочности. Величина действующих напряжений зависит от множества факторов и значений физических величин, поэтому диапазон возможных значений σк и σм весьма широк. В расчете же рассматривались два варианта: при наличии огнеупорной кладки и при выгоревшей кладке. Такая оценка дала определенные ориентиры для выбора размеров кожуха и его материала, но малоэффективна для прогнозирования работоспособности конструкции.
Наличие разрушений кожуха в виде развивающихся трещин говорит о цикличности действующих напряжений. Поэтому оценка работоспособности по сопротивлению усталости является более обоснованной.
Известен расчет кожуха на малоцикловую усталость, где цикличность напряжений связана с падением давления при выпуске чугуна [13]. Как правило, такой расчет, выполненный для неповрежденных зон металла кожуха, дает достаточный запас долговечности. Однако в кожухе имеются исходные дефекты в виде непроваров сварных швов глубиной до 30 мм [109, с. 94], что может вызывать образование поверхностных трещин в циклически нагруженных зонах. В связи с этим прогнозирование работоспособности целесообразно производить с позиций механики разрушения. Подобные расчеты, выполненные в статическойпостановке, свидетельствуют об опасности трещин глубиной 4-8 мм [112]. В реальности доменные печи работают длительное время при наличии более глубоких и протяженных трещин.
Так как при проектировании не представляется возможным прогнозировать процесс нагружения кожуха, а при его изготовлении сложно гарантировать расчетный уровень свойств металла в конструкции, то становится очевидным вывод о том, что достаточная надежность конструкции не может быть обеспечена при строительстве доменной печи. Эту задачу необходимо решать на стадии эксплуатации.
Для доменных печей, состояние кожуха которых контролируется периодическими измерениями напряжений и визуальными осмотрами, отсутствуют методики прогнозирования живучести (период развития трещины), способные дать информацию о сроках и объемах ремонтов, периодичности контроля.
Целью настоящих исследований являлось прогнозирование периода живучести элементов кожуха шахты тонкостенного типа, выполненной из крупногабаритных охлаждаемых модулей, с учетом применения различных сталей и сравнения результатов с показателями эксплуатации шахт традиционной конструкции.
7.1. Схематизация процесса нагружения
Оценить режим нагружения кожуха шахты в детерминированной постановке весьма сложно, однако по результатам аналитических и экспериментальных исследований можно установить некоторые закономерности.
Значительное влияние на нагруженность кожуха оказывает состояние футеровки. В процессе эксплуатации она изнашивается, замещается гарнисажем и при этом происходит рост напряжений в кожухе. Интенсивность увеличения напряжений по мере износа защитного слоя можно в среднем считать 1 МПа/мм -для бетона крупногабаритных модулей и 0,1 МПа/мм - для футеровки из огнеупорного кирпича.
При разгаре футеровки до рабочего профиля напряжения стабилизируются на уровне аст и испытывают сезонные колебания в диапазоне ± 20 МПа [3, 90].Период образования рабочего профиля для доменной печи из крупногабаритных охлаждаемых модулей составляет 0,5 -1,5 года [90], а для печей традиционной конструкции - от 1,5 до 6 лет [3].
Значительные повышения напряжений в кожухе до уровня σп связаны, как правило, с отказом элементов системы охлаждения после разгара футеровки. С увеличением срока службы количество отказов растет, увеличивая тем самым число мест, где напряженность достигает уровня σп.
Основными факторами, обусловливающими цикличность нагружения, являются колебания внутреннего давления и температуры. Доля влияния давления в общем уровне напряжений невелика и не превышает 10% [3]. Фактор температуры более значим. Ее колебания связаны с простоями печи и различным режимом работы (тихий ход, периферийный или канальный ход).
Учитывая установленные закономерности изменения НДС кожуха при эксплуатации, можно сформировать типовую последовательность нагрузок элементов кожуха шахты доменной печи.
Процесс нагружения состоит из блоков λ, имеющих одинаковое время действия равное 12 месяцам, в которых содержится п^ циклов теплосмен (рис. 7.1а). Начальный блок λ = 0, соответствующий периоду разгара футеровки, имеет длительность n0 = К·nλ где К = 0,5 - 1,5 года - для тонкостенных шахт из крупногабаритных охлаждаемых модулей и К=1,5-6 - для традиционной конструкции. Блок λ = 0 может быть аппроксимирован тремя ступенями и его форма определяется начальным напряжением а0 и интенсивностью увеличения напряжения при уменьшении толщины футеровки.
В остальных блоках содержится по две ступени с одинаковой относительной продолжительностью С1λ и С2λ и уровнем напряжений σ1 = σст + 20 (МПа) и σ2 = σст - 20 (МПа), отражающих сезонные колебания окружающей температуры.
Величина С1λ = С2λ = (1- С3λ)/2, где С3λ = t3λ·zλ; t3λ - отношение времени работы доменной печи с отказами в системе охлаждения ко всему рассматриваемому интервалу времени (обычно t3λ = 1); zλ - относительное количество отказавших элементов системы охлаждения.
Следовательно, величина Сiλ имеет смысл не только относительной продолжительности действия, но и относительной поврежденности поверхности кожуха, представляя частость появления нагрузок соответствующего уровня. Величину zλ можно установить из имеющихся данных о динамике отказов элементов охлаждения (см. раздел 8). Этот процесс можно представить в виде двух участков с различными интенсивностями потока отказов (рис. 7.1 б). За рассматриваемый период кампании доменной печи равный Т = 144 месяца система охлаждения будет восстановлена полностью хотя бы один раз во время капитального ремонта, что и показано на рис. 7.1.6 перерывом в монотонном росте С3λ.
Как установлено расчетным путем при оценке действия локального перегрева, ориентировочно величина σп = 2,5σст. Величина номинальных σст для различных доменных печей существенно отличается и может составлять от 60 до 200 МПа. При этом кольцевые напряжения могут быть более, чем в два раза выше меридиональных.
Обычно напряжения σп выше предела упругости материала и происходит появление малоцикловых усталостных повреждений с односторонним накоплением пластических деформаций. Поэтому в некоторых исследованиях выявлен постепенный рост деформаций кожуха [13]. В связи с этим нет оснований считать, что при увеличении срока Т растет и величина σст. На наш взгляд, более обоснованно величинам σ0 и σст давать вероятностную трактовку p(σi), что следует из рис. 7.1а.
Вариация напряжений в зависимости от расположения сечения по высоте кожуха υσ (H), обусловленная изменением размеров стенок шахты и давления, невелика. Поэтому режим нагружения можно формировать единым для элементов кожуха шахт.
На основании численного экспериментирования установлено, что величина υσ (Н) пропорциональна напряжениям в среднем сечении шахты и можно считать υσ (Н) = Кн·σ, где Кн = 0,001 МПа-1.
Вариация уровня напряжений, определяющих форму блока нагружения, обычно составляет υσ (i) = 0,1 [280]. Общий коэффициент вариаций стабильного напряжения будет υσ = υσ (Н) + υσ (i).
Получить полную картину процесса нагружения элементов кожуха непосредственно путем осциллографирования достаточно сложно, так как регистрация ведется ограниченное время, а частота циклосмен малая. Обычно фиксируется только максимальное напряжение цикла. Поэтому для формирования прогнозных режимов необходимо привлекать косвенные сведения, такие как количество простоев, тихих ходов, динамику отказов.
Коэффициент асимметрии цикла R можно оценивать путем сравнения напряжений, измеренных одним и тем же датчиком в процессе нормальной работы печи и во время ее тихого хода. Измерения, проведенные на доменной печи №11 Днепровского металлургического комбината, шахта которой изготовлена из крупногабаритных охлаждаемых модулей, дали возможность установить средние коэффициенты асимметрии цикла R = 0,5 - для кольцевых напряжений и R = 0,3 - для меридиональных напряжений, а коэффициент их вариаций υR= 0,1.
Меньший коэффициент R для меридиональных напряжений (который, очевидно, объясняется более существенным влиянием температуры на «рост» бетона модулей) дает более высокий размах напряжений Ас в этом направлении, что увеличивает диапазон изменений коэффициента интенсивности напряжений, который контролирует развитие трещин из исходных дефектов при циклическом нагружении.
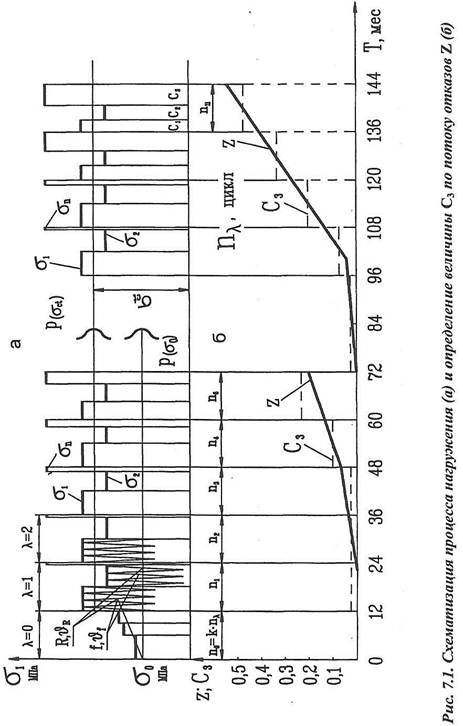
Это является одной из причин того, что в шахтах из крупногабаритных модулей, несмотря на превосходство кольцевых напряжений над меридиональными, развитие трещин происходит, главным образом, в окружном направлении.
Коэффициент вариации размаха напряжений определяется как υΔσ =![]() .
.
Установив, что цикличность нагружения определяется простоями и изменением режима работы печи, можно оценить частоту цикличности следующим образом.
Известно относительное время простоев tпo и тихих ходов tто за месяц. Известна также их средняя продолжительность ![]() (час). Тогда частота будет
(час). Тогда частота будет ![]() цикл./мес.
цикл./мес.
Данная оценка дает нижнюю границу диапазона варьирования f и, учитывая усредненные показатели работы доменных печей, составляет 3-6 цикл./мес.
Установлено также, что в течение суток в среднем 10 раз изменяется температура труб охлаждения крупногабаритных модулей, что свидетельствует об изменении хода доменной печи и режима охлаждения, вызывающих изменение напряжений в кожухе. Тогда частота циклосмен от этого фактора составит 300 цикл./мес. и это следует принимать в качестве верхнего предела. Отсюда следует, что средняя величина f = 152 цикл./мес, а коэффициент вариации υf = 0,33.
Таким образом, схематизация нагружения кожуха представляет собой закономерную последовательность событий, определяющих форму процесса, некоторые параметры которого рассматриваются варьируюмыми. Такими параметрами в данном случае являются величины σ0, σст, R и f. Данная трактовка отличается от представления нагружения в виде спектра, поскольку позволяет учесть историю нагружения и расчет с ее помощью дает более точный результат. Типовая последовательность нагрузок отличается и от трактовки нагружения кожуха как чисто случайного процесса, поскольку обладает большей определенностью и обеспечивает более достоверное прогнозирование.
7.2. Расположение дефекта в напряженно-деформированном
участке кожуха
Характер разрушения элементов металлоконструкций доменного комплекса весьма разнообразен. Широко известна классификация трещин в кожухе доменной печи по траектории развития, включающая 14 типов [3, 109]. Это говорит, как о различном типе исходных дефектов, так и о различном механизме их роста.
Для шахт доменных печей из крупногабаритных охлаждаемых модулей образование трещин возможно лишь в случае прекращения подачи хладоагента(воды или пароводяной смеси) в трубы охлаждения, что является аварийной ситуацией. При этом, как показывает опыт [155], в кожухе развиваются поперечные трещины между отверстиями для вывода труб охлаждения. Это связано, как уже отмечалось, с наибольшим размахом напряжений в кожухе в продольном направлении. Кроме того, теоретическое распределение напряжений вокруг отверстий (рис. 7.2., пунктир) благоприятствует ориентации трещин между центрами [126].
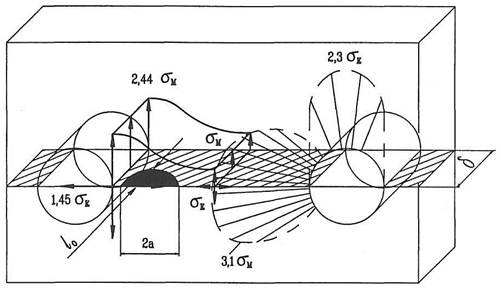
Рис. 7.2. Схема распределения напряжений в элементе кожуха
при наличии дефекта
Экспериментальными исследованиями установлены коэффициенты концентрации напряжений ασ. Усреднив результаты измерений в четырех зонах возле отверстий на межцентровой оси, получаем значения ασм = 2,44 - для меридиональных напряжений и ασк = 1,45 - для кольцевых напряжений. Измерения деформаций на внутренней и наружной поверхностях дает возможность считать напряженное состояние в кожухе плоским.
Исходные дефекты в наиболее напряженных местах могут быть связаны как со сварным швом вокруг труб в отверстиях, так и с тепловым растрескиваниемвнутренней поверхности. Они имеют полуэллиптическую форму с отношением полуосей l/а = 0,38 (рис. 7.2). В дальнейшем трещина развивается как вглубь, так и вширь, превращаясь из поверхностной в сквозную, что ведет к разгерметизации доменной печи. Соотношение размеров трещины и зоны концентрации напряжений (рис. 7.2, сплошная линия) показывает, что этот период роста трещины происходит в однородном поле напряжений.
Последующее развитие сквозной трещины происходит со скоростью на порядок большей, чем на предыдущем этапе и рассматривается как аварийное. Поэтому критерием отказа является разгерметизация кожуха, т.е. появление сквозной трещины.
7.3. Материалы кожухов и размеры трещины
В качестве представительных материалов были выбраны марки сталей с различным уровнем механических свойств: В.ст.3сп, 09Г2С, 16Г2АФ. Базовые характеристики сопротивления разрушению в виде пределов прочности σв и текучести σт, коэффициентов интенсивности напряжений (КИН) KIc и пороговых размахов КИН ΔKth, коэффициентов вариации величины σт и К1с - υσт и υкI, получают при испытаниях. Их возможные значения (табл. 7.1) приведены на основании литературных источников [12, 281, 282, 283].
Таблица 7.1.
Базовые характеристики сопротивления разрушению
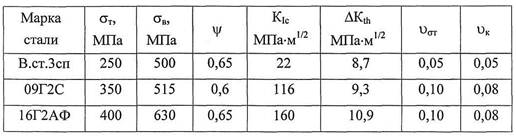
В рассматриваемом примере (ДП № 11 ДМК) величина параметров, определяющих типовую последовательность нагрузок (формализованный блок) в меридиональном направлении, составляет: σо = 30 МПа σст= 120 МПа, коэффициент асимметрии цикла R = 0,3, коэффициент относительной длительности начального блока К = 1. Толщина кожуха составляет δ = 40 мм.
Размеры поверхностного дефекта, способного к дальнейшему развитию в горизонтальном направлении, зависят, как от режима нагружения, так и от тре-щиностойкости материала. Поскольку в процессе эксплуатации и то и другое изменяется в широком диапазоне, то однозначная оценка опасного размера, вытекающая из детерминированных предпосылок, весьма условна. Учитывая относительную незначительность нагрузок, действующих в начальном блоке и величину пороговых ΔKth, можно ожидать, что установившийся рост трещины при циклическом нагружении возможен при ее глубине lо = 10 мм.
Обычно под критическим размером трещины понимается величина, с которой начинается ее спонтанное развитие. Для крупногабаритных конструкций целесообразно учитывать фактор остановки трещины [284]. Размер зоны разрушения перед остановкойrf (скачок трещины) зависит от уровня напряжений и от относительной глубины трещины lо/δ [285]. За критический размер трещины принимаем величину lс = δ- rf. Установив размер rf при максимальной ступени блока σп = 2,5; σст = 300 МПа по указанным зависимостям [285, с. 169], принимаем критические размеры: lс = 22 мм (В.ст.3сп), lс = 27 мм (09Г2С) и lс = 32 мм (16Г2АФ).
7.4. Живучесть элементов кожуха доменной печи
Стали 09Г2С и 16Г2АФ являются высокотрещиностойкими вязкими материалами, в которых перед вершиной трещины при статическом нагружении образуется обширная пластическая зона. Действующие нагрузки в зоне дефектов ведут к упругопластическим деформациям. Поэтому при оценке живучести кожуха пользоваться методами линейной механики разрушения некорректно. Для этой цели применимы деформационные критерии разрушения на основе коэффициентов интенсивности упругопластических деформаций [284].
Интегрируя уравнения Пэриса для деформационных критериев в условияхноминального однородного напряженно-деформированного состояния, получим зависимость между числом циклов нагружения N (которые имеют смысл долговечности на стадии живучести) и длиной трещины [284]:

где ![]() - относительная величина располагаемой пластичности материала для соответствующего напряженно-деформированного состояния;
- относительная величина располагаемой пластичности материала для соответствующего напряженно-деформированного состояния;
![]() - относительная величина действующего размаха номинальныхнапряжений
- относительная величина действующего размаха номинальныхнапряжений ![]() ;
;
m - параметр материала, определяющий скорость роста трещины;
f1к — поправочная функция для определения коэффициента интенсивности напряжений;
Величина ![]() определяется из уравнения
определяется из уравнения
![]()
где D и J - коэффициенты, учитывающие снижение располагаемой пластичности материала в зависимости от сложности напряженно-деформированного состояния [285, с. 175];
Е - модуль упругости материала,
Установив D = 0,26; J = 2 получаем ![]() = 104 (В.ст.3сп); 74 (09Г2С); 65 (16Г2АФ).
= 104 (В.ст.3сп); 74 (09Г2С); 65 (16Г2АФ).
Известно, что в условиях малоцикловых нагрузок скорость роста трещины зависит не только от размаха коэффициента интенсивности напряжений, но и от уровня максимальных напряжений а. Это положение в данной методике отражается посредством изменения параметра m в зависимости от относительной величины номинальных напряжений ![]() (рис. 7.3).
(рис. 7.3).
Поправочная функция f1к зависит от типа трещины и соотношения ее размеров [282, 285] и для рассматриваемого случая f1к = 0,88.
Учитывая, что Δσ = σ(l-R) можно получить зависимость живучести N от максимальных напряжений цикла, которые обычно называют кривыми усталости (рис. 7.4а). В рассматриваемом диапазоне напряжений данные кривые усталости можно аппроксимировать уравнением
![]()
где m1 и B - параметры уравнения (рис.7.4).
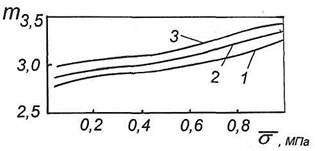
Рис. 7.3. Определение параметра т для сталей В.ст.3.сп (1);
16Г2ЛФ (2); 09Г2С (3)
Скорость развития трещины изменяется при переходе от нагружения на одной ступени к другой. Для учета нестационарности нагружения обычно необходимо найти эквивалентную скорость трещины. Это можно сделать, установив эквивалентное напряжение истории нагружения σэ, для чего методом последовательных приближений определяется средняя величина ![]() . Это дает возможность упростить расчет, перейдя к эквивалентному блоку нагружения с тремя ступенями длительностью
. Это дает возможность упростить расчет, перейдя к эквивалентному блоку нагружения с тремя ступенями длительностью ![]() .На основании интенсивности потока отказов (рис. 7.16) определяем
.На основании интенсивности потока отказов (рис. 7.16) определяем ![]() = 0,2 (для шахт из крупногабаритных охлаждаемых модулей) и
= 0,2 (для шахт из крупногабаритных охлаждаемых модулей) и![]() = 0,3 (для шахт традиционной конструкции, см. раздел 8, рис. 8.12).
= 0,3 (для шахт традиционной конструкции, см. раздел 8, рис. 8.12).
Тогда
![]()
Подставив полученное значение в (7.3), определим число циклов до образования сквозной трещины ![]() (рис. 7.4б).
(рис. 7.4б).
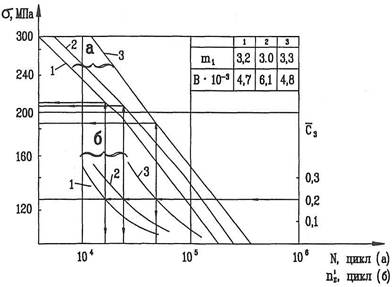
Рис. 7.4. Расчетные кривые усталости и параметры их уравнений для периода развития трещины от Ь = 10 мм для сталей В.ст.3.сп (1), 09Г2С (2), 16Г2АФ (3) при R= 0,3 (а), а также зависимость живучести п'ъ от формы блока, определяемой величиной Съ (б)
7.5. Статистический анализ развития разрушений кожуха шахты
Значение ![]() является медианным. Для получения ее вероятностной оценки возможно применение методов линеаризации или Монте-Карло [281, 282]. Однако для анализа факторов удобно преобразовать алгоритм (7.1) - (7.4) в полиномиальную модель вида:
является медианным. Для получения ее вероятностной оценки возможно применение методов линеаризации или Монте-Карло [281, 282]. Однако для анализа факторов удобно преобразовать алгоритм (7.1) - (7.4) в полиномиальную модель вида:
![]()
- кодированные
значения факторов, определяющих величину ![]() ;
;
b0, b1, b2, b3, b 4, b13, b23, b34 - коэффициенты, определяющие значимость факторов xj.
В результате расчетов ![]() при помощи (7.1) по условиям опытов дробного факторного эксперимента 24-1 получаем значимые коэффициенты модели (7.5)
при помощи (7.1) по условиям опытов дробного факторного эксперимента 24-1 получаем значимые коэффициенты модели (7.5)![]()
Видно, что наиболее значимо влияние действующих относительных напряжений цикла, которые, в основном, и определяют величину![]() .
.
Значимость других факторов существенно (более, чем в 5 раз) меньше. Это касается и размеров трещины. Поэтому некоторая условность их назначения не вносит существенной ошибки в оценку живучести.
Преобразовав модель (7.5) для натуральных значений факторов, на основании их дисперсий легко найти среднеквадратическое отклонение величины lgn^.. Как оказалось, достаточно учитывать лишь дисперсию размаха эквивалентных относительных напряжений ![]() :
:
![]()
Здесь множитель 3,13 представляет коэффициент b4 для натуральных значений, а величина 0,02 заменяет вклад остальных факторов в рассеяние живучести.
Дисперсию ![]() можно найти через коэффициент вариации величины
можно найти через коэффициент вариации величины ![]() :
:
![]()
Предположим, что распределение долговечностей на стадии развития трещины, как и на стадии ее зарождения, подчиняется логнормальному закону:
![]()
где up - квантиль нормированного нормального распределения. Окончательно функции распределения долговечностей на стадии живучести будут:
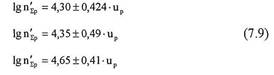 |
для стали В.ст.3сп
для стали 09Г2С
для стали 16Г2АФ
Зная коэффициенты вариации частоты циклов и величины К (υf =0,17, υк = 0.33), используя взаимосвязь между параметрами нормального и логнормально-го законов распределения, получаем распределение сроков службы элементов кожуха шахты доменной печи по критерию живучести:
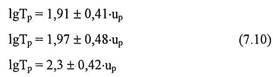 |
для стали В.ст.3сп
для стали 09Г2С
для стали 16Г2АФ
При увеличении средней величины ![]() функция распределения Т смещается в сторону меньших значений (рис. 7.5).
функция распределения Т смещается в сторону меньших значений (рис. 7.5).
Поскольку при формировании режима нагружения в рассеяние уровня ступеней вводилась составляющая вариации от расположения трещины по высоте шахты, а относительная длительность ступеней Ciλ связывалась не только со временем их действия, но и с общим относительным размером повреждений поверхности системы охлаждения, то вероятность Р (рис. 7.5) приобретает смысл относительного количества сквозных трещин в кожухе.
Например, если требуется оценить возможное количество сквозных трещин через 30 месяцев после начала эксплуатации печи, то определив вероятность Р = 0,15 (В.ст.3сп и 09Г2С) и Р = 0,03 (16Г2АФ) (рис. 7.5) по общему количеству отверстий в кожухе (поскольку рассмотрено именно такое расположение дефекта) путем перемножения получим искомую величину.
Для доменной печи объемом 1386 м3, шахта которой изготовлена из крупногабаритных охлаждаемых модулей, суммарное количество труб составляет 1620, а для такой же печи традиционной конструкции количество отверстий подчугунные холодильники составляет 3696. Тогда для доменной печи с новой конструкцией шахты необходимо произвести 342 (В.ст.3сп, 09Г2С) или 49 (16Г2АФ) ремонтных операций по заделке трещин. Для доменной печи традиционной конструкции (кожух - чугунный холодильник - огнеупорная кладка), у которой ![]() = 0,3 эти цифры составили бы 887 (В.ст.3сп), 1000 (09Г2С) и 296 (16Г2АФ). Таким образом, предлагаемая методика оценки функций распределения сроков службы позволяет планировать предполагаемые сроки и объем ремонтных работ.
= 0,3 эти цифры составили бы 887 (В.ст.3сп), 1000 (09Г2С) и 296 (16Г2АФ). Таким образом, предлагаемая методика оценки функций распределения сроков службы позволяет планировать предполагаемые сроки и объем ремонтных работ.
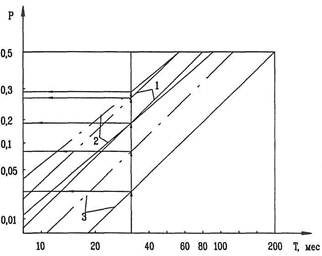
Рис. 7.5. Функции распределения сроков службы для кожухов из
сталей В.ст3.сп (1), 09Г2С (2) и 16Г2АФ (3) при величине ![]() =0,2 (сплошныелинии) и
=0,2 (сплошныелинии) и ![]() =0,3 (штрих-пуктир)
=0,3 (штрих-пуктир)
В данной методике не учтено постепенное восстановление работоспособности как элементов кожуха, так и элементов системы охлаждения, которое может происходить при текущих ремонтах. Этот факт отражается в более сложном определении величины ![]() и, как результат, в изменении величины
и, как результат, в изменении величины ![]() .
.
По результатам сравнения работоспособности материалов можно отметить, что кожухи из сталей В.ст.3сп и 09Г2С имеют практически одинаковые показатели надежности, а живучесть кожухов из стали 16Г2АФ почти в 2 раза дольше, чем кожухов из других сталей. Однако элементам конструкций из сталей 09Г2С и 16Г2АФ, находящихся в условиях длительного воздействия повышенных температур, свойственно тепловое охрупчивание, снижающее, как величину К1с до 23-47 МПа·м1/2 (09Г2С), 33-62 МПа·м1/2 (16Г2АФ), так и величину ψ до 0,3-0,4 [112]. В данной методике прогнозирования это выражается в снижении критической глубины трещины lс и в снижении располагаемой пластичности ![]() . Таким образом, кривая усталости для стали 09Г2С будет смещена в область меньших долговечностей, а скорость роста трещин для стали 16Г2АФ и стали В.ст.3сп сравняются, составив 1,2-10-6 м/цикл.
. Таким образом, кривая усталости для стали 09Г2С будет смещена в область меньших долговечностей, а скорость роста трещин для стали 16Г2АФ и стали В.ст.3сп сравняются, составив 1,2-10-6 м/цикл.
Кроме этого, в кожухах из низколегированных сталей, в результате их склонности к науглероживанию при тепловых нагрузках, образуется сетка поверхностных трещин, в то время, как в кожухах из стали В.ст.3сп признаков деградации структуры и свойств после длительной эксплуатации не обнаружено [286, с. 94].
Таким образом, даже сохраняя неизменным характер поведения конкретной трещины, в кожухах из низколегированных сталей возрастает объем ремонтных работ за счет увеличения источников разрушения. На срок службы кожуха решающее значение оказывает режим его циклической нагруженности, условия эксплуатации и характер исходных дефектов (размер, форма, местоположение). С учетом этих факторов необходимо подходить к выбору размеров кожуха и его материала.
7.6. Выводы
1. В решении проблемы надежности кожухов доменных агрегатов много внимания уделялось разработке новых марок сталей, которые показывают хорошие свойства при стандартных лабораторных испытаниях. Однако в процессе эксплуатации в конструкциях доменной печи (в частности, кожух) они не обеспечивают необходимой стойкости. Поэтому актуальной задачей является разработка оптимальной конструкции стенок печи, системы охлаждения, а также разработка методов обслуживания оборудования и контроля.
2. Произведена оценка живучести элементов кожуха шахты доменной печи с применением аппарата нелинейной механики разрушения в вероятностнойпостановке. Осуществлено сравнение периодов живучести кожухов шахты изразличных сталей для шахт из крупногабаритных охлаждаемых модулей и традиционной конструкции. Показано, что предполагаемый объем ремонтных работ
для доменных печей с новой конструкцией шахты в 3-5 раз ниже, чем для печей с шахтами традиционной конструкции.
3. Сталь с карбонитридным упрочнением электрошлакового переплава16Г2АФ обладает высоким и свойствами и имеет преимущества перед сталямиВ.ст.Зсп и 09Г2С. Однако, учитывая склонность этой стали к тепловому охрупчиванию, для доменных печей с тонкостенной шахтой, где период разгара футеровки сравнительно мал, целесообразнее кожух выполнять из стали В.ст.3сп как менее дорогостоящей и менее склонной к появлению поверхностных трещинразгара, что обеспечивает снижение ремонтных затрат.
4. Сформирована типовая последовательность нагрузок кожуха шахтыдоменной печи, позволяющая прогнозировать долговечность при циклическомнагружении как для зарождения трещин, так и для их роста. Она может использоваться при проектировании и в процессе эксплуатации, а также на стадии отработки прочности и ресурса для выбора оптимального материала элементов кожуха.
РАЗДЕЛ 8
ИЗГОТОВЛЕНИЕ И МОНТАЖ КРУПНОГАБАРИТНЫХ
ОХЛАЖДАЕМЫХ МОДУЛЕЙ НА ДОМЕННЫХ ПЕЧАХ,
ОЦЕНКА ЭФФЕКТИВНОСТИ ВНЕДРЕНИЯ ШАХТ НОВОЙ
КОНСТРУКЦИИ
Для внедрения на доменных печах крупногабаритных модулей разработана технология их изготовления и монтажа [287].
Общим для доменных печей различного объема является то обстоятельство, что охлаждаемая зона шахты изготавливается из нескольких крупногабаритных модулей, представляющих элемент кожуха шахты длиной, равной высоте охлаждаемой зоны. На кожухе монтируются трубы охлаждения, компенсаторы термического расширения, монтажные приспособления. В случае применения испарительного охлаждения в качестве элементов охлаждения используются трубы (Сталь 20) ø95x14 мм по ГОСТ 8732-78. При водяном охлаждении целесообразно применение труб ø70x16 или 76x16 мм по ГОСТ 8732-78.
Качество и свойства труб охлаждения, а также кожуха модулей должны удовлетворять требованиям соответствующих действующих стандартов или технических условий, которые подтверждаются наличием сертификата завода-изготовителя.
8.1. Изготовление и сборка металлоконструкций
Опыт работы доменных печей с применением крупногабаритных охлаждаемых модулей подтвердил целесообразность использования для их кожуха листовой стали (В.ст.3сп), т.к. эта марка стали менее склонна к науглероживанию и трещинообразованию под воздействием переменного температурного поля и циклической нагрузки. Так как кожух модулей представляет криволинейную равнобедренную трапецию, то важной операцией является обязательнаяпредварительная контрольная сборка кожухов всех модулей охлаждаемой зоны шахты. Эта операция позволяет проверить геометрические размеры кожуха и зафиксировать его форму путем установки стяжек.
Дальнейший монтаж на кожухе модуля труб охлаждения, компенсаторов термического расширения бетона и опалубки для бетонирования необходимо выполнять только при горизонтальном расположении кожуха (рис. 8.1.)
Отверстия в кожухе для вывода труб охлаждения необходимо выполнять сверлением с последующим их зенкованием с обеих сторон. В случае невозможности применения сверления, допускается изготовление отверстий с использованием полуавтоматической газопламенной резки с последующим райберовани-ем или зачисткой поверхности шлифовальной машинкой этих отверстий под заданный диаметр и зенкованием под сварной шов, с целью сведения к минимуму концентраторов напряжений в месте приварки труб охлаждения к кожуху.
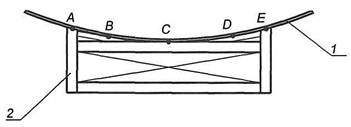
Рис. 8.1. Монтажное положение фрагмента кожуха
крупногабаритного модуля шахты доменной печи:
1 - фрагмент кожуха;
2 - подставка;
А, В, С, D, Е - зоны контакта кожуха с подставкой.
Разметка отверстий на кожухе выполняется с использованием шаблона, либо, предпочтительнее, по месту с применением уже изготовленных труб охлаждения.
Допустимое превышение диаметра отверстий над наружным диаметром труб охлаждения не должно превышать 5 мм.
Предельные отклонения установочных линейных размеров труб охлаждения должны соответствовать данным рис. 8.2.
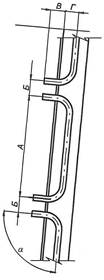
Рис. 8.2. Предельные отклонения установочных и
присоединительных размеров труб охлаждения в модуле
Размеры А Б В Г α
Предельное отклонение, мм ±5 ±2,5 ±5 ±1 ±1 °
Весьма ответственной операцией при изготовлении модулей является изгиб толстостенных труб в виде скоб. Нами установлено [140, 288, 289], что в процессе изгиба труб без их предварительного нагрева по технологии [278] на гидравлических трубогибах, разработанных автором и ОАО "Днепродомнаремонт", неизбежно образование разнотолщинности стенок: уменьшается толщина стенки на внешней части гиба и увеличивается на ее внутренней части. По нашим данным [288] превышение толщины стенки в сжатой зоне над ее толщиной в растянутой зоне может быть более чем в два раза. Это сопровождается увеличением напряжений в зонах изгиба труб на 10-15%, что вызывает образование макро- и микротрещин (рис. 8.3).
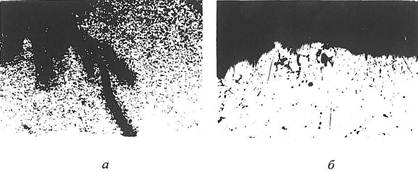
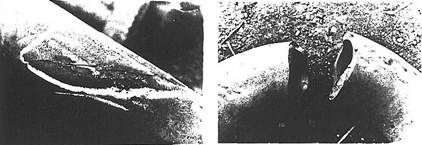
![]()
Рис. 8.3. Возможные виды разрушения толстостенных
труб при их холодном изгибе:
а - микротрещины на поверхности трубы, х50;
б - микротрещины, х100 микротрещины, х100;
в - образование макротрещин;
г - разрушение трубы.
Наличие многочисленных дефектов в поверхностном слое труб в местах гибов может стать причиной преждевременного разрушения трубы охлаждения при ее работе в конструкции крупногабаритного модуля в результате реализации микротрещин за счет напряжений, вызванных температурным градиентом по толщине стенки труб.
Специально выполненными исследованиями [140, 289] установлено, что изгиб толстостенных труб с предварительным их нагревом (550-680°С) сопровождается образованием однородной структуры стали с частичной релаксацией внутренних напряжений. Такая структура обеспечивает наилучшее сочетание механических и эксплуатационных свойств труб охлаждения в конструкции модуля. В случае применения холоднодеформируемого способа изготовления гнутых труб необходимо применять их рекристаллизационный отжиг в течение 1 часа при температуре 700°С. При этом также обеспечивается стабилизация по-лигонизированной структуры стали и улучшение эксплуатационных свойств труб охлаждения.

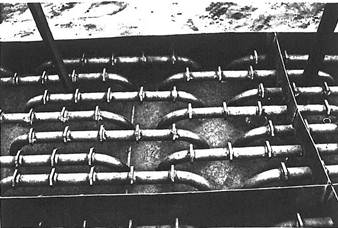
Рис. 8.4. Фрагменты крупногабаритного модуля
Анализ опытных данных свидетельствует, что высокая стойкость труб охлаждения в конструкции крупногабаритных модулей обеспечивается, если предельные отклонения радиуса их гиба не превышают ±5 мм, овальность 12% от наружного диаметра, а уменьшение толщины стенки трубы на внешней стороне гнутого участка - не более 30%.
После изготовления труб охлаждения и отверстий в кожухе для них, производится монтаж этих элементов по всей поверхности кожуха за исключением крайних рядов в местах стыка соседних панелей на шахте печи. Приварка труб к внутренней поверхности кожуха осуществляется с использованием шаблонов, обеспечивающих одинаковую удаленность труб от кожуха.
После монтажа труб на кожухе на трубы привариваются поперечные ребра из листа δ =10 мм (рис. 8.4), а на кожух - компенсаторы термического расширения бетона (лист 7-10 мм) согласно проекта и опалубка по периметру модуля для укладки бетона (лист δ = 3-5 мм).
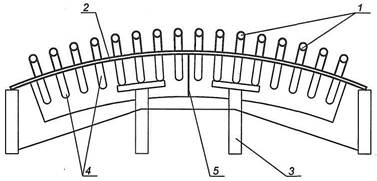
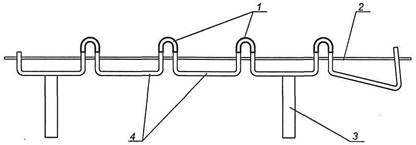
Рис. 8.5. Соединение труб охлаждения с внешней стороны кожуха модуля:
1 - соединительные патрубки (перемычки);
2 - кожух модуля;
3 - опора из деревянного бруса;
4 - трубы охлаждения;
5 - листы термошвов.
После окончания сборки металлоконструкций с внутренней стороны кожуха, кожух переворачивают на 180° и укладывают на опоры наружной поверхностью вверх (рис. 8.5). Выполняется приварка труб охлаждения к внешней поверхности кожуха и их повязка в конструкции модуля, схема которой зависит от применяемой системы охлаждения: пароиспарительная (рис. 8.6) или водяная (рис. 8.7).
Рис. 8.6. Вариант повязки труб охлаждения в конструкции
крупногабаритного модуля при пароиспарительном охлаждении шахты доменной печи:
1 - модуль;
2 - трубы охлаждения;
3 - перемычки (с внешней стороны кожуха модуля);
4 - подвод воды
5 - отвод пароводяной смеси.
Рис. 8.7. Вариант повязки труб охлаждения в конструкции
крупногабаритного модуля при водяном охлаждении шахты
доменной печи:
1 - модуль;
2 - оси труб охлаждения;
3 - перемычки (с внешней стороны кожуха);
4 - подвод воды;
5 - отвод воды.
8.2. Бетонирование модулей
При горизонтальном положении крупногабаритного модуля производится укладка термоизоляции на кожух, а также вдоль продольных и поперечных термокомпенсационных швов из листового асбеста или каолиновых матов. Укладка асбестового картона на поверхность кожуха осуществляется на шамотно-глинистом растворе (клеящая масса) с добавлением, в отдельных случаях, жидкого стекла (~10%). Допускается превышение диаметра отверстий в листах асбестового картона над наружным диаметром труб охлаждения не более 10 мм.
Асбестовый картон наклеивается на обе стороны термокомпенсационных швов на шамотно-глинистом растворе толщиной слоя согласно проекта.
Следующей операцией является бетонирование модуля (рис. 8.8). Бетонную смесь разработанного состава (см. раздел 5) подают в межтрубное пространство, уплотняют, используя глубинные вибраторы. Рабочая поверхность модулей выравнивается при помощи поверхностного вибратора. После бетонирования крупногабаритный модуль выстаивается не менее 7 суток, после чего модуль можно подавать на монтаж.
8.3. Контроль качества изготовления модулей
Контроль за качеством работ осуществляется на всех этапах изготовления модулей и подразделяется на: входной контроль; производственный контроль и приемо-сдаточные испытания.
Входной контроль предусматривает проверку соответствия материалов (труб, кожуха и т.д.) проекту.
Производственный контроль предусматривает визуальный осмотр изготовленных металлоконструкций крупногабаритных модулей, а также контроль размеров элементов конструкций согласно операционным картам освоенного технологического процесса. Например, эллипсность труб в местах изгиба проверяется путем пропускания через трубу шара диаметром 0,85 внутреннего диаметра трубы. Соблюдение габаритных размеров труб оценивается по шаблону.
Изогнутые в виде скоб толстостенные трубы подвергаются выборочному контролю с применением макро- и микроструктурного анализа и γ-графии в следующей последовательности: 2 трубы из первого десятка труб, а затем по 1 - из каждой партии труб в 200 шт.
Все 100% труб подвергаются ультразвуковому контролю.
Приемо-сдаточные испытания выполняются перед бетонированием путем наполнения системы труб модуля водой под давлением 1,5 от рабочего (но не ниже 0,9 МПа) в течение 10 мин (t воды = +5...+40°С). Затем давление воды снижается до рабочего, все трубы подвергаются внешнему механическому воздействию путем простукивания массой 0,5 кг, после чего осматриваются. В ходе испытаний не допускается снижение давления воды в системе и "запотевание" труб.
Качество укладки асбестового картона или каолиновых матов на кожух и термокомпенсационные швы модуля проверяются визуально.
8.4. Особенности монтажа крупногабаритных
охлаждаемых модулей на доменной печи
При сооружении новой доменной печи ее шахта монтируется из ранее изготовленных крупногабаритных модулей. При этом подъем и установка модулей осуществляется имеющимися грузоподъемными средствами (рис. 8.9).
Рис. 8.9. Фрагмент монтажа крупногабаритного охлаждаемого
модуля (ЦП № 4 меткомбината им. Ильича)
В случае капитального ремонта печи, предусматривающего применение крупногабаритных модулей в шахте, их монтаж производится путем поэтапного удаления частей кожуха шахты и установки на их место изготовленных модулей. При этом крупногабаритный модуль вводится в печь через опорное кольцо колошника с использованием существующей на печи монтажной тележки (рис. 8.10). Ее грузоподъемностью и диаметром опорного кольца определяются предельные размеры и масса крупногабаритных модулей, и, следовательно, их количество для конкретной печи. На практике масса модуля не превышает 45 т.
Для предохранения бетонного покрытия модулей при их подъеме и монтаже от возможных ударов и т.д. целесообразна установка на модулях страховочных устройств из швеллеров (рис. 8.11), которые демонтируются после монтажа.
После последовательной установки по периметру шахты модулей, выполняется сварка их стыков, монтаж дополнительных труб охлаждения в месте стыков модулей (рис. 8.12), укладка термоизоляции (асбест) на кожухе, а затем приступают к бетонированию стыков модулей.
При бетонировании вертикальных стыков (в случае применения СИО) используется наращиваемая опалубка, расположенная в зоне стыка параллельно кожуху модуля (рис. 8.13). Межтрубное пространство в зоне стыка заполняется бетоном с применением глубинных вибраторов.
При бетонировании горизонтальных стыков (водяное охлаждение шахты) целесообразно использовать опалубку, располагаемую наклонно по отношению к образующим кожуха (рис. 8.14).
Сушка бетона в зонах стыков модулей осуществляется естественным способом при атмосферных условиях, а перед задувкой печи целесообразно обеспечивать режим сушки с подъемом температуры не более 50°С в час.
Приведенные данные об опыте проектирования, технологии изготовления и монтажа крупногабаритных модулей на доменных печах могут быть использованы при строительстве новых доменных печей или их ремонте и реконструкции с заменой шахт.
В настоящее время эксплуатируются 13 доменных печей, в т.ч. две - в России и одна в КНР (таблица 8.1).
Выполнены рабочие проекты новой конструкции шахты для доменных печей № 2 завода им. К.И. Петровского, № 8 металлургического комбината «Кри-ворожсталь» и № 1 Таныпанского металлургического комбината (КНР).
На ряде доменных печей в ходе ремонтных работ в шахте вместо плитовых чугунных холодильников применены устройства, являющиеся как бы фрагментом крупногабаритных модулей. Например, на ДП № 10 Днепровского меткомбината до 25% холодильников шахты заменены на толстостенные трубы, вмонтированные в стенку шахты в виде скоб. На ДП № 5 Енакиевского метзавода вместо вышедших из строя 34 чугунных холодильников также установлено 48 труб-скоб и др.
Накопленный опыт эксплуатации доменных печей, шахты которых оборудованы крупногабаритными охлаждаемыми модулями, позволяет дать ориентировочную технико-экономическую оценку внедрения этого принципиально нового технического решения.
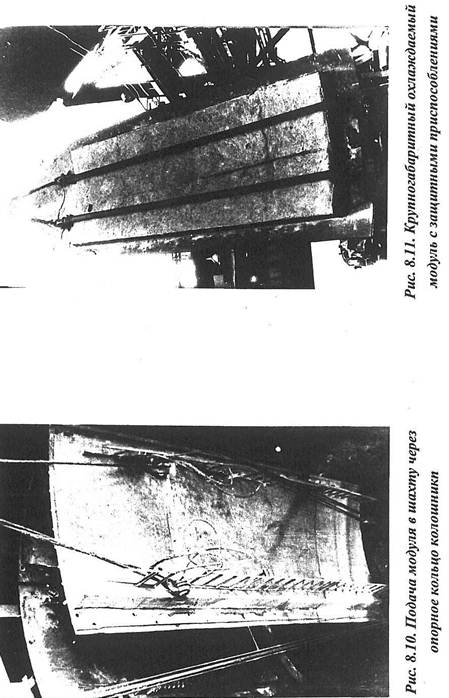
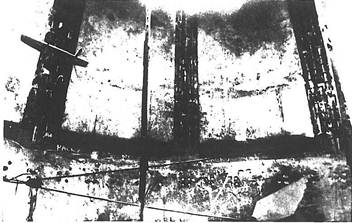
Рис. 8.12. Вид модулей после монтажа в шахте со стороны рабочего
пространства печи
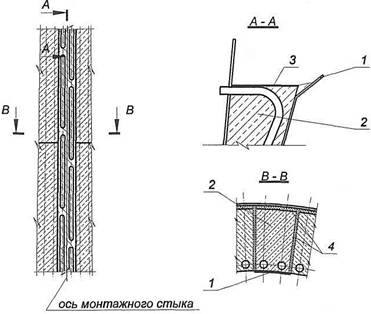
Рис. 8.13. Схема бетонирования вертикальных стыков
крупногабаритных модулей в шахте доменной печи:
1 - металлический лист (ст.3; δ=3-5 мм);
2 - бетон стыка;
3 - металлический каркас модуля;
4 - асбестовый картон.
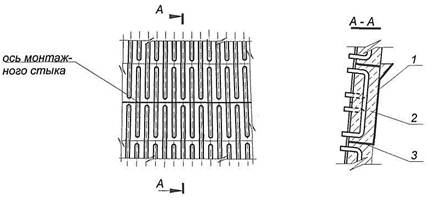
Рис. 8.14. Схема бетонирования горизонтальных стыков
крупногабаритных модулей в шахте доменной печи:
1 - металлический лист;
2 - бетон стыка;
3 - пруток для крепления опалубки.
Таблица 8.1
Доменные печи, шахты которых оборудованы крупногабаритными
охлаждаемыми модулями
8.5. Сроки службы шахты доменных печей
Анализ этого показателя целесообразно выполнить для печей с шахтами новой конструкции, кампании которых уже завершились. К ним относятся наиболее крупные из оборудованных модулями доменные печи № 4 и № 5 Мариупольского меткомбината им. Ильича.
Доменная печь № 4 впервые в мире была оборудована (1986 г.) крупногабаритными охлаждаемыми модулями по всей охлаждаемой зоне шахты. Особенностью явилось наличие над модулями ряда чугунных холодильников с выступом, выполняющим роль опоры для огнеупорной кладки неохлаждаемой зоны шахты. Шахта этой печи была смонтирована из 8 модулей. В каждом модуле 20 вертикальных контуров по 6 рядов труб охлаждения. Общее количество труб охлаждения в шахте с учетом труб на стыках модулей составило 986 штук.
Печь была пущена в эксплуатацию после капитального ремонта II разряда 1 июля 1986 года и остановлена на следующий ремонт 17 ноября 1991 года. Таким образом, общая продолжительность кампании составила 64,5 месяцев. Это наилучший показатель за весь предыдущей период работы ДП № 4. Средняя продолжительность кампании для нее составляла 48 месяцев.
По состоянию охлаждаемой зоны шахты (т.е. крупногабаритных модулей) печь могла бы эксплуатироваться еще достаточно длительное время. Однако аварийное состояние неохлаждаемой зоны шахты явилось причиной досрочной остановки ДП № 4 на капремонт II разряда. Примерно за год до остановки печи большинство чугунных холодильников опорного ряда вышли из строя и были отключены, что привело к разрушению их крепления к кожуху и обрыву холодильников в печь. Лишенная опоры футеровка неохлаждаемой зоны шахты обрушилась на участке, превышающем половину ее периметра. Это вызвало местный перегрев кожуха и, несмотря на наружный полив, его деформацию с образованием трещин. Деформации кожуха были столь значительны (до 0,5 м между выпуклостями и впадинами), что возникла опасность нарушения горизонтального уровня опорного фланца колошника. Печь была остановлена на ремонт.
Однако даже неполная кампания ДП № 4 с новой конструкцией шахты свидетельствует о работоспособности и преимуществах этого технического решения.
На рис. 8.15 приведены данные о динамике выхода из строя охлаждаемых элементов (скоб) крупногабаритных модулей шахты ДП № 4 за весь период эксплуатации и трубок чугунных холодильников шахты в предыдущей кампании. Видно, что отключение чугунных холодильников началось уже на первом, а ускоренный выход их из строя - на четвертом году работы печи.
Во время кампании печи с новой конструкцией шахты (крупногабаритные модули) отключение труб охлаждения практически началось на четвертом, а ускоренный их выход из строя - на шестом году работы.
Обращает внимание тот факт, что за 4,5 года эксплуатации (с июля 1986 г. по 1990 г. включительно) в целом по шахте вышло из строя лишь 34 трубы охлаждения (3,45% от общего их числа). Причем преимущественно выходили из строя трубы верхней половины крупногабаритных модулей (табл. 8.2), что свидетельствует о более сильном абразивном воздействии на них движущейся шихты, чем на трубы нижних горизонтов, покрытых гарнисажем (см. раздел 6).
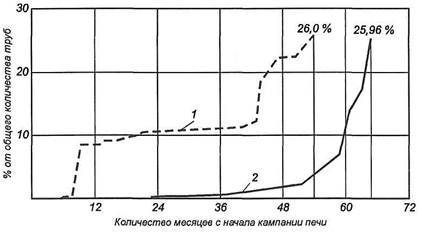
Рис. 8.15. Динамика выхода из строя охлаждаемых элементов
шахт ДП№ 4 меткомбината им. Ильича:
1 - кампания с чугунными холодильниками;
2 - кампания с крупногабаритными охлаждаемыми модулями.
Таблица 8.2
Динамика выхода из строя труб охлаждения
по высоте модулей шахты ДП № 4
Анализируя работу ДП № 4 в 1990г., следует отметить целый ряд факторов, отрицательно влияющих на стойкость модулей в шахте. Прежде всего, это большая частота и длительность работы печи на тихом ходу из-за нарушений графика поставки шихтовых материалов в цех. Особо негативно сказывались частые переключения охлаждения шахты с системы испарительного охлаждения на водяное и обратно, падение давления воды в системе при водяном охлаждении шахты и др. Все это создавало тяжелые условия эксплуатации крупногабаритных модулей шахты. Вместе с тем, выход из строя труб охлаждения был минимальным, что подтверждает высокую надежность этой новой конструкции.
Таким образом, по всем сравниваемым показателям: общей продолжительности эксплуатации, доле вышедших из строя элементов охлаждения за всюкампанию печи и динамике их отключения новая конструкция шахты превосходит традиционную.
Этот вывод подтверждается также результатами, полученными на ДП №5 меткомбината им. Ильича. Печь была оборудована крупногабаритными охлаждаемыми модулями в 1988 г. в период капитального ремонта II разряда. Впервые модули охватывали всю высоту охлаждаемой зоны шахты и имели в верхней части опорный охлаждаемый выступ для поддержания огнеупорной футеровки неохлаждаемой зоны шахты.
Общая высота модулей составляла 12 м, суммарное количество труб охлаждения в шахте - 1386.
Печь задули 13 июля 1988 г., а остановили на капремонт 29 января 1992 г. (т.е. длительность кампании составила 42,5 месяцев). Средняя продолжительность кампании этой печи при использовании в шахте чугунных холодильников составляла не более 34 месяцев. Таким образом, применение на ДП № 5 охлаждаемых модулей позволило увеличить стойкость шахты и соответственно межремонтный период.
На рис. 8.16 представлена динамика выхода из строя трубок чугунных холодильников (кампания 1982-1985 г.г.) и скоб крупногабаритных модулей (кампания 1988-1992 г.г.). В период с 1985 по 1988 г.г. в шахте применялись в качестве эксперимента холодильные плиты из стальных толстостенных труб и бетона (см. раздел 1).
Анализ данных рис. 8.16 показывает, что во время последней кампании ДП № 5 с применением в шахте чугунных холодильников отключение их трубок началось уже через 8 месяцев после задувки печи и происходило относительно регулярно вплоть до остановки печи на капремонт. Всего к концу кампании (2 года 10 месяцев) было отключено 24% трубок чугунных холодильников.
При работе печи с новой конструкцией шахты первые отключения труб охлаждения модулей начались через 17-18 месяцев после задувки. Через ~ 3 года эксплуатации печи в результате неоднократных аварийных ситуаций, связанных с нарушением подачи хладоагента на шахту, выход из строя труб охлаждениямодулей увеличился и достиг 48,1%. Однако даже в этой ситуации шахта печи сохраняла свою герметичность и работоспособность.
Еще более наглядно преимущества новой конструкции шахты демонстрируются опытом работы ДП № 11 Днепровского меткомбината. С момента задувки (ноябрь 1988 г.) до настоящего времени (т.е. более 11 лет), надежная работа печи обеспечивается шахтой, изготовленной из крупногабаритных охлаждаемых модулей. Это дает основание утверждать, что при соблюдении технологии изготовления и монтажа крупногабаритных модулей на печи, а также эксплуатации печей с шахтами новой конструкции длительность межремонтных периодов можно повысить до 10-12 и более лет, т.е. в 2-3 раза больше, чем при традиционной конструкции.
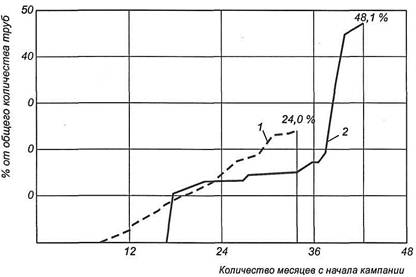
Рис. 8.16. Динамика выхода из строя охлаждаемых элементов
ДП № 5 меткомбината им. Ильича:
1 - кампания с чугунными холодильниками;
2 - кампания с крупногабаритными охлаждаемыми модулями.
8.6. Сравнение показателей работы доменных печей с традиционной
и новой конструкцией шахт
Вопросам оценки характера изменения показателей доменной плавки при применении в шахтах холодильных устройств нового типа посвящен ряд исследований [237, 239, 277,]. Главным их результатом является вывод о том, что показатели работы доменных печей с шахтами традиционной и новой конструкций сопоставимы. То есть, не наблюдалось существенных изменений в ходе доменной печи, ее тепловом балансе и, следовательно, технико-экономических показателях плавки. Для подтверждения сказанного, ниже приведены технологические показатели по доменным печам № 4 и № 5 Мариупольского метком-бината им. Ильича в период их кампаний с шахтами традиционной и новой конструкции [288].
На рис. 8.17 представлены показатели среднесуточного производства печей в период их кампаний с крупногабаритными модулями и с использованием в шахте традиционных чугунных холодильников. Обращает внимание сходство характера изменения этого показателя по обеим печам: более высокие уровни выплавки чугуна в первые после задувки печей месяцы работы при применении в шахтах крупногабаритных модулей, а также более равномерная выплавка чугуна в первую половину кампаний, затем наоборот - более неравномерное производство и снижение этого показателя к концу кампаний.
Улучшение показателей при производстве чугуна в первой половине кампаний печей с новой конструкцией шахты можно объяснить несколько большим ее объемом при тонкостенных крупногабаритных модулях. В случае же применения шахты традиционной конструкции ее объем меньше за счет толщины стен. Однако по мере разгара огнеупорной кладки шахты, ее объем увеличивается, а производство повышается. Примерно через 1-1,5 года работы показатели производства печей с разными конструкциями шахт отличаются незначительно.
Следовательно, с точки зрения производительности, печи с тонкостенными шахтами (что обеспечивается применением крупногабаритных модулей) имеют преимущество перед печами с традиционной конструкцией шахт в начальный период работы после задувки. В дальнейшем, в результате разгара кладки шахт традиционной конструкции, профили печей приобретают одни и те же размеры и указанное выше преимущество нивелируется. В целом же замена в шахте чугунных холодильников на крупногабаритные модули по данным рис. 8.17 сопровождается повышенной суточной производительностью на 1,5-2%.
Сходным образом изменялся и удельный расход кокса (рис. 8.18): вначале на печах с крупногабаритными модулями потребление кокса более равномерное и заметно ниже (на 1-3%), чем в кампаниях с применением чугунных холодильников.
Это подтверждают данные об изменении величины простоев (рис. 8.19) и тихих ходов (рис. 8.20) в процентах от общего времени работы печей: повышение этих показателей, что характерно для второй половины кампаний ДП № 4 и ДП № 5 с шахтами новой конструкции, не могло не сказаться на производительности и удельном расходе кокса. Однако эти показатели свидетельствуют о преимуществах доменных печей, шахты которых изготовлены из крупногабаритных модулей. Величина простоев печей по причине восстановительных ремонтов шахты снижается на 20-70% (см. рис. 8.19), а тихих ходов - на 25-60% (см. рис. 8.20).
Таким образом, если учесть, что кампании доменных печей с охлаждаемыми модулями в шахтах заканчивались в исключительно неблагоприятных условиях, когда влияние внешних факторов на работу печей превалировало, то можно констатировать преимущества работы печей с новой конструкцией шахты. Они находят выражение не только в увеличении длительности межремонтного периода (см. 8.5), но и в улучшении основных технологических показателей.
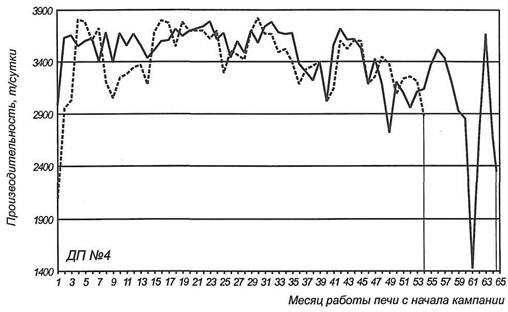
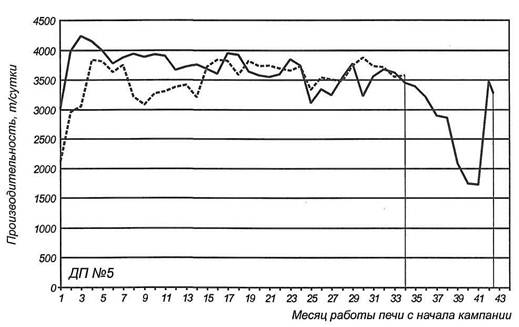
Рис. 8.17. Изменение среднесуточной производительности
доменных печей Мариупольского меткомбината им. Ильича:
---- - кампания с применением в шахтах чугунных холодильников;
— - кампания с крупногабаритными модулями.
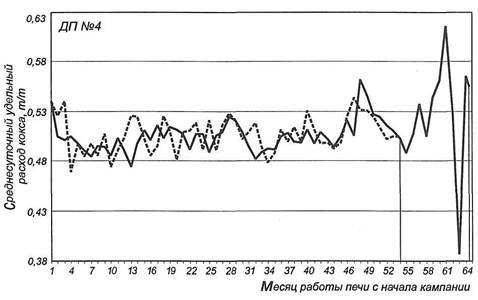
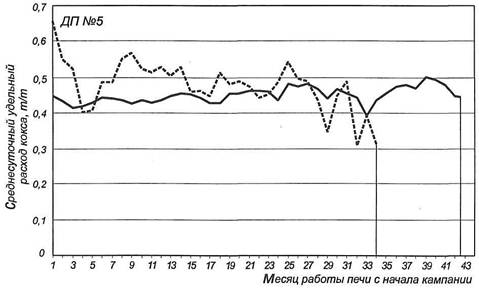
Рис. 8.18. Изменение среднесуточного удельного расхода кокса:
---- - кампания с применением в шахтах чугунных холодильников;
— - кампания с крупногабаритными модулями.
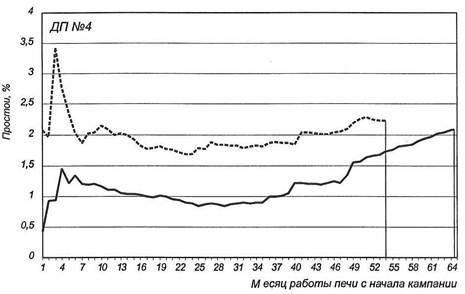
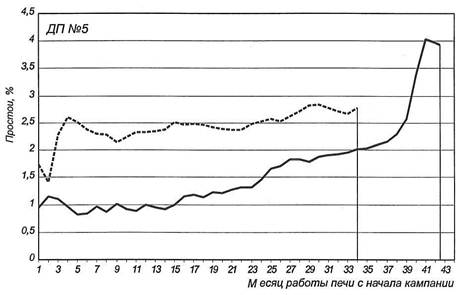
Рис. 8.19. Изменение суммарной величины простоев по печам:
---- - кампания с применением в шахтах чугунных холодильников;
— - кампания с крупногабаритными модулями.
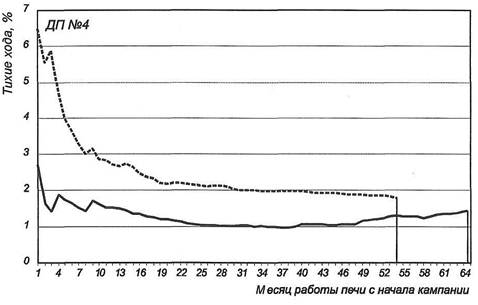
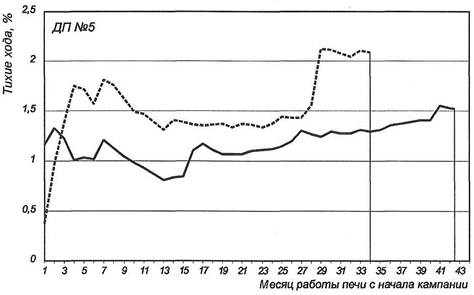
Рис. 8.20. Показатели по "тихим ходам" доменных печей:
--- - кампания с применением в шахтах чугунных холодильников;
— - кампания с крупногабаритными модулями.
8.7. Материалоемкость и затраты на изготовление
шахт новой конструкции
В таблицах 8.3 и 8.4 представлены данные о расходе основных материалов (металлоконструкций и огнеупоров) при изготовлении шахт традиционного типа и из крупногабаритных охлаждаемых модулей. Видно, что внедрение предложенной нами конструкции шахты обеспечивает снижение затрат металла в:
Полезный объем печи, м3 1033 1386 1719 2002 2300
Количество раз 7,4 11,7 7,5 10,3 10,1
Это обстоятельство имеет особо важное значение в настоящее время, когда из-за роста цен на энергоресурсы стремительно увеличиваются цены на материалы, в т.ч. огнеупорные. Как следует из таблиц 8.3 и 8.4, внедрение новой конструкции шахты позволяет полностью исключить расход дорогостоящего огнеупорного кирпича в охлаждаемой зоне, что в целом по шахте обеспечит его экономию на 70-80%. Отпадает также необходимость в углеродистой массе. Замена огнеупорного кирпича и углеродистой массы на бетон, хотя и требует расходы на это (приложение А), однако за счет существенной экономии металла, уменьшения трудозатрат и длительности ремонта достигается высокая эффективность от внедрения шахт новой конструкции (табл. 8.5).
Таблица 8.3
Проектный расход материалов на изготовление охлаждаемой зоны
шахты традиционной конструкции для доменных печей разного объема1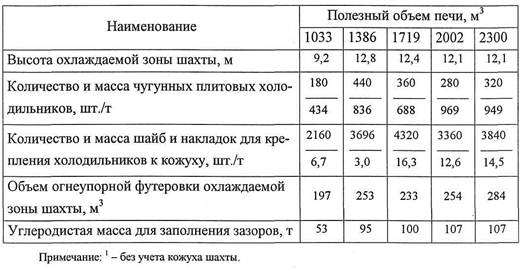
Трудозатраты на изготовление охлаждаемой зоны шахты снижаются в 5-8 раз, продолжительность ремонтов II разряда по данным меткомбината им. Ильича - до 30%, а трудозатраты - до 40% (приложение Б).
Таблица 8.4
Проектный расход материалов на изготовление охлаждаемой зоны
шахты из крупногабаритных модулей1
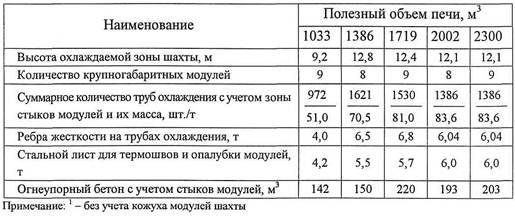
Таблица 8.5
Сравнение затрат на изготовление охлаждаемой зоны шахты
традиционной конструкции и из крупногабаритных модулей1

8.8. Выводы
1. Результаты теоретических и экспериментальных исследований, конструкторских и инженерных решений автора положены в основу технологии изготовления крупногабаритных охлаждаемых модулей для шахт доменных печейразличного полезного объема, предложен способ монтажа модулей на доменныхпечах в период их капитальных ремонтов I и II разрядов.
2. Повышение эксплуатационной надежности труб охлаждения в конструкции крупногабаритных модулей шахт доменных печей позволяет увеличитьих кампанию до 11 лет и более.
3. Металлоемкость шахт, изготовленных из модулей, снижается в 7-12раз в сравнении с шахтами традиционной конструкции, а расход огнеупорногокирпича - на 70-80%.
4. В результате снижения на 20-70% времени простоев по причине восстановительных ремонтов шахт, производительность печей повышается на 1,5-2% при снижении удельного расхода кокса на 1-3%.
5. Снижение металлоемкости и материалоемкости шахт новой конструкции при одновременном уменьшении продолжительности ремонтов на 30-40% и трудозатрат на 40% позволяют сократить затраты на ремонт шахты в 5-8 раз.
выводы
1. На основании обобщения опыта и анализа существующих технических решений установлено, что кампании и технико-экономические показатели работы доменных печей в значительной степени определяются стойкостью шахт, традиционная конструкция которых (кожух - чугунный холодильник - огнеупорная футеровка) не обеспечивает надежной работы в связи с прогрессирующим после задувки печи износом огнеупоров.
Попытки увеличить толщину футеровки или применить в шахтах доменных печей более качественные огнеупоры малоперспективны, поскольку сопряжены со значительными капитальными затратами, увеличением длительности капре-монтов, в то время, как срок службы шахт практически не возрастает.
Сравнительно быстрый износ футеровки шахт (в течение 0,5-1,0 года) после задувки печей сопровождается значительным ростом тепловых нагрузок на чугунные холодильники, что является причиной их преждевременного выхода из строя и последующего отключения от охлаждения. Это отрицательно сказывается на стойкости кожухов шахт, в результате чего длительность межремонтных периодов в работе печей сокращается до 3-5 лет и менее, что вызывает необходимость в проведении внеочередных капитальных ремонтов за кампанию печи.
Стремление повысить межремонтный период в работе печей за счет увеличения толщины кожуха или применения более качественных марок сталей для его изготовления также не обеспечивает надежной работы агрегата.
В связи с изложенным, актуальными являются исследования путей повышения стойкости шахт, разработка их конструкций, обеспечивающих снижение материалоемкости, затрат на изготовление и монтаж в ходе нового строительства или капитальных ремонтов доменных печей.
Альтернативным и весьма перспективным направлением решения этой важной проблемы является разработка принципиально новой конструкции шахт, изготавливаемых из крупногабаритных тонкостенных охлаждаемых модулей, представляющих собой часть кожуха охлаждаемой зоны шахты с стальными трубами, расположенными на нем в виде экрана, пространство между которыми заполнено жаропрочным бетоном.
2. Впервые выполнен комплекс термопрочностых расчетов и экспериментальных исследований по определению величин деформаций и напряжений вкожухе и бетоне, армированном толстостенными трубами охлаждения. На основании комплексной оценки НДС элементов стенки кожуха разработаны рекомендации, позволяющие при проектировании задавать необходимый уровень нагруженности кожуха путем изменения толщины бетона и (или) введением в неготермокомпенсационных швов.
3. Показано, что применение в конструкции модулей труб длиной 1,5-1,6 мсопровождается уменьшением на 20-30% (в сравнении с традиционной конструкцией шахт) количества технологических отверстий в кожухе охлаждаемой зоны шахты, являющихся концентраторами напряжений и источниками трещинообразований в нем. Это обеспечивает повышение герметичности кожуха, и, следовательно, его стойкости, надежности в процессе эксплуатации.
Герметичность и стойкость шахт доменных печей может еще быть повышена при дальнейшем уменьшении количества отверстий в кожухе путем применения труб охлаждения большей длины (2 м и более). Однако при этом требуются специальные технические решения по компенсации термического удлинения труб: дополнительный их изгиб в серединном сечении или установка компенсирующих патрубков на одном из выводов труб через кожух модулей.
Расчетным путем проанализированы эти возможные усовершенствования. Показано, что с позиций обеспечения высокой жесткости труб охлаждения по отношению к воздействиям движущейся шихты и снижения их напряженного состояния, предпочтительным является изгиб труб в срединной части с углом до 8° в плоскости трубы.
4. На основе разработанного расчетного метода оценки температурных полей в стенке крупногабаритных модулей определено рациональное расстояниемежду трубами охлаждения (200-250 мм), установлены рациональные отношения длин и вылета труб, при которых обеспечивается нагрев кожуха шахты не более 60°С в случае применения как водяного, так и испарительного охлаждения. Теоретически обосновано и разработано техническое решение по узлу стыковки тонкостенных модулей с футеровкой неохлаждаемой зоны шахты. Доказана принципиальная возможность изготовления и установки по всей высоте охлаждаемой зоны шахты модулей, экранированных трубами охлаждения, пространство между которыми заполнено жаропрочным бетоном, взамен традиционно существующей многослойной конструкции стенки шахты (огнеупорный кирпич, компенсационный зазор, плитовой чугунный холодильник, монтажный зазор, кожух).
5. На основании теоретической оценки термонапряженного состояния стенок шахты доменной печи и экспериментальных исследований напряжений вкожухе сформирована типовая последовательность нагрузок, при помощи которой осуществлено прогнозирование периода живучести и получены функциираспределения сроков службы элементов кожуха шахты. Полученные результаты позволяют планировать сроки и объем ремонтных работ по поддержаниюгерметичности кожуха.
6. Выполнен комплекс исследований по определению вида и свойств бетонов, пригодных для заполнения межтрубного пространства крупногабаритныхохлаждаемых модулей. Разработан состав жаропрочного бетона на основе высокоглиноземистого шамота (60%), карбида кремния (25%) и высокоглиноземистого цемента (15%), характеризующегося постоянством объема, высокой прочностью (до 45 МПа) и повышенной теплопроводностью (2,4 Вт/(м·К)).
7. На основании обобщения данных об условиях формирования гарнисажа ис использованием разработанного метода оценки динамики его роста на тонкостенном охлаждаемом бетонном модуле установлено, что гарнисажное покрытие в шахте новой конструкции формируется в первые сутки работы печи после ее задувки. При непрерывной подаче хладоагента (воды, пароводяной смеси) в трубы охлаждения обеспечиваются условия удержания гарнисажа на рабочей поверхности модулей, что стабилизирует теплообмен в стенке шахты.
8. Предложена технология изготовления крупногабаритных охлаждаемых модулей и их монтажа на доменных печах. Впервые в мировой практике осуществлено проектирование для 16 и промышленное внедрение на 13 доменных печах Украины, ближнего и дальнего зарубежья новой конструкции шахт с использованием результатов теоретических и экспериментальных исследований автора диссертации. Опыт эксплуатации этих печей свидетельствует о высокой эффективности выполненных разработок и конструкторских решений: длительность кампаний печей с новой конструкцией шахт возрастает до 11 и более лет, металлоемкость шахт снижается в 7-12 раз, а расход огнеупорного кирпича на 70-80%. В результате снижения на 20-70% времени простоев по причине восстановительных ремонтов шахт, увеличивается производительность доменных печей на 1,5-2% при снижении удельного расхода кокса на 1-3%.
Снижение металло- и материалоемкости шахт новой конструкции при одновременном уменьшении продолжительности ремонтов на 30-40% и трудозатрат на 40% позволяют сократить затраты на ремонт в 5-8 раз.
Полученные результаты дают автору основание считать, что решена одна из важных проблем металлургии - увеличение кампании доменных печей.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Бень Т.Г., Майорченко В.Н., Плевако B.C. Экономика доменного производства. -М.: Металлургия, 1983. -136 с.
2. К вопросу о материалах для кожухов доменных печей / В.Н.Гейченко, А.Е.Любин, В.А.Сацкий и др. // Металлургическая и горнорудная промышленность. -1984. -№3.-С.4-5.
3. Сорокин Л.А. Работа конструкций доменных печей. -М.: Металлургия, 1976.-352с.
4. Азархин A.M., Пац В.Б. Влияние кривизны поверхности на напряжения от локального нагревав кожухе доменной печи//Сталь. -1974. -№2. -С. 108-109.
5. Kanetsuna Т., Akimoto E. Saito S. New blast furnace revamping technology // Ironand Steel Engineer.-1990. -C.6.-C.32-37.
6. Сталь для кожухов доменных печей / Е.К.Потемкин, В.П.Харчевников, Д.А.Литвиненкоидр.//Сталь.-1990.-№6.-С.76-80.
7. Морита И., Токимаса К. Прогноз длительности службы кожуха доменной печи//Тэцутохаганэ.-Т.72(1986).-№2.-С.210-217.
8. Математико-статистический анализ показателей службы шахт доменных печей/Ю.А.Каменецкий, В.В.Конвисар, Г.В.Гусева, Н.В.Питак// Огнеупоры.-1977.-№6.-С.23-27.
9. Совершенствование технологии доменной плавки с целью уменьшения отрицательного влияния щелочей и цинка / О.Ф.Корякова, В.В.Щепанский, А.Б.Парцевский и др.//Черная металлургия.-1980.-№15.-С. 13-32.
10. Исследования причин износа кладки и системы охлаждения доменной печи №4 объемом 2000 м3 ОХМК / М.В.Рогов, С.К.Сибагатуллин, Г.М.Гуляев идр. //Черная металлургия. -1990. -№2. -С. 53-54.
11. Гладштейн Л .И. Статистическая зависимость свойств строительной стали отвеличины зерна // Металловедение и термическая обработка металлов.-
1975.-№2.-С.16-22.
12. Сталь с карбонитридным упрочнением электрошлакового переплава длякрупногабаритных сосудов давления / Н.П.Мельников, Л.И.Гладштейн, Л.Г.Гавриленкои др.// Сталь.- 1982.-№12.-С.65-69.
13. К расчету кожуха доменной печи на малоцикловую усталость / А.П.Махов,
А.П.Лобцов, В.А.Сергеев, А.И.Бобинов // Известия вузов. Черная металлургия. -1980. -№6.- С. 133-136.
14. Служба огнеупоров и системы охлаждения в доменных печах / Г.Я.Рутковский, Б.И.Левитанский, А.Д.Юпко//Огнеупоры. -1971. -№8. -С.4-15.
15. О службе огнеупоров в шахте доменной печи / Н.В.Питак, Е.А.Гиньяр, Б.И.Левитанский и др. //Огнеупоры. -1968. -№7. -С. 7-11.
16. Жембус М.Д., Ровенский М.И. Некоторые особенности поведения цианидов в доменной печи и их влияние на износ огнеупорной кладки // Металлургическая и горнорудная промышленность. -1971. -№4. - С.9-11.
17. Кениг Г., Вайдермюллер X., Пицко Г. Износ футеровки стен доменной печи //Черные металлы. -1971.-№2. - С. 13-21.
18. Петере К.Х., Фательпот Г.Б., Вильмс Э. Результаты эксплуатации доменной печи на заводе в Швельгерне после реконструкции // Черные металлы. -1983.-№22.-С.18-23.
19. Larr I., Callenfels I.E., Stokman R. Blast furnace refractories and cooling systems -the Hoogovens solution// Steel Times.- Vol.215 (1987). -№10. -P.488-490.
20. Савелов Н.И. Увеличение длительности кампании доменных печей за рубежом / Ин-т "Черметинформация": Обзорная информация. Сер. Подготовка сырьевых материалов к металлургическому переделу и производство чугуна.-Вып.2.-М.: Ин-т "Черметинформация", 1992.-26 с.
21. Исследование температурных условий эксплуатации футеровки шахты доменной печи / В.Я.Толстая, В.А.Шатлов, Н.В.Питак и др. // Интенсификация процессов доменной плавки и освоение печей большого объема. - М.: Металлургия, 1981. -Ж7.-С.75-82.
22. Тепловая работа системы охлаждения доменных печей / Е.Е.Гаврилов, А.В.Бородулин, В.В.Канев и др. / Ин-т "Черметинформация": Обзорная информация. Сер. Подготовка сырьевых материалов к металлургическому переделу и производство чугуна. - Вып.З. - М.: Ин-т "Черметинформация", 1988.-26с.
23. Latest development in cooling and refractories of European blast furnaces / M.Busteaux, W.Krofft, I.Larr et al. // Steel times. - Vol.215 (1983). -№10. -P.492,496.
24. О причинах ускоренного износа кладки и холодильников доменных печей
ММК / Н.Л.Жило, Р.Ф.Першина, А.А.Белова и др. // Сталь. - 1977. - №4. -С.300-304.
25. Исследование свойств огнеупоров в шахтах доменных печей Магнитогорского металлургического комбинта/ В.Я.Толстая, Л.И.Карякин, Н.В.Питак и др.//Металлургия и коксохимия.-Вып.75.-К.: Техника, 1982.-С. 107-112.
26. Исследование шамотных огнеупоров после службы в доменных печах / Н.В.Питак, Р.С.Шуляк, Б.Н.Старшинов и др. // Производство специальныхогнеупоров.-1976. -№3.-С.90-115.
27. Стойкость кладки шахт доменных печей и пути ее повышения / В.Я.Толстая, Б.Н.Старшинов, Н.В.Питак и др.//Сталь.-1980.-№1.-С.11-14.
28. Higuchi S. Life of large blast furnaces // Ironmaking Proceedings. -Vol.37 (1978).-P.492-505.
29. Федорук P.M., Питак Н.В., Савина Л.К. Новые огнеупоры для доменных печей // Труды Международной научно-технической конференции "Состояниеи перспективы развития аглодоменного производства Украины". -Мариуполь: Б.и.,1997.-С.58-59.
30. Smith S., Hargy C.W. Refractory selection and engineering for Redcar 14 m blastfurnace//Ironmaking Steelmaking.-Vol.8 (1981).-№4.-P. 154-158.
31. Illuminati D. Vecohiola G. Amgelini G. Modern trends in blast furnace design atNuova Italsider // European Ironmaking Congress. September 14-17, 1986.Aachen.-VoU.I/2,-P.l-32.
32. Питак Н.В. Основные причины износа огнеупоров в шахте доменной печи ипути повышения их стойкости //Огнеупоры.-1980. -№4.-С41 -45.
33. Производство плотных изделий для шахт доменных печей / В.А. Сажин, М.И. Колесник, И.П. Давыдов и др. // Огнеупоры. -1968. -№7.- С.7-11.
34. Увеличение продолжительности службы шахт доменных печей / СВ. Коршиков, Н.С. Поляков, А.А. Столяр и др. //Металлург. -1995 -№10.-С.21.
35. Особенности износа холодильников верха доменной печи / М.Д. Жембус, А.И. Яценко, Н.И. Репина и др.//Металлургия и коксохимия.-Вып. 8 8.-К.:Техника, 1985. -С.90-92.
36. Андоньев СМ., Филипьев О.В., Кудинов Г.А. Охлаждение доменных печей.-М.: Металлургия, 1972.-368 с.
37. Кудинов Г.А. Охлаждение современных доменных печей. - М.: Металлургия, 1988.-254 с.
38. Совершенствование конструкции и технологии изготовления холодильников доменных печей на КМК / Д.С.Полянский, Г.М.Тиманов, СВ.Коршикови др. // Ин-т "Черметинформация": Обзорная информация. Сер. Подготовкасырьевых материалов к металлургическому переделу и производство чугуна.-Вып.2.-М.:Ин-т"Черметинформация",1990.-С9-17.
39. Шепетовский Э.А., Гаврилов Е.Е., Иванча Н.Г. Технологическое обоснование конструктивных решений модернизации комплекса доменной печи // Ин-т "Черметинформация": Обзорная информация. Сер. Подготовка сырьевых материалов к металлургическому переделу и производство чугуна. -Вып.4. -М.: Ин-т "Черметинформация", 1991.-С.ЗЗ.
40. Состояние системы охлаждения и футеровки доменной печи после выплавки 27 млн. т чугуна / Е.Е.Гаврилов, Ю.И.Бургутин, Б.Ф.Мардер и др. // Металлург.-1986.-№4.-С.12-16.
41. Стойкость шахт доменных печей / В.А.Улахович, В.И.Солодков, В.А.Шатлов и др.// Сталь.-1983. -№8.-С34-38.
42. Бовкун К.А., Котов К.И., Жак А.И. Служба огнеупорной футеровкидоменной печи // Металлургия и коксохимия. - Вып.38. - К.: Техника,1974.-С73-83.
43. Работа доменной печи с тонкостенной шахтой / М.С.Кудояров, Б.Н.Жеребин, Н.В.Крепышевидр.//Сталь.-1967.-№3.-С.200-203.
44. О причинахнизкой стойкости шахт / В.Г.Некрасов, И.А.Копырин, А.Н.Чернятинидр.// Сталь.-1977. -Ж7.-С.605-611.
45. Задувка доменной печи с низким расходом кокса / В.А.Улахович, В.И.Солодков, В.И.Нетронини др. //Металлург.-1978. -№5. -С. 14-17.
46. Повышение стойкости кладки доменных печей / Б.И.Ашпин, В.Г.Пыжов, В.Р.Пешков и др.//Черная металлургия.-1977.-№22.-С.38-40.
47. Совершенствование технологии доменной плавки на печи объемом 2700 м3 Череповецкого металлургического завода / В.А.Улахович, В.И.Солодков, АЛ.Котови др.// Сталь.- 1978.-№6.-С.492-497.
48. Работа системы охлаждения верха доменной печи/ Е.Е.Гаврилов, В.Л.Покрышкин, В.В.Канаев и др. // Вопросы производства чугуна в доменныхпечах.-М.: Металлургия, 1984.-С.43-46.
49. Совершенствование системы охлаждения доменной печи объемом 5000 м3 /А.В.Бородулин, М.Д.Жембус, В.В.Канаев и др. // Металлургическая и горнорудная промышленность. -1980. -№3. -С. 28-30.
50. Weidenmeller H., Hille H., Bellaire R. Blast furnace cooling system // Iron andSteelEngineer.-1986.-№4.-P.48-57.
51. Hamilios A., Peroo H., Bekaert R. Blast furnace practice with stave coolers and
rotating chute for burden distribution at Sidmar // Ironmaking & Steelmaking. -Vol.6(1979).-№6.-P.58-61.
52. Keran C.L., Brown R. World report on silicon carbide blast furnace refractories -1987//IronandSteelEngineer.-1987.-№12.-P.35-43.
53. Flamion D., Delar J. Mosser F. Controle des phenomenes de circulation desalcalines dans les hauts fourneaux de Sollac Patural // Revue de Metallurgie. CIT. -1984.-№.6.-P.467-471.
54. Высоцки Г., Винцер Д. Промежуточный режим двух доменных печей // Черныеметаллы. -1984.-№21.-С.3-5.
55. Burteaux M. Les plagues de refroidissement ou stave coolers Usinor // Revue deMetallurgie.CiT.-1983.-№.8.-P.641-647.
56. Tijhuis G.J., Bleijendaal N.G. BF Cooling and Refractory Technology // SteelTimes Int.-1995. -№2.-P.26-27.
57. Оценка влияния некоторых факторов на тепловые потери с водой, охлаждающей шахту доменной печи / В.Е.Левченко, П.Г.Васильев, Н.Е.Алпаев и др.//Известия вузов. Черная металлургия. -1985.-№9.-С.39-48.
58. Баранов А.А. Фазовые превращения и термоциклирование металлов. - Киев.:Наукова думка, 1974.-232 с.
59. Рост чугуна и стали при термоциклировании металлов / А.А.Баранов, К.П.Бунин, Э.Д. Глебова, М.И. Притоманова. - Киев.: Наукова думка, 1967.-140с.
60. Бобро Ю.Г. Жаростойкие и ростоустойчивые чугуны. - М.:Машгиз,1960.-170с.
61. Баранов А.А. Образование пористости при аустенизации графитизированных железных сплавов // Известия АН СССР. ОТН. Металлургия и топливо. -1962.-№5.-С.96-101.
62. Бунин К.П., Малиночка Я.Н., Таран Ю.Н. Основы металлографии чугуна. -
М.: Металлургия, 1969.-416 с.
63. Гиршович Н.Г. Кристаллизация и свойства чугуна в отливках. - М.: Машиностроение, 1966.-563 с.
64. Тавадзе Ф.Н., Байрамашвили И.А. Рост серого чугуна // Литейное производство.-1956.-№11.-С. 15-18.
65. Высоцки X., Пюкофф У., Кистер Г. Влияние газопроницаемости на доменный процесс и срок службы доменной печи // Черные металлы. - 1980. -№15.-С.8-12.
66. Зайцев Ю.С., Филипьев О.В. Новые технические решения в охлаждениишахт доменных печей.-Харьков: Основа, 1992-226 с.
67. Чеченев В.А. Пути совершенствования конструкций шахт доменных печей /Теория и практика металлургии. -1997. -№4,- С.52-55.
68. Мюльнер П, Энкер Б. Расчет допустимой тепловой нагрузки на плитовые холодильники доменных печей // Черные металлы. -1983.- №4. - С.21 -25.
69. Коробов И.И. О работе огнеупорной футеровки стен доменной печи // Металлургияикоксохимия.-Вып.43. -К.: Техника, 1975.-С.99-105.
70. Александров Н.Н., Клочнев Н.И. Технология получения и свойства жаростойких чугунов. - М.: Машиностроение, 1964. -171 с.
71. Ященко СБ., Туманов А.И., Савчук Н.А. Доменное производство Японии / Ин-т "Черметинформация": Обзорная информация. Сер. Подготовка сырьевых материалов к металлургическому переделу и производство чугуна. -Вып.2.-М.: Ин-т "Черметинформация", 1988.-С.28.
72. Петере К.Х., Кройтцер Г.В., Люнген Г.Р. Развитие доменного производства /Черная металлургия. -1987. -№6.- С.31-40.
73. Wakelin D.H., Navanati K.S., Spirko E.J. Stave and intensified plate-cooled blastfurnaces at LTV Steel//Iron and Steel Engineer.-1991. -№12. -P.40-47.
74. Peter.H, Hastmeet H., Kurt R. Hochofenpaurer kuhlung – BaulicheAustuhrungundkosteuvonKuhlsystemen//StahlundEisen.-Bd.l06(1986).-№5.-P.49-54.
75. Совершенствование конструкций и оборудования доменных печей за рубежом / Р.М.Жак, С.Б.Ященко, И.Д.Кондрыкинская и др. // Ин-т "Черметинформация": Обзорная информация. Сер. Подготовка сырьевыхматериалов к металлургическому переделу и производство чугуна. -Вып.4. -М.: Ин-т "Черметинформация", 1988.-47 с.
76. Справочник металлурга по цветным металлам. - Т. 1 / Под ред. Н.Н.Мурача. -М.: Металлургиздат, 1953.-1154 с.
77. Справочник металлиста. - Т.2 / Под ред. А.Г.Рахштадта и В.А.Брострема. -М.: Машиностроение, 1976.-717 с.
78. Смитлз К.Д. Металлы. -М.: Металлургия, 1980. -447с.
79. Заявка №36310 Япония, МКИ С 21 В 7/10. Холодильник доменной печи испособ его изготовления / Фуруя Дзюнити; Кавасаки сэйтецу к.к. - Заявл.02.06.89.-Опубл. 11.01.91.
80. Operation methods and improve blast furnace cooling and lining techniques forprolongation of campaign life / Y.Ishihawa, T. Yamamoto, Y.Abe et al. // EuropeanIronmaking Congress. September 14-17,1986. Aachen. -Vol.3. V/2.-P30.
81. Тонкостенная конструкция шахты доменной печи / Т.Ямамото, С.Мидзуно, С.Мацукуро и др. //Тэцутохаганэ. -Т.72 (1986). -№12. -С.922.
82. Hille H. Copper stave cooling system for blast furnace walls // Metallurgy Plant andTechnology. -1992. -№4. -P.38-40.
83. Heinrich P., Bachofen H.-J., Kowalski W. Copper blast furnace staves develpedfor multiple campaigns // Iron and Steel Engineer. -1992. -№2. -P.49-55.
84. Холодильные плиты из стальных толстостенных труб для шахт доменных
печей/А.И.Толочко, Л.Д.Куцыковичи др.//Сталь.-1986.-№6.-С. 106-110.
85. Повышение технического уровня доменного производства на комбинате им.Ильича / С.Т.Плискановский, Е.А.Царицын, И.М.Пефтиев и др. // Сталь. -1987.-№2.-С.4-7.
86. Плискановский С.Т. Совершенствование системы охлаждения доменных печей: Экспресс-информация. -М.: Черная металлургия, 1990. -8 с.
87. Изготовление шахты доменной печи из крупногабаритных панелей /В.А.Чеченев, В.В.Лякишев, М.Ч.Каминский и др. // Металлург. - 1990. -№6.-С32.
88. Патент UA№ 143 36 Украины, MKH4F 27 D 1/08. Способ изготовления шахтыдоменной печи / Ю.П.Горлов, С.Т.Плискановский, В.А.Чеченев и др. -Опубл.25.04.97, Бюл.№2.
89. Опыт применения крупногабаритных охлаждаемых модулей на доменных
печах/ С.Т.Плискановский, Е.А.Царицын, В.А.Чеченев и др. // Сталь. - 1987. -№2.-С.9-13.
90. Чеченев В.А. Совершенствование конструкций элементов системы охлаждения шахт доменных печей. - Днепропетровск: Системные технологии,1998.-41 с.
91. А.с. №1370413 СССР, МКИ4F 27 D 1/08. Способ изготовления шахты доменной печи/Ю.П.Горлов, С.Т.Плискановский, В.А.Чеченев и др. -Опубл. 1988,Бюл. №4.
92. Опыт применения крупногабаритных охлаждаемых модулей на доменных печах /С.Т.Плискановский, И.М.Царицьш, В.С.Терещенко, В.АЛеченев // Сборник трудов III Международного конгресса доменщиков "Современный опыт и перспективы доменного производства". -Новокузнецк: Б.и., 1995. -С.62.
93. Большаков В.И. Теория и практика загрузки доменных печей - М.: Металлургия, 1990.-256 с.
94. Инструкция по футеровке и сушке доменных печей и их вспомогательных
устройств. -М.: Черметинформация, 1986.-192 с.
95. Яценко Е.А., Слободянюк С.А. Задача теории ползучести о взаимодействиипредварительно напряженной арматуры и бетона при их полном сцеплении //Строительная механика и расчет сооружений. -1987. - №2. -С.44-48.
96. Слободянюк С.А. Взаимодействие предварительно напряженной арматуры сбетоном и расчет однослойных стеновых панелей методами строительноймеханики: Автореферат дисс. канд. техн. наук. -Днепропетровск: ДИСИ,1988.-16С.
97. Руководство по расчету стальных конструкций доменных печей большого
объема/ЦНИИпроектстальконструкция им.Мельникова.-М., 1975.-251 с.
98. Исследование термопрочности и термоусталости элементов кожухов доменных печей, работающих в экстремальных условиях: Заключительный отчет поНИР / ВНИИмехчермет. - 12.4-С-78-82-ТП; № ГР 01.82.4057036; Инв. №0285.0004298. -Б.м., 1984. -187 с.
99. Исследование работы кожуха доменной печи, совершенствование методикирасчета кожуха, внедрение прогрессивных конструктивных решений и специальных сталей: Заключительный отчет по НИР / ВНИИмехчермет. - 12.4-К-65-85;№ГР01.85.0067861;Инв.№0287.0013936.-Б.м.,1986.-160с.
100. Лехницкий С.Г. Теория упругости анизотропного тела. - М.:Наука,1977.-416с.
101. Филин А.П. Прикладная механика твердого деформируемого тела. - М.:Наука, 1978.-Т.2.-616с.
102. Кузьменко В.И. О вариационном подходе к теории контактных задач для нелинейно-упругих слоистых тел // Прикладная математика и механика. - Т.43(1979).-Вып.5.-С.893-901.
103. Кузьменко В.И., Чернецкий С.А. К решению задач нелинейного программирования, возникающих при численном исследовании контактного взаимодействия деформируемых тел // Устойчивость и прочность элементов конструкций.-Днепропетровск: Б.и., 1980.-С.10-17.
104. Разработка и совершенствование методики расчета термонапряженного состояния кожуха и кладки футерованных элементов доменного комплекса:Заключительный отчет по НИР / ДХТИ. - 10850827; № ГР 01.85.0046662. -Днепропетровск, 1986.-50с.
105. Исследование действительной работы и разработка рекомендаций по совершенствованию конструкций шахт доменных печей из крупногабаритных охлаждаемых панелей со стальными толстостенными трубами и жаростойкимбетоном: Заключительный отчет по НИР / ГПИ Днепропроектстальконструкция.-4759;№ГР02.90.0147523.-Днепропетровск,1989.-65 с.
106. Расчеты на прочность, устойчивость и колебания в условиях высоких температур / Н.И.Безухов, В.Л.Бажанов, И.И.Гольденблат и др. - М.: Машиностроение, 1965.-561 с.
107. Прочность. Устойчивость. Колебания: Справочник: В 3 т. / Под ред. И. А.Биргера иЯ.Г.Пановко. -М.: Машиностроение, 1968. -Т. 1. -734 с.
108. А.с. №717525 СССР. Устройство для измерения деформаций /
И.Б.Вмедирин, А.Е.Любин, С.М.Родовидр.-Опубл. 1980,Бюл.№7.
109. Грацилев В.М., Любин А.Е., Миллер В.Я. Реконструкция, ремонт и техническая эксплуатация стальных конструкций доменной печи. - М.: Металлургия, 1984.-128 с.
110. Кремер Г.-Д., Зелигмюллер Г.Т. Физико-теоретические основы охлаждения доменных печей//Черныеметаллы.-1976.-№4.-С.7-14.
111. Грудев И.Д., Востров В.К., Галыбин А.Н. Трещинообразование в кожухах
доменных печей и воздухонагревателей от локального нагрева// Строительная механика и расчет сооружений. -1982. -№1. -С. 13-18.
112. Трещинообразование в кожухах доменных печей / В.К.Востров, Е.М.Баско, В.М.Горицкий, Г.П.Кандаков // Строительная механика и расчет сооружений.-1987.-№9.-С. 16-18.
113. Расчеты на прочность, устойчивость и колебания в условиях высоких температур / Н.И.Безухов, В.Л.Бажанов, И.И.Гольденблат и др. - М.: Машиностроение, 1965.-568 с.
114. Карпов В.В., Петров В.В., Филатов В.Н. Расчет гибких пологих оболочек присовместном действии поперечной нагрузки и температурного поля с учетомизменения механических свойств материалов при нагревании // Механика деформируемых сред. - Вып.З. - Саратов: Изд-во Саратовского университета,1977.-С.104-112.
115. Гурьянов Н.Г., Коноплев Ю.Г. Экспериментальное исследование прочностицилиндрических оболочек при локальных силовых воздействиях // Материалы VI конференции по теории оболочек и пластин. - М.: Наука,1966.-С.361-366.
116. Андреев Л.В., Лопатенко А.П., Ободан Н.И. Устойчивость ортотропных цилиндрических оболочек при локальном внешнем давлении // Гидромеханикаитеория упругости. -Вып.33. -Днепропетровск: ДГУ, 1985. -С. 52-59.
117. Лебедев А.Г. Устойчивость цилиндрической оболочки при внешнем давлении и неравномерном нагреве // Проблемы прочности. - 1981. -№9.-С.53-55.
118. Нерубайло Б.В., Смирнов B.C. Напряжения в круговой цилиндрической оболочке при локальном распределении температуры // Труды Уфимского авиационного института. -Вып. 32 (1971). -С.69-76.
119. Нерубайло Б.В. Локальные задачи прочности цилиндрических оболочек. -М.: Машиностроение, 1983.-248 с.
120. Служба контроля за состоянием кожуха доменной печи объемом 5000 м3 /
Ю.И.Бургутин, В.Л.Дубенчук, Э.А.Милеевский, Г.П.Кандаков // Сталь. -1977.-№9.-С.790-791.
121. Тарасов И.Б. Упруго-пластическое напряженное состояние цилиндрическойоболочки при местном воздействии стационарного температурного поля совместно с внутренним давлением // Труды Московского инженерно-строительного института. -Вып. 100 (1972). -С.35-38.
122. Современные численные методы решения обыкновенных дифференциальных уравнений/Под ред. Дж.Холлаи Дж.Уатта. -М.: Мир, 1979. -312 с.
123. Андреев Л.В., Заварыкин Л.Г., Ободан Н.И. Нелинейное деформирование
цилиндрической панели при осевом сжатии // Прикладная механика. -1981.-№3.-С.81-85.
124. Огибалов П.М., Грибанов В.Ф. Термоустойчивость пластин и оболочек. -М.:Изд-воМГУ,1968.-520с.
125. Шмит, Богнер, Фокс. Расчет конструкций при конечных прогибах с использованием дискретных элементов пластин и оболочек // Ракетная техника икосмонавтика.-1968.-№5.-С.17-29.
126. Петерсон Р. Коэффициенты концентрации напряжений. - М.:Мир, 1977.-304с.
127. Григолкж Э.Н., Филыптинский Л.А. Перфорированные пластины и оболочки.-М.: Наука, 1970.-556 с.
128. Цилиндрические оболочки, ослабленные отверстиями / А.Н.Гузь,
И.С.Чернышенко, В.Н.Чехов и др. -К.: Наукова думка, 1974.-271 с.
129. Гузь А.Н., Луговой П.З., Шульга Н.А. Конические оболочки, ослабленныеотверстиями. -К.: Наукова думка, 1976. -162 с.
130. Исследования по теории тонких оболочек с отверстиями (обзор) / А.Н.Гузь, И.С.Чернышенко, В.Н.Чехов и др. // Прикладная механика. - 1979. -№11.-С.З-37.
131. Работнов Ю.Н. Ползучесть элементов конструкций.-М.:Наука,1966.-752с.
132. Филин А.П. Прикладная механика твердого деформируемого тела. - М.:Наука, 1978.-Т. 1.-832 с.
133. Лепин Г.Ф. Ползучесть металлов и критерии жаропрочности. - М.: Металлургия, 1976. -344 с.
134. Стасенко И.В. Установившаяся ползучесть тонкостенной криволинейнойтрубы // Расчеты на прочность. - Вып.25. - М.: Машиностроение, 1984.-С.140-148.
135. Ященко Е.А. Методы расчета железобетонных конструкций на длительные
воздействия с учетом ползучести бетона: Автореферат дисс. д-ра техн. наук.- М.: Всесоюзный заочный инженерно-строительныйинститут, 1989.-22с.
136. Чеченев В.А. Особливості виготовлення шахт доменних печей з великогабаритних охолоджувальних модулів // Bicтi Академії інженерних наукУкраїни(збірник наукових статей). Спеціальний випуск.-1988.-С.49-54.
137. Пакет прикладных программ для автоматизированного проектирования железобетонных конструкций надземных и подземных сооружений в промышленном и гражданском строительстве (ППП АПЖБК) / А.С.Городецкий, B.C.Здоренко,А.В.Горбовецидр.-К.:НИИАССГосстроя УССР,1978.-56с.
138. Исследование работы и оптимизация конструкций холодильных плит шахт
доменных печей из стальных толстостенных труб: Заключительный отчет по НИР / ВНИИмехчермет. - 12.4-П-89-86; № ГР 01.86.0044842. -Б.м.,1988.-92с.
139. Обоснование рациональных параметров труб системы охлаждения шахты доменной печи и разработка рекомендаций по конструкции узла ввода: Заключительный отчет по НИР 3.7-3-А-237-89 / ВНИИмехчермет. - № ГР028.90.063388.-Б.м., 1989.-41 с.
140. Исследование качества металлических охлаждающих устройств и причин ихразрушения в процессе эксплуатации доменных печей: Заключительный отчет по НИР/ДМетИ.-Х103010002. -Днепропетровск, 1992. -47 с.
141. Сопротивление материалов / Г.С.Писаренко, В.А.Агарев, А.Л.Квитка и др. -К.: Техника, 1967.-792 с.
142. Расчеты на прочность в машиностроении. -Т.2 /Под ред. С.Д.Пономарева. -
М.:Машгиз,1958.-974с.
143. Прочность, устойчивость, колебания: Справочник: В 3 т. / Под ред. И. А.Биргера иЯ.Г.Пановко. -М.: Машиностроение, 1968. -Т.2. -464 с.
144. Термопрочность деталей машин / Под ред. И.А.Биргера, Б.Ф.Шорра. - М.:
Машиностроение, 1975.-455 с.
145. Мэнсон С. Температурные напряжения и малоцикловая усталость. - М.: Машиностроение, 1974.-344 с.
146. Иванова B.C., Терентьев В.Ф. Природа усталости металлов. - М.: Металлургия, 1975.-455 с.
147. Термическая усталость материалов в условиях неоднородного термонапря
женного состояния / Г.Н.Третьяченко, Л.В.Кравчук, Р.И.Куриат и др. - К.:Наукова думка, 1985.-280 с.
148. Нахолов В.А. Надежность гибов труб для теплоэнергетических установок. -М.: Энергоатомиздат, 1983. -184 с.
149. Москвитин В.В. Циклические нагружения элементов конструкций. - М.:Наука, 1981.-344с.
150. Исследование напряженно-деформированного состояния элементов конструкции шахты ДП-11 металлургического комбината им.Дзержинского: Заключительный отчет по НИР / ВНИИмехчермет. - 3.7-3-С-386-88. -Б.м., 1988.-23 с.
151. Сооружение промышленных печей: Справочник монтажника / Под ред. И.А.Шишкова.-М.: Стройиздат, 1978.-413 с.
152. Чеченев В.А. К вопросу о рациональных параметрах труб охлаждения в конструкции крупногабаритных модулей шахт доменных печей (Сообщение 1) // Теория ипрактикаметаллургии. -1998. -№1. -С.56-58.
153. Чеченев В.А. Вибір конструктивних параметрів великогабаритних охолод
жувальних модулів // Bicтi академії інженерних наук України (збірник нау
кових статей). Спеціальний випуск. -1998. -С. 39-48.
154. Upper Shaft limiting repair technique extends campaign life at Kashima Works /
K.Sato, S.Hara, Y.KajiwaraJ.Kamiya//Steel Times.- 1987.-№12.-P.625-626.
155. Чеченев В .А. К вопросу о рациональных параметрах труб охлаждения в конструкции крупногабаритных модулей шахт доменных печей (Сообщение 2) // Теория ипрактикаметаллургии. -1998. -№1. -С.59-60.
156. Чеченев В.А. К вопросу о рациональных параметрах труб охлаждения в
конструкции крупногабаритных модулей шахт доменных печей (Сообщение 3) // Теория и практика металлургии. - 1998. - №2. - С.55-57.
157. Киселев В.А. Строительная механика. -М.: Стройиздат, 1976. -511 с.
158. Greenshield T. ,Whitely P. G. Refractories for blast furnaces //Refractories Journal.-Vol.46 (1970).-№7.-P.21-31.
159. Горох А.В., Русанов Л.А. Петрографический анализ процессов в металлургии. -М.: Металлургия, 1973. -286 с.
160. Овчаренко Н.Л. Неполадки хода доменных печей. - М.: Металлургия,1972.-190с.
161. Abraham K.P., Staffanson L. J. Problem of the alkali in the blast furnace // Scand. J.Metall.-1975.-№4.-P.5-7.
162. Орловский Я.А. Огнеупоры для доменных печей большого объема // Б.м.:
Черметинформация, 1971.-Сер. 11.-№4.-12 с.
163. Ефименко Г.Г., Гиммельфарб А.А., Левченко В.Е. Металлургия чугуна. -К.: Вища школа, 1988.-350 с.
164. Готлиб А.Д. Доменный процесс.-М.: Металлургия, 1966.-503с.
165. Why Refractories Wear // Iron Age Metalwork. Internot. - Vol.6 (1967). -№2.-P.32.
166. Современные огнеупорные материалы для футеровки нагревательных печей/ С.Р.Замятин, К.В.Воробьев, Р.А.Старцев и др. // Огнеупоры. - 1990. -№10.-С.37-41.
167. О.Хироси, Х.Такаси//Тайкабуцу.-1968.-№20.-Р.533-537.
168. Prevention of refractory attack in controlled atmosphere furnaces // lnd Head. -
1975.-№4.-P.72-73.
169. Служба огнеупоров в шахте доменной печи объемом 2700 м3 / В.Я.Толстая, Б.И.Старшинов и др. //Огнеупоры. -1977. -№4. -С.18-26.
170. Горох А.В., Галемин И.М. О сажистом углероде в огнеупорах доменных печей //Огнеупоры. -1964. - №9. -С. 394-3 99.
171. Любан П.Б. Анализ явлений доменного процесса. - М.: Металлургиздат,1955.-471 с.
172. Горох А.В., Галемин И.М. О разрушении огнеупоров в шахте доменной печи//Огнеупоры.-1968. -№4.-С.35-36.
173. Brooks S.H. Lining wear-out in blast furnace // Refractories Journal. - Vol.44(1968).-№27.-P.18-27.
174. Питак Н.В., Старшинов Б.Н. Огнеупоры для современных доменных печей //Огнеупоры.-1982.-№5.-С.1-8.
175. Белянкин Д.С, Иванов Б.В. Химико-минерлогические изменения шамота в
процессе его службы в доменной печи // Исследование доменного процесса. -М.:Изд-воАНСССР,1957.-С.196-202.
176. Жихаревич С.А., Гетман И.А., Козырева Л.А. Технология плотных объемопостоянных высокоглиноземистых изделий для кладки доменных печей // Огнеупоры. -1958. -№9. -С.385-395.
177. Жихаревич С.А., Гиньяр Е.А., Козырева Л.А. Причины износа и технологические разработки по повышению качества огнеупоров доменного производства // Сборник научных трудов УкрНИИО. - Вып.7. - Б.м.: Металлургия,1968.-С.5-34.
178. Карякин Л.И. Петрография огнеупоров. -М: Металлургиздат, 1962. -114 с. Snow Q.W. Factors of the refractory lining resistance of the blast furnace//Amer. Cer.Soc.Bull.- Vol.48 (1969).-№ll.-P.1042-1047.
179. HavranekP.H. Influence of the alkali on the blastfurnace refractory// Trans. J. Brit.Cer.Soc.-Vol.77 (1978).-№3.-P.92-97.
181. Антонов С.А., Питак Н.В., Жукова 3.Д. Влияние золы и других факторов наразрушение алюмосиликатных огнеупоров футеровки реакторов сажевогопроизводства // Сб. науч. тр. УкрНИИО. - Вып. 15. - Б.м.: Металлургия,1971.-С.181.
182. Koenich J. Wear and tear of the blast furnace wall refractory lining // Stahl undEisen.-1971.-№3.-P.63-70.
183. Огнеупоры для футеровки доменных печей и воздухонагревателей. - Сер. 10.-Б.м.:ЦНИИЭТЧМ,1965.-Ингр.6.
184. MaffatJohn. Usingoftheclayrefractoryintheblastfurnace // BrickandClayRec.-Vol.155 (1969).-№5.-P.38-39.
185. Огнеупоры и футеровки / Пер. с яп. И.С.Кацнарского. - М.: Металлургия,1976.-415с.
186. Питак Н.В., Федорук P.M., Шуляк Р.С. Повышение качества огнеупоров дляфутеровки доменных печей//Огнеупоры. -1976. -№8. -С.20.
187. Питак Н.В., Федорук P.M., Хмеленко Т.П. Высокоплотные каолиновые огнеупоры//Огнеупоры.-1978.-№1.-С.8-14.
188. Koenich J. Progress of the refractory application in the ferrous metallurgy //Refractories Journal.-Vol.48(1973).-№2.-P.5-8.
189. Соловушкова Г.Э. Состояние дел и тенденции развития и использования углеродсодержащих и бескислородных огнеупоров, применяемых в чернойметаллургии//Огнеупоры.-1991.-№4.-С.35-37.
190. Livley E. Unshaped refractories // Refractories Journal. - Vol.52 (1977). -№3.-P.3-19.
191. Сорокин И.Н., Фрейденберг А.С. Крюков Н.М. Торкретирование футеровкидоменных печей и агрегатов доменного комплекса на ММК // Сталь. -1973. -№6.-С.497-498.
192. Фрейденберг А.С, Сорокин И.Н. Торкретирование купола и шахты доменнойпечи// Огнеупоры.-1969. -№7. -С. 7-9.
193. Заявка №60-46975 Японии, МКИ С 04 В 35/66. Мокрая смесь для торкретирования/Я.Инамура.-Заявл. 14.03.85.
194. ТодаМ., ИтикаваК., Ламасоко Е.//Тайкабуцу.-№319(1984).-С.459-461.
195. ИнамураЯ. Огнеупоры и ихприменение.-М.: Металлургия, 1984.-445с.
196. Лехтик A.M., Румянцев А.В., Лукьянов В.Б. Крупноблочная футеровка доменной печи//Металлург.-1983. -№8.- С. 14-16.
197. Schmitt J.M., Mathiew A. Cements for the refractory concretes // RefractoriesJournal. -Vol.49 (1974). -№7-8. -P.26-28.
198. Стрелов К.К. О подборе вяжущих для огнеупорных бетонов // Огнеупоры. -1977.-№9.-С.25-28.
199. Замятин С.Р. Кокшаров В.Д., Строкацкая Л.И. Свойства алюмосиликатных
бетонов на различных вяжущих в нагретом состоянии // Огнеупоры. -1980. -№7.-С.52-59.
200. Стендовые испытания алюмосиликатных крупноблочных бетонных изделийна высоглиноземистомцементе/ С.Р.Замятин, Э.П.Тайгильдина, Г.И.Пирумян и др. // Огнеупоры. -1984. -№7.- С.44-48.
201. Усатиков И.Ф., Гальченко Т.Г., Караулов А.Г. Исследование прочности корундовых бетонов// Огнеупоры. -1986. -№6. -С. 9-14.
202. Залдат Г.И., Зализовский Е.В. Огнеупорные бетоны на высокоглиноземистом цементе //Огнеупоры. -1986. -№8.- С. 15-19.
203. Сорокин И.Н. Торкрет-бетонные покрытия из масс с высоглиноземистым
цементом//Огнеупоры.-1986.-№10.-С. 13-16.
204. Оборудование для механических и климатических испытаний изделий: Информационный сборник. -Вып. 1. -М.: ОНТИ, 1989.-76 с.
205. Бакунов B.C., Балкевич В.Л., Гузман Н.Я. Практикум по технологии керамики и огнеупоров. - М.: Государственное изд-во литературы по строительству,1972.-352 с.
206. Огнеупоры и огнеупорные изделия: Сборник стандартов. - М.: Изд-во стандартов, 1988.-424 с.
207. Карякин Л.И. Петрография огнеупоров. - Харьков: Гос. научно-техническоеизд-во литературы по черной металлургии, 1969 .-413с.
208. Адлер Б.П. Планирование эксперимента при поиске оптимальных условий. -М.: Наука, 1976.-287 с.
209. Певзнер Р.Л. Контроль производства керамических строительных материалов. -М.: Гос. изд-во литературы по строительным материалам, 1957.-202 с.
210. Стрелов К.К., Кащеев И.Д. Технический контроль производства огнеупоров.-М.: Металлургия, 1986.-236 с.
211. Высокотемпературный абразивометр огнеупоров // Р.М.Федорук, Н.В.Питак, Р.С.Шуляк и др. // Заводская лаборатория, - 1977. - №12. -
С.1518-1519.
212. Чеченев В.А. Высокоглиноземистый жаростойкий бетон на силикатнатриевом композиционном вяжущем: Дисс... канд. техн. наук. - Москва:МИСИ, 1986.-197с.
213. А.с. №1168537 СССР, МКИ С 04 В 28/26. Сырьевая смесь для изготовленияогнеупорного бетона / Б.Д.Тотурбиев, Ю.П.Горлов, В.А.Чеченев и др. -Опубл. 1985, Бюл. №27.
214. Чеченев В.А., Горлов Ю.П., Тотурбиев Б.Д. Жаростойкий высокоглиноземистый бетон на силикат-натриевом вяжущем // Бетон и железобетон.-1986.-№10.-С.6-8.
215. Горлов Ю.П. Применение жаростойких бетонов в нагревательных печах //
Металлург.-1986.-№5.-С. 16-17.
216. А.с. №1337365 СССР, МКИ С 04 В 28/26. Смесь для изготовления жаростойкого бетона / Ю.П.Горлов, В.А.Чеченев, Б.Д.Тотурбиев и др. - Опубл. 1987,Бюл. №34.
217. А.с. №1310370 СССР, МКИ С 04 В 35/02. Шихта для изготовления огнеупорных изделий / С.В.Холодова, В.А.Костюк, В.А.Чеченев и др. - Опубл. 1987,Бюл. №18.
218. А.с. №1313833 СССР, МКИ С 04 В 35/06. Огнеупорная масса/ С.В.Холодова,В.А.Костюк, В.А.Чеченев и др. - Опубл. 1987, Бюл. №20.
219. А.с. №1339107 СССР, МКИ С 04 В 35/02. Способ изготовления смоло- или
пекосвязанных огнеупоров / С.В.Холодова, В.А.Костюк, В.А.Чеченев и др. -Опубл. 1987, Бюл. №35.
220. Разработка составов бетонных масс, внедрение технологии их производстваи применение в холодильных плитах шахт доменных печей: Заключительныйотчетно НИР/УкрНИИО.-№ГР01.86.0042926.-Б.м.,1988.-98с.
221. Бетон для футеровки шахт доменных печей / Н.В.Питак, Р.М.Федорук,В.А.Чеченеви др.//Огнеупоры.-1989.-№6.-С.47-50.
222. Исследование состояния существующих огнеупорных бетонов и разработкановых составов для футеровки шахт доменных печей: Заключительный отчетпоНИР/УкрНИИО.-№ГР01.89.0008841.-Б.м.,1990.-68с.
223. Разработать и внедрить новые виды огнеупорных материалов для футеровкинагревательных печей металлургического производства: Заключительныйотчет по НИР / МИСИ. - 4.8-2(81)-П-24-86; № ГР 01.89.0015510. -М., 1990.-91 с.
224. Оптимизация технологических параметров производства и применения фибробетонов для футеровки неохлаждаемой части шахты доменной печи: Заключительный отчет по НИР / УкрНИИО. - 2.9-3-М-486-91-ВН; № ГР01.91.0009647.-Б.м., 1992.-62с.
225. А.с. №1785508 СССР, МКИ С 04 В 25/23. Многослойный конструктивно-теплоизоляционный элемент / Р.М.Федорук, Н.В.Питак, В.А.Чеченев и др. -Опубл. 1992, Бюл. №48.
226. А.с. №1769503 СССР, МКИ С 04 В 28/26,35/68. Огнеупорная масса для футеровки тепловых агрегатов / Р.К.Скрипников, В.Г.Щербак, В.А.Чеченев и др.-Опубл. 1992, Бюл. №46.
227. Чеченев В.А. Исследование воздействия агрессивных факторов на свойствакарбидкремнийсодержащих бетонов // Теория и практика металлургии. -1999.-№1.-С.37-41.
228. Шлакоустойчивость алюмосиликатных композиций с добавками карбида кремния / М.А.Шерстобитов, В.И.Короткова, Ф.Ф.Очеретнюк и др. // Огнеупоры. -1988.-№9.-С.27-31.
229. А.с. №806637 СССР, МКИ С 04 В 15/00,35/68. Сырьевая смесь для изготовления огнеупорного бетона / В.Л.Карасик, В.И.Коздоба, Е.М.Бауман и др. -Опубл. 1981, Бюл. №7.
230. А.с. №925901 СССР, МКИ С 04 В 15/00. Бетонная смесь / В.Л.Карасик,Т.В.Коткина, В.И.Коздоба и др. -Опубл. 1982, Бюл. №17.
231. А.с. №981281 СССР, МКИ С 04 В 15/00. Сырьевая смесь для изготовления
жароупорного бетона / В.Л.Карасик, Т.В.Коткина, И.С.Карташова и др. -
Опубл. 1982, Бюл. №46.
232. Карасик В.Л., Кузьмина Т.А., Коткина Т.В. Корундокарбидкремнийсодержащие бетонные изделия//Огнеупоры. -1987.-№1.-С. 4-10.
233. Пивинский Ю.Е., Трубицын М.А. Огнеупорные бетоны нового поколения // Огнеупоры.-1990.-№8.-С.6-16.
234. Анжелеску Н., Теоряну И. Влияние триполифосфата натрия на свойства высокоглиноземистых бетонов // Материалы и конструкции. - 1984. -№3.-С.121-126.
235. Кайнаринский И.С, Дегтярева Э.В. Карборундовые огнеупоры. - Харьков:
Металлургия, 1963.-30 с.
236. Исследование теплового состояния охлаждаемой шахты ДП-11 из крупноблочных панелей со стальными толстостенными трубами с применением бетонной футеровки: Заключительный отчет по НИР / НПО "Энергосталь". -М8010;№ГР3.4-3-Э-227-89.-Б.м.,1989.-29с.
237. Усовершенствование конструкций и системы охлаждения доменной печи:
Заключительный отчет по НИР №210. / НИЦ "Проект-сервис". -Б.м.,1994.-123с.
238. Разработать технологию управления доменным процессом в условиях применения новых систем охлаждения и конструкций загрузочныхустройств:Заключительный отчет по НИР / ГМетАУ. - Х001060002. - Днепропетровск,1994.-86с.
239. Исследование и освоение новой конструкции охлаждения шахты доменнойпечи Константиновского металлургического завода, изготовленной из крупногабаритных модулей: Заключительный отчет по НИР / Укринвестконсулт.-03-4/245;№ГР0195У029187.-Б.м., 1996.-61 с.
240. Рафалович И.М. Некоторые закономерности образования гарнисажа в металлургических печах//Цветные металлы.-1963. -№4.-С.44-50.
241. Красавцев Н.И. О причинах и мерах предупреждения образования настылей(обобщенные выводы по материалам сборника) // Настыли в доменных печах. -М: Металлургия, 1953. -С.307-333.
242. Красавцев Н.И. Настыли в доменных печах. -М.: Гостехиздат, 1953.-326 с.
243. Исследования настылей в доменных печах и их удаление путем взрывания / Я.Виллемс, Г.Хейнерт, Г.Кваде, В.Цимкале // Черные металлы. - 1964. -№1-2.-С.55-61.
244. О поведении щелочей в доменной печи / В.М.Антипов, Н.С.Мазуркевич, В.П.Осадчий, З.Н.Периудова // Новое в агломерационном производстве. -
1973.-С.216-225.
245. Лугинин А.Н., Лугинина И.Т. Об одной из основных причин образования настылей в доменных печах // Известия вузов. Черная металлургия. - 1971. -№6.-С.43-45.
246. Исследование теплофизических свойств кусковых материалов /К.Д.Ильченко, Ю.И.Розенгарт, В.С.Шерман, Е.П.Письменный // Известиявузов. Черная металлургия.-1974. -№6. -С. 37-40.
247. Пашман Д. Снижение тепловых нагрузок на стенки доменной печи // Черныеметаллы.-1976. -№4.-С.21-25.
248. Ильченко К.Д., РозенгартЮ.И., Берман Р.Л. Исследование теплофизическихсвойств доменных гарнисажей // Металлургическая и горнорудная промышленность. -1979. -№1. -С.38-39.
249. Контроль состояния гарнисажа в доменной печи / Г.В.Горбунов, Н.Н.Бабарыкин, И.П.Манаенкоидр.//Металлург.-1981.-№10.-С.14-16.
250. Темнохуд Н.Н., Крылов И.Э. Исследование характеристик размягчения шихтовых материалов доменной плавки//Металлург.-1984. -№11. -С.14-15.
251. Особенности настылеобразования в доменных печах / Б.Ф.Мардер, И.И.Дышлевич, А.Я.Ткач и др.//Сталь.-1985.-№4.-С.22-24.
252. Бабарыкин Н.Н., Горбунов Г.В. Влияние бокового давления потока шихты наизнос огнеупорной кладки доменной печи // Сталь .-1986. -№12. - С. 15 -22.
253. Настылеобразование в доменных печах / Б.Ф.Мардер, И.И.Дышлевич, А.Я.Ткачидр.//Металлург.-1987.-№5.-С.18-20
254. О распределении щелочных соединений по высоте доменной печи и их влияниена устойчивость гарнисажа / Н.Н.Чернов, Т.В.Демиденко, Л.А.Сафина и др. //Металлургическая и горнорудная промышленность. -1987. -№1. -С. 15-16.
255. Образование настылей в доменных печах комбината "Криворожсталь" /
Б.Ф.Мардер, И.И.Дышлевич, А.Я.Ткач и др. //Сталь.-1987. -№8.-С.4-6.
256. Гладков Н.А., Николаев С.А., Будник Л.Г. Поведение щелочей в шахте и горнедоменнойпечи//Металлург.-1987.-№10.-С.24-25.
257. Контроль состояния гарнисажа доменных печей / Н.Н.Чернов, Б.Ф.Мардер, Т.В.Демиденко и др.//Металлург.-1987.-№9.-С.14-15.
258. Влияние технологического режима плавки на состояние рабочего профиля
шахт доменных печей/В.Е.Левченко, П.Г.Васильев, Н.Е.Алпаев и др. // Вопросы теории и практики производства чугуна. -М.: Б. и., 1986.-С.52-57.
259. Кудояров М.С. Совершенствование технологии выплавки чугуна в доменных печах с тонкостенной конструкцией шахты в условиях Кузнецкого меткомбината им.В.И.Ленина: Автореферат дисс... канд. техн. наук. - Новокузнецк, 1971.-20 с.
260. Особенности образования гарнисажа в печах, содержащих расплав / В.А.Зеньковский, Г.М.Глинков, А.Р.Григориш. - Москва, 1985. - 8 с. - Деп. в Ин-те"Черметинформация" 12.06.85, №2893чм-85 Деп.
261. Кузнецов О.А. Тепловые потоки при движении жидкого металла к слою гарнисажа в реакторе / - Москва, 1984. -12 с. - Деп. в Ин-те "Черметинформация" 6.09.84, №2581чм-84 Деп.
262. Исследовать причины образования гарнисажа на доменных печах комбината"Криворожсталь" в современных шихтовых условиях, разработать и внедрить мероприятия, обеспечивающие его устойчивость в пределах рабочегопрофиля, с целью повышения стойкости футеровки и обеспечения ровностихода доменной печи: Отчет о НИР IДнепродзержинский индустриальныйинститут. -№ГР 01.86.0101585. -Днепродзержинск, 1987.-65 с.
263. Васильев П.Г., Ризун Д.В. К вопросу об определении температуры газов около стен доменной печи // Известия вузов. Черная металлургия. - 1995. -
№9.-С.71-72.
264. Разработка методов диагностики состояния рабочего профиля шахт доменных печей/И.А.Федотов, П.Г.Васильев, В.Е.Левченко и др. //Сталь. -1997. -
№8.-С.8-10.
265. Вертман А.А., Самарин A.M. Свойства расплавов железа. - М.:Наука, 1969.-280с.
266. Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопередача. - М.: Энергия,1975.-486с.
267. Будак Б.М., Гольдман Н.Л., Успенский А.Б. Разностный метод со сглаживанием коэффициентов для решения задач Стефана // Журнал вычислительнойматематики и математической физики. -Т. 5(1965). -№5.- С. 828-840.
268. Гольдштейн А.Л., Косее В.И. Математическое описание динамики гарнисажного слоя. // Известия вузов. Цветная металлургия. - 1974. -№6. - С.82-87.
269. Ильченко К. Д., Розенгарт Ю.И. Исследование динамики плавления и образования гарнисажа // Металлургия и коксохимия. - Вып.76. - К.: Техника, 1982.-С.93-97.
270. Лисовский Д.И., Стаховский Р.И., Гнатовский Е.С. Математическая модель теплотехнических процессов в гарнисажных печах// Известия вузов. Чернаяметаллургия. -1968.-№1.-С.165-172.
271. Самарский А.А., Моисеенко Б.Д. Экономическая схема сквозного счета для многомерной задачи Стефана // Журнал вычислительной математики и математической физики. -Т.5 (1965). -№5.-С.816-827.
272. Рядно А.А., Миносян Я.П. Сопряженные задачи теплопереноса в системах тел сподвижными границами.-Днепропетровск: Б.и., 1983.-116с.
273. Беляев Н.М., Рядно А.А. Методы теории теплопроводности. - М.: Высшая
школа,1982.-Т.1.-327с.;Т.2.-304с.
274. Прикладные задачи металлургической теплофизики / В.И.Тимошпольский, Н.М. Беляев, А.А. Рядно и др. - Минск: Навука i тэхника, 1991. - 320 с.
275. Коздоба Л.А. Решение нелинейных задач теплопроводности. - Киев: Наукова думка, 1976.-136 с.
276. Чеченев В.А., Рядно А.А. Математическое моделирование динамики образования гарнисажного слоя на крупногабаритных охлаждаемых модулях доменных печей //Теория и практика металлургии.-1998. -№4.- С. 23-25.
277. Исследование особенностей эксплуатации и совершенствование конструкции доменных печей с шахтами из охлаждаемых панелей с толстостенными трубами и огнеупорным бетоном: Заключительный отчет по НИР / НПФ "Стимул".-08/11/033;№ГР0192Ш28460.-Б.м., 1992.-61 с.
278. Тавастмерн Р.И. Изготовление и монтаж технологических трубопроводов. -М.:Стройиздат, 1980.-176 с.
279. Тонколистовая сталь 09Г2МФБ с повышенным сопротивлением тепловой хрупкости для кожухов доменных печей и воздухонагревателей / В.М. Горницкий, Г.Р. Шнейдеров, К.М. Софронов и др. // Металлургическая и горнорудная промышленность.-1990.-№2.-С. 12-14.
280. Кочаев В.П., Дроздов Ю.Н. Прочность и износостойкость деталей машин. -М.; Высшая школа, -1991.-319с.
281. Злочевский А.Б. Экспериментальные методы в строительной механике. - М.:Стройиздат. -1983. -192 с.
282. Шмошенков А.П. Механика разрушения и расчеты на прочность и долговечность элементов машин и конструкций с трещинами. - Брянск. БГТУ. -1996.-232с.
283. Механика разрушения и прочность материалов: Справ. Пособие 4 т. Под общейред. ПанасюкаВ.В. -Киев.: Наукова думка. -1990.-680 с.
284. Розенштейн И.М. Аварии и надежность стальных резервуаров. - М.: Недра,1995.-253с.
285. Махутов Н. А. Деформационные критерии разрушения и расчет элементов конструкций напрочность. -М.: Машиностроение, -1981. -272 с.
286. Повышение качества ремонта металлургических агрегатов /СВ. Кольцов, И.Г.Венуров, В.И. Кочеров, В. А. Лобачев.-М.: Металлургия, 1989. -112 с.
287. Временная технологическая инструкция на изготовление крупноблочных
охлаждаемых панелей для шахт доменных печей / Министерство металлур
гии СССР.-М., 1989.-25 с.
288. Чеченев В.А. Особенности эксплуатации толстостенных труб охлаждения вконструкции крупногабаритных модулей шахт доменных печей // Теория ипрактика металлургии. -1998.-№3. - С. 55-56.
289. Чеченев В.А. Оценка структурного состояния труб охлаждения крупногабаритных модулей шахт доменных печей // Металлургическая и горнорудная промышленность. -1998. -№4. - С.37-79.
ПРИЛОЖЕНИЕ А
КАЛЬКУЛЯЦИИ ЗАТРАТ НА ВНЕДРЕНИЕ
КРУПНОГАБАРИТНЫХ ОХЛАЖДАЕМЫХ МОДУЛЕЙ НА
ДОМЕННЫХ ПЕЧАХ РАЗЛИЧНОГО ПОЛЕЗНОГО ОБЪЕМА
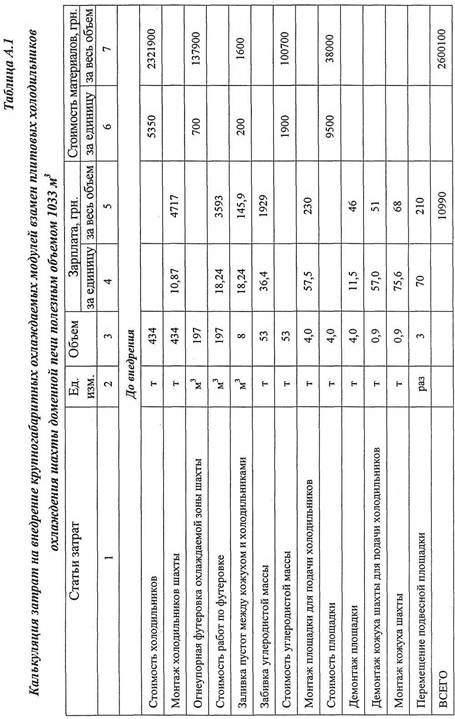
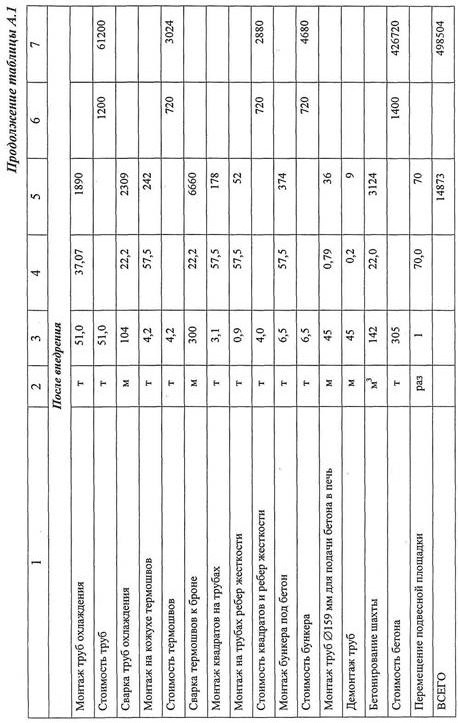
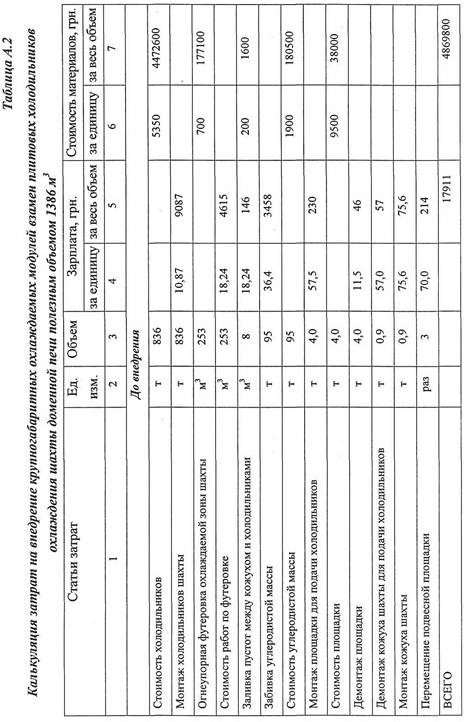
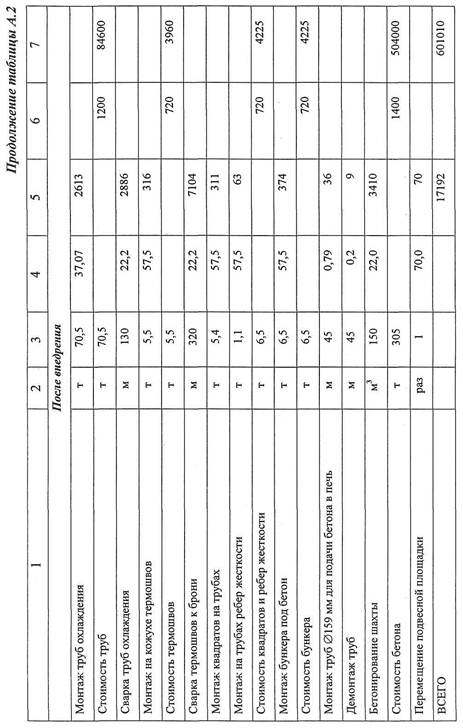
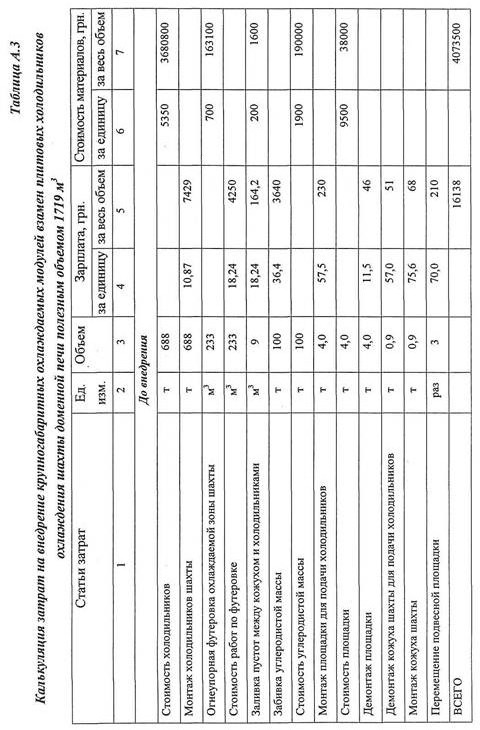
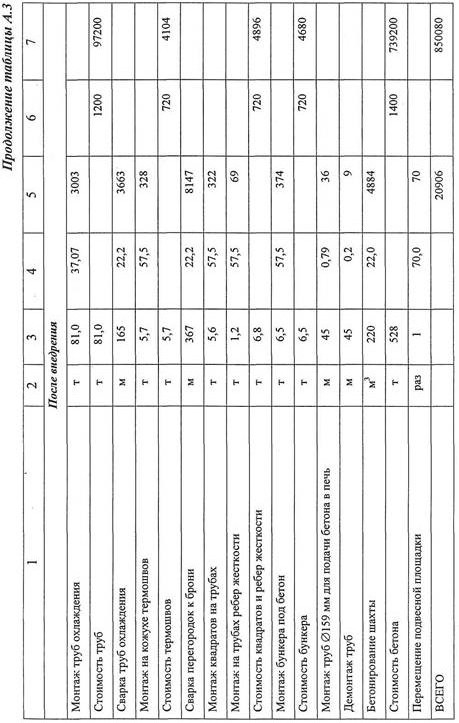
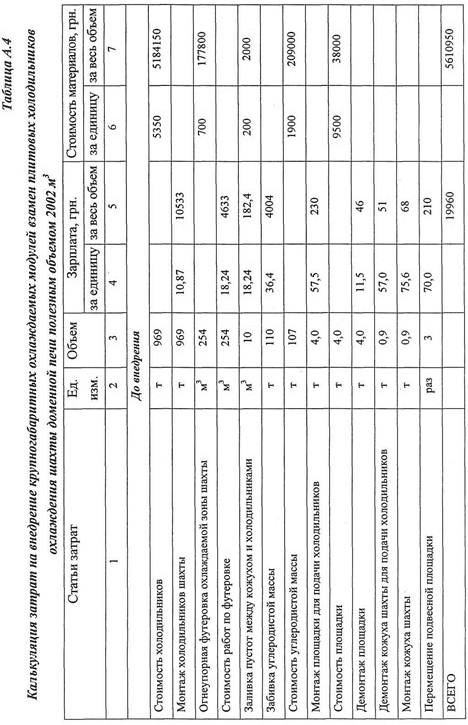
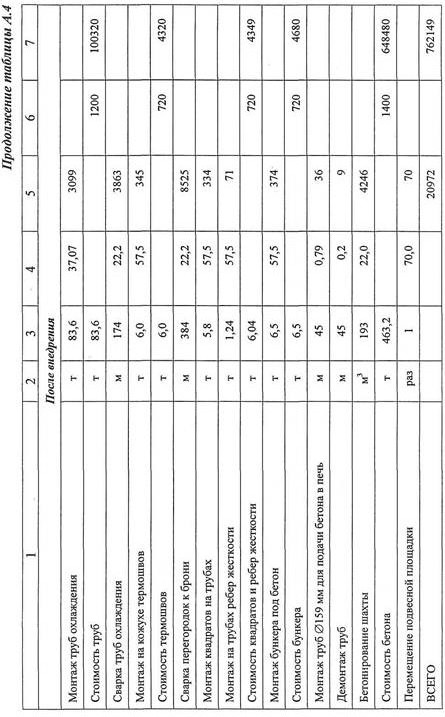
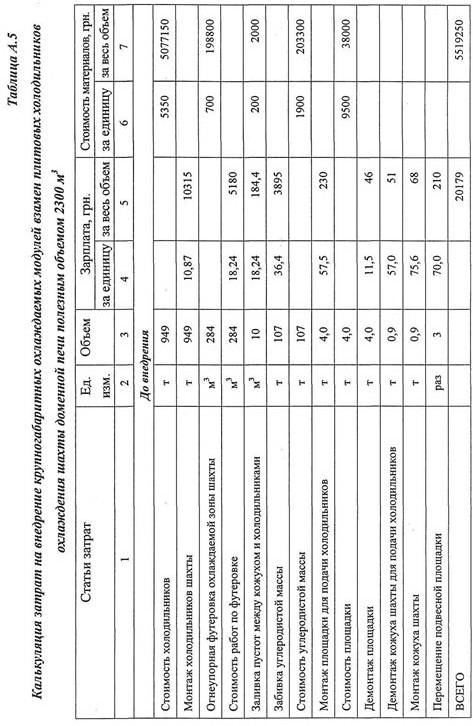
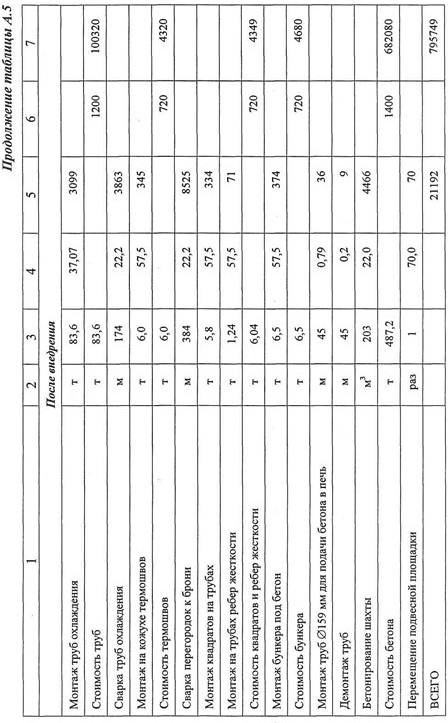
ПРИЛОЖЕНИЕ Б
АКТЫ ВНЕДРЕНИЯ РАЗРАБОТОК,
СОДЕРЖАЩИХСЯ В ДИССЕРТАЦИОННОЙ РАБОТЕ
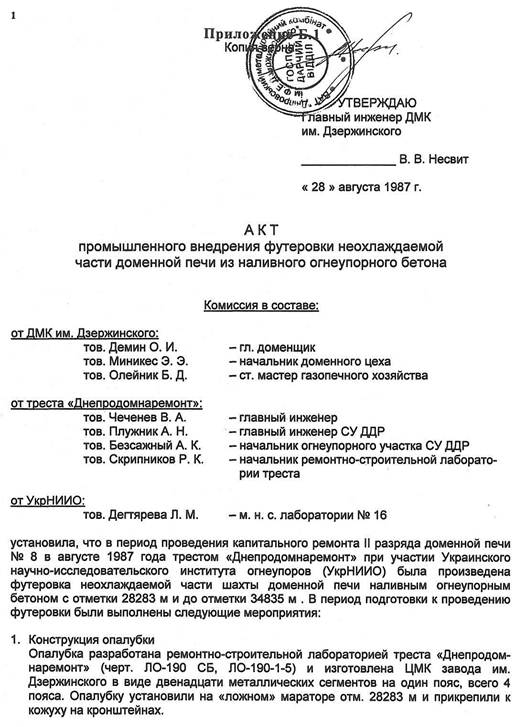
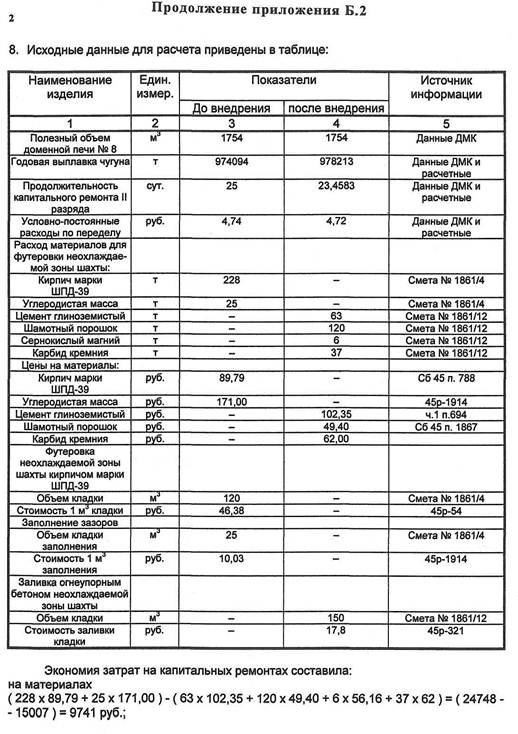
Владимир Андреевич Чеченев
Крупногабаритные охлаждаемые модули шахт доменных печей
(Конструкция, технология изготовления и монтажа, стойкость кожухов).
Подписано в печать 00.00.2011г. Формат 00X00 0/00
Бумага печатная. Печать-ризограф. Отсч. от л. 0.00
Усл. - печать л. 0.00 Тираж 150экз.
Заказ 00
Барвикс 49000, Днепропетровск, ул.Симферопольская,17